Результат интеллектуальной деятельности: СПОСОБ ВЫДАВЛИВАНИЯ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при холодном или горячем выдавливании малопластичных материалов, например при изготовлении заготовок под штамповку лопаток из титановых сплавов.
Известен способ прессования заготовок, при котором заготовку помещают в контейнер для прессования с уже нанесенным слоем смазки, осуществляют деформацию, причем в очаге пластической деформации поддерживают температуру, равную температуре плавления смазки (Патент на изобретение РФ №2440864 от 08.07.2010, МПК B21J 5/04, В21С 23/32, опубл. 27.01.2012 бюл. №3).
Недостатками данного способа является ограниченная область применения, связанная с необходимостью поддерживать определенную температуру в зоне деформации для каждого конкретного вида смазки, а также возможность регулирования количества смазки в очаге деформации.
Наиболее близким является способ выдавливания малопластичных материалов, при котором заготовку помещают в контейнер, выдавливают ее рабочим пуансоном через очко матрицы с использованием смазки (Описание к авторскому свидетельству №129467, МПК B21J 3/00, д.п. 06.11.1959).
Недостатками данного способа является невозможность регулирования давления и объема смазки в очаге деформации, и возможность появления участков сухого трения между матрицей и заготовкой, что приводит к износу матрицы и появлению задиров и налипанию металла на очко матрицы, и, следовательно, получение бракованной заготовки под последующую штамповку.
Известно устройство для выдавливания тугоплавких и малопластичных материалов, которое содержит пуансон, матрицу, контейнер (Перлин И.Л. Теория прессования металлов. / И.Л. Перлин, Л.Х. Райтбарг. - М: Металлургия, 1975. - 448 с., Стр. 17-19).
Недостатками данного устройства является наличие участков сухого трения в очаге деформации, что приводит к получению бракованного изделия.
Наиболее близким является устройство для выдавливания малопластичных материалов, содержащее рабочий пуансон, контейнер, в который установлена матрица, снабженная каналами для подвода смазки в очаг пластической деформации (Авторское свидетельство №455789 от 31.03.1972, опубл. 05.01.1974, МПК B21J 5/04, В21С 25/02, B21J 13/02).
Недостатком данного устройства является сложность регулирования давления смазки, что не обеспечивает условия смазки в процессе выдавливания.
Техническим результатом, на который направлено изобретение, является возможность регулирования подачи смазки в зону деформирования, благодаря чему отсутствуют участки сухого трения в очке матрицы, и повышение качества получаемой выдавленной заготовки за счет устранения задиров и налипания заготовки на матрицу.
Технический результат достигается тем, что в способе выдавливания малопластичных материалов, при котором заготовку помещают в контейнер, выдавливают ее рабочим пуансоном через очко матрицы с использованием смазки, в отличие от известного смазка осуществляется при помощи вспомогательных пуансонов, радиально расположенных относительно рабочего пуансона, которые входят в отверстие матрицы, выдавливая смазку через каналы в очаг пластической деформации одновременно с началом выдавливания заготовки, причем давление смазки должно быть не ниже предела текучести материала заготовки.
В устройстве для выдавливания тугоплавких и малопластичных материалов, содержащем рабочий пуансон, контейнер, в который установлена матрица, снабженная каналами для подвода смазки в очаг пластической деформации, в отличие от известного дополнительно содержатся по меньшей мере два вспомогательных пуансона, расположенных радиально от рабочего пуансона, которые выдавливают смазку через отверстия в матрице, соединенные с каналами для подвода смазки в очаг пластической деформации. Каналы для подвода смазки в очаг пластической деформации выполнены под углом 1-90° относительно оси выдавливания.
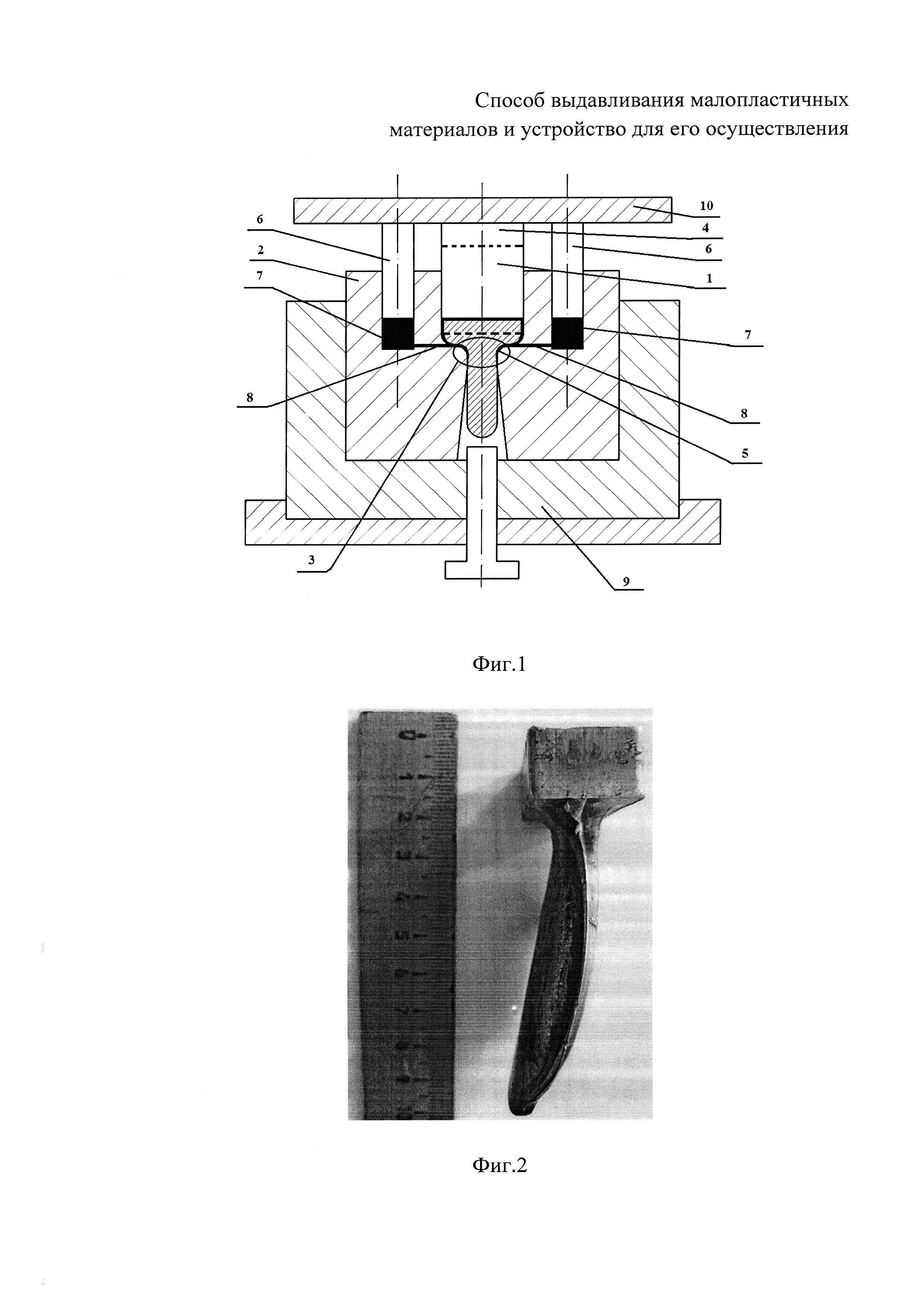
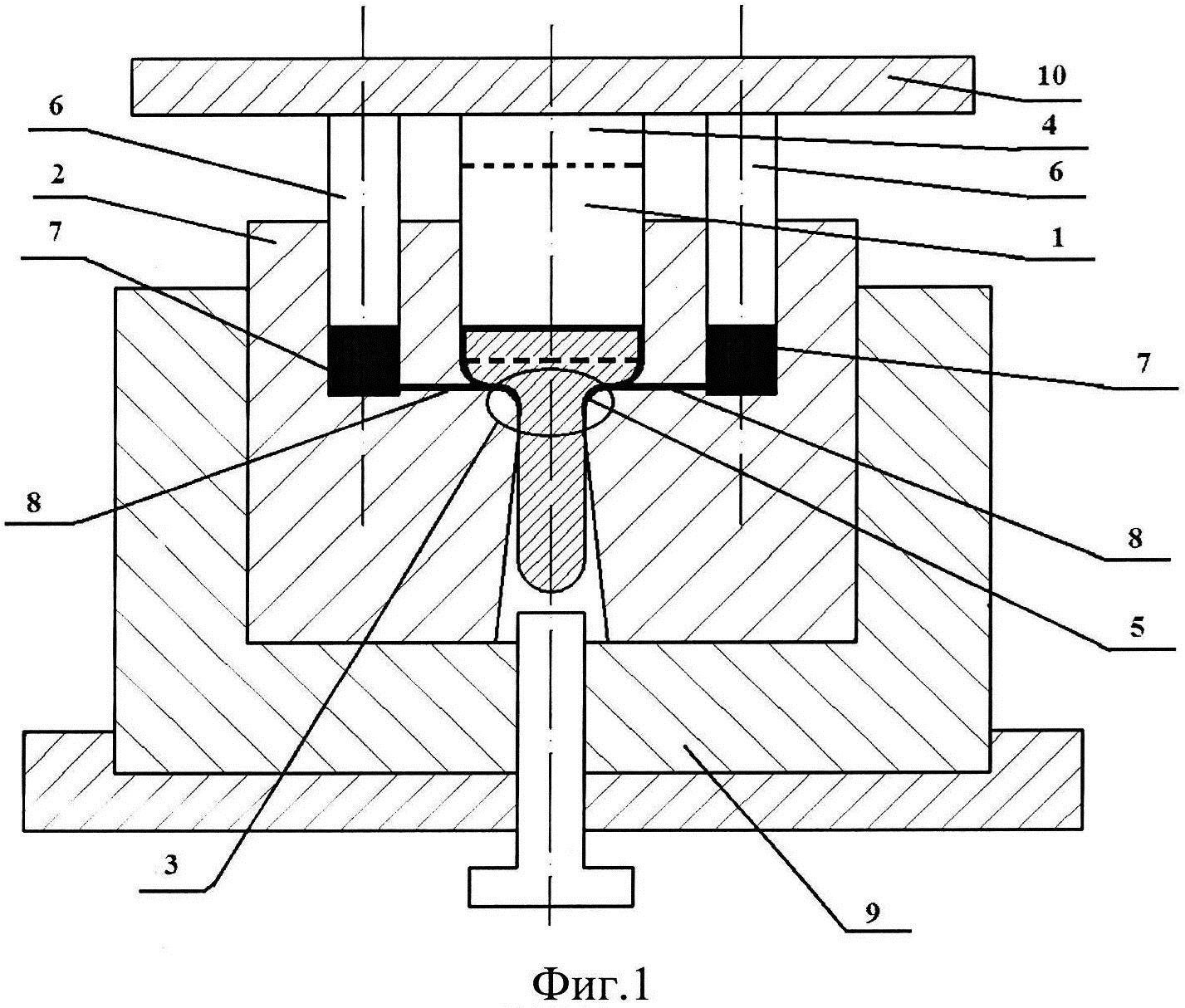
Сущность изобретения поясняется чертежами: Фиг. 1 - общий вид устройства для осуществления способа, Фиг. 2 - заготовка под штамповку лопатки, полученная данным способом.
Способ осуществляется следующим образом.
Заготовку 1, выполненную из малопластичного материала, помещают в матрицу 2. Затем выдавливают ее через очко 3 матрицы 2 рабочим пуансоном 4. Одновременно с началом выдавливания заготовки 1 на нее наносят смазку 5. Смазку осуществляют при помощи вспомогательных пуансонов 6, радиально расположенных относительно рабочего пуансона 4. Вспомогательные пуансоны 6 входят в отверстия 7 матрицы 2, выдавливая смазку 5 через каналы 6 в очаг пластической деформации одновременно с началом выдавливания заготовки 1. Причем давление смазки 5 должно быть не ниже предела текучести материала заготовки 1.
Для осуществления данного способа предлагается устройство.
Устройство для выдавливания малопластичных материалов содержит рабочий пуансон 4, контейнер 9, в который установлена матрица 2, снабженная каналами 6 для подвода смазки 5 в очаг пластической деформации.
Дополнительно устройство содержит по меньшей мере два вспомогательных пуансона 6. Вспомогательные пуансоны 6 расположены радиально от рабочего пуансона 4, и выдавливают смазку 5 через отверстия 7 в матрице 2. Отверстия 7 в матрице 2 соединены с каналами 8 для подвода смазки 5 в очаг пластической деформации.
Каналы 8 для подвода смазки 5 в очаг пластической деформации выполнены под углом 1-90° относительно оси выдавливания.
Устройство работает следующим образом.
При включении траверсы пресса (не показана) нижняя плита 10 с установленными на ней рабочим пуансоном 4 и вспомогательными пуансонами 6 движется вниз. При этом рабочий пуансон 4 начинает выдавливать заготовку 1, установленную в матрице 2 через очко 3. Вспомогательные пуансоны 6 входят в отверстия 7 матрицы 2. Одновременно с началом выдавливания заготовки 1 вспомогательные пуансоны 6 начинают выдавливать смазку 5 из отверстий 7 через каналы 8 в очаг пластической деформации.
Таким образом, осуществляется непрерывная смазка заготовки в процессе выдавливания, обеспечивая при этом отсутствие участков сухого трения в очке матрицы, и повышение качества получаемой выдавленной заготовки за счет устранения задиров и налипания заготовки на матрицу.
Благодаря тому, что в способе выдавливания малопластичных материалов, при котором заготовку помещают в контейнер, выдавливают ее рабочим пуансоном через очко матрицы с использованием смазки, смазку осуществляют при помощи вспомогательных пуансонов, радиально расположенных относительно рабочего пуансона, которые входят в отверстие матрицы, выдавливая смазку через каналы в очаг пластической деформации одновременно с началом выдавливания заготовки, причем давление смазки должно быть не ниже предела текучести материала заготовки и благодаря устройству для выдавливания малопластичных материалов, содержащем рабочий пуансон, контейнер, в который установлена матрица, снабженная каналами для подвода смазки в очаг пластической деформации, дополнительно содержатся по меньшей мере два вспомогательных пуансона, расположенных радиально от рабочего пуансона, которые выдавливают смазку через отверстия в матрице, соединенные с каналами для подвода смазки в очаг пластической деформации, каналы для подвода смазки в очаг пластической деформации выполнены под углом 1-90° относительно оси выдавливания достигается возможность регулирования подачи смазки в зону деформирования, благодаря чему отсутствуют участки сухого трения в очке матрицы, и повышение качества получаемой выдавленной заготовки за счет устранения задиров и налипания заготовки на матрицу.
Пример реализации изобретения.
Заготовку из титанового материала (ВТ6) помещают в матрицу. Устройство, установленное на гидравлический пресс усилием 630 МН, и заготовку нагревают до температуры штамповки 930°C с созданием изотермических условий. В отверстия в матрице поступает из накопителей (не показаны) смазка (например, ЭВТ-24). При включении пресса нижняя плита устройства начинает движение вниз, причем рабочий пуансон выдавливает заготовку, а вспомогательные пуансоны одновременно выдавливают смазку в очаг пластической деформации. После окончания выдавливания заготовку из матрицы удаляют с помощью выталкивателя. В результате такого выдавливания получили заготовку (Фиг. 2) под штамповку лопатки без задиров и не требующей дополнительной механической обработки.
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Противоточное вихревое горелочное устройство для сжигания твёрдого пылевидного топлива
Способ очистки двухконтурных форсунок камеры сгорания газотурбинного двигателя от продуктов коксования топлива и нагара и устройство для его осуществления
Способ удаления поковки из штампа
Способ определения коэффициента трения при пластической деформации и устройство для его осуществления
Способ сборки образца, применяемого для испытания на одноосное пластическое растяжение, в виде стержня со втулками из материала, обладающего памятью формы
Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава
Противоточное вихревое горелочное устройство для сжигания твёрдого пылевидного топлива
Способ определения коэффициента трения при пластической деформации и устройство для его осуществления
Снаряд для отбора керна
Способ изготовления штамповок переменного сечения горячим выдавливанием с подвижными матрицами
Способ изготовления деталей стержневой формы с головкой

