Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области изучения трения при обработке металлов давлением, в частности к способам и устройствам для изучения коэффициента трения при пластической деформации.
Известен способ определения коэффициента трения при пластической деформации, включающий изготовление испытуемого образца квадратного в плане сечения, фиксируют размеры стороны квадрата и толщины, после осадки с обжатием 15…60% фиксируют радиус кривизны образца в плоскости, ортогональной толщине, определяют параметр a/R, где а - сторона квадрата, R - радиус кривизны образца в плоскости, ортогональной толщине, и с его учетом устанавливают коэффициент трения (Патент РФ №2505797 от 12.03.2012, МПК G01N 19/02, опубл. 27.01.2014 бюл. №3).
Наиболее близким является способ определения коэффициента трения при пластическом деформировании, при котором образец деформируют, затем определяют деформирующее усилие, площадь контакта образца с поверхностью оснастки, площадь боковой поверхности, усилие трения и искомый коэффициент трения (Авторское свидетельство №1619141 от 27.11.1987, МПК G01N 19/02, опубл. 07.01.1997 бюл. №1).
Недостатком данных способов является ограниченная область применения, связанная с тем, что предлагаемые способы не позволяют моделировать процессы обработки металлов давлением и проводить расчеты при различных напряженных состояниях образца.
Известно устройство для определения коэффициента трения при пластической деформации, содержащее корпус, штоки с шаровыми инденторами, закрепленными на концах штоков, механизм нагружения, равноплечее коромысло, направляющие с винтом, индикатор и держатель образца (Авторское свидетельство №1401359 от 22.05.1986, МПК G01N 19/02, опубл. 07.06.1988 бюл. №21).
Недостатками данного устройства является то, что конструкция устройства не позволяет создавать объемное напряженное состояние в образце, тем самым имеет узкую область применения.
Наиболее близким является устройство для определения коэффициента трения при пластической деформации, включающее обойму для установки деформируемого образца, пуансоны, установленные в обойму с возможностью перемещения с помощью привода, и измерительные устройства (Авторское свидетельство №373593 от 15.05.1969, МПК G01N 19/02, опубл. 12.03.1973).
Недостатком данного устройства является то, что конструкция устройства не позволяет создавать равномерное давление на контактных поверхностях образца, что снижает точность определения коэффициента трения.
Техническим результатом данного изобретения является разработка способа и устройства для определения коэффициента трения при пластической деформации с высокой точностью определения коэффициента трения, а так же возможность моделирования процессов обработки материалов давлением, создавая в образце разные напряженные состояния (в том числе всестороннее сжатие), и определять коэффициенты трения при различных типах смазки.
Технический результат достигается тем, что в способе определения коэффициента трения при пластическом деформировании, при котором образец деформируют, затем определяют деформирующее усилие, площадь контакта образца с поверхностью оснастки, площадь боковой поверхности, усилие трения и искомый коэффициент трения в отличие от известного, образец выполняют прямоугольным с квадратным сечением со стороной а, высотой h, при этом размеры образца должны удовлетворять условию  , образец устанавливают в П-образный паз обоймы, сверху на образец воздействует прижимной пуансон, приводимый в движение траверсой пресса, торцы образца с противоположных сторон подпирают подпорный и толкающий пуансоны, образец деформируют толкающим пуансоном с поддержанием постоянного давления на подпорном пуансоне, сначала деформацию образца осуществляют при условии, что среднее напряжение на стенки обоймы меньше напряжения текучести материала образца, затем образец деформируют при условии, что среднее напряжение на стенки обоймы равно напряжению текучести материала образца, следующим этапом образец деформируют при условии, что среднее напряжение на стенки обоймы намного больше напряжения текучести материала образца, расчетным способом определяют коэффициент трения для каждого случая, и по полученным значениям строят график влияния напряженного состояния образца на изменение коэффициента трения, в устройстве для определения коэффициента трения при пластической деформации, включающее обойму для установки деформируемого образца, пуансоны, установленные в обойму с возможностью перемещения с помощью привода, и измерительные устройства, в отличие от известного, устройство содержит прижимной пуансон для деформации образца квадратного сечения, связанный с ползуном пресса и имеющий возможность перемещения в вертикальном направлении, в обойму с обеих сторон перпендикулярно прижимному пуансону установлены толкающий и подпорный пуансон, имеющие возможность перемещения в горизонтальном направлении, толкающий пуансон установлен на штоке гидроцилиндра, полость которого сообщена с магистралью через золотниковый распределитель, обратный и предохранительный клапаны, подпорный пуансон установлен на штоке другого гидроцилиндра, полости которого сообщены с редукционным клапаном и золотниковым распределителем для поддержания постоянного давления на подпорном пуансоне, сообщенным с магистралью, на каждом из гидроцилиндров установлены измерительные устройства.
, образец устанавливают в П-образный паз обоймы, сверху на образец воздействует прижимной пуансон, приводимый в движение траверсой пресса, торцы образца с противоположных сторон подпирают подпорный и толкающий пуансоны, образец деформируют толкающим пуансоном с поддержанием постоянного давления на подпорном пуансоне, сначала деформацию образца осуществляют при условии, что среднее напряжение на стенки обоймы меньше напряжения текучести материала образца, затем образец деформируют при условии, что среднее напряжение на стенки обоймы равно напряжению текучести материала образца, следующим этапом образец деформируют при условии, что среднее напряжение на стенки обоймы намного больше напряжения текучести материала образца, расчетным способом определяют коэффициент трения для каждого случая, и по полученным значениям строят график влияния напряженного состояния образца на изменение коэффициента трения, в устройстве для определения коэффициента трения при пластической деформации, включающее обойму для установки деформируемого образца, пуансоны, установленные в обойму с возможностью перемещения с помощью привода, и измерительные устройства, в отличие от известного, устройство содержит прижимной пуансон для деформации образца квадратного сечения, связанный с ползуном пресса и имеющий возможность перемещения в вертикальном направлении, в обойму с обеих сторон перпендикулярно прижимному пуансону установлены толкающий и подпорный пуансон, имеющие возможность перемещения в горизонтальном направлении, толкающий пуансон установлен на штоке гидроцилиндра, полость которого сообщена с магистралью через золотниковый распределитель, обратный и предохранительный клапаны, подпорный пуансон установлен на штоке другого гидроцилиндра, полости которого сообщены с редукционным клапаном и золотниковым распределителем для поддержания постоянного давления на подпорном пуансоне, сообщенным с магистралью, на каждом из гидроцилиндров установлены измерительные устройства.
На фигурах показаны:
Фиг. 1 - Устройство для определения коэффициента трения при пластической деформации.
Фиг. 2 - График зависимости коэффициента трения от неравномерности напряжений в образце и от размеров образца.
Фиг. 3 - Пример реализации способа определения коэффициента трения.
Способ осуществляется следующим образом.
Изготавливают образец из исследуемого материала в виде прямоугольника с квадратным сечением со стороной а, высотой h, при этом размеры образца должны удовлетворять условию: .
Для оценки неоднородности напряженного состояния образца используют коэффициент неоднородности напряженного состояния Hσ, который определяется как отношение максимального σmax значения напряжения к минимальному σmin значению напряжений в образце во время деформации:  .
.
Значения напряжений σmax, σmin можно определить путем компьютерного моделирования, например в программном пакете QForm или ANSYS, или расчетными методами при этом изменяя размеры исследуемого образца.
Если размеры образца выходят за пределы интервала, то неоднородность деформации возрастает по всему объему образца. Как показало компьютерное моделирование в QForm, чем меньше отношение  , тем меньше коэффициент неоднородности напряженного состояния Hσ и тем больше точность определения коэффициента трения.
, тем меньше коэффициент неоднородности напряженного состояния Hσ и тем больше точность определения коэффициента трения.
На образец и на паз обоймы наносят смазку (Фиг. 1), при наличии которой необходимо определить коэффициент трения, образец устанавливают в П-образный паз обоймы.
Сверху на образец воздействует прижимной пуансон, приводимый в движение траверсой пресса, обеспечивая подпор образца за счет силы пресса, которая рассчитывается из исследуемого напряженного состояния.
На торцы образца с противоположных сторон давят подпорный и толкающий пуансоны, приводимые в движение приводом. При этом силы толкающего пуансона Р1 и подпорного пуансона Р2 различны, а разность между ними будет искомой силой трения Т:Т=Р1-Р2.
Сила Р2 подпорного пуансона меньше силы толкающего пуансона P1 и образец под действием толкающего пуансона будет перемещаться вправо.
Образец деформируют толкающим пуансоном.
Сначала деформацию образца осуществляют при условии, что среднее давление  на стенки обоймы меньше напряжения текучести |σs| материала образца:
на стенки обоймы меньше напряжения текучести |σs| материала образца:  . Определяя расчетным путем площадь боковой поверхности контакта образца и обоймы Fk, площадь контакта образца и прижимного пуансона Fk-1, и зная силы на толкающем Р1 и прижимном Р3 пуансонах определяем коэффициент трения:
. Определяя расчетным путем площадь боковой поверхности контакта образца и обоймы Fk, площадь контакта образца и прижимного пуансона Fk-1, и зная силы на толкающем Р1 и прижимном Р3 пуансонах определяем коэффициент трения:
 .
.
Затем образец деформируют при условии, что среднее напряжение на стенки обоймы равно напряжению текучести |σs| материала образца:  . Зная напряжение текучести материала образца |σs| площадь боковой поверхности контакта образца и обоймы Fk, и зная силу на толкающем Р1 пуансоне определяем коэффициент трения для данного случая:
. Зная напряжение текучести материала образца |σs| площадь боковой поверхности контакта образца и обоймы Fk, и зная силу на толкающем Р1 пуансоне определяем коэффициент трения для данного случая:
 .
.
На следующем этапе образец деформируют при условии, что среднее давление  на стенки обоймы намного больше напряжения текучести |σs| материала образца:
на стенки обоймы намного больше напряжения текучести |σs| материала образца:  . Определяя расчетным путем площадь боковой поверхности контакта образца и обоймы Fk, площадь контакта образца и прижимного пуансона Fk-1 и зная силы на толкающем Р1, подпорном Р2 и прижимном Р3 пуансонах определяем коэффициент трения для данного случая:
. Определяя расчетным путем площадь боковой поверхности контакта образца и обоймы Fk, площадь контакта образца и прижимного пуансона Fk-1 и зная силы на толкающем Р1, подпорном Р2 и прижимном Р3 пуансонах определяем коэффициент трения для данного случая:
 .
.
По полученным значениям строят график (Фиг. 2) влияния напряженного состояния образца на изменение коэффициента трения ƒ.
Таким образом, предлагаемый способ позволяет определить коэффициент трения в зависимости от размеров образца, не требует значительных затрат на проведение способа, а так же является достаточно точным.
Для осуществления данного способа разработано устройство для определения коэффициента трения.
Устройство содержит обойму 1 (Фиг. 1) с пазом для установки деформируемого образца 2, и прижимной пуансон 3, который связан с траверсой пресса, и имеет возможность вертикального перемещения.
В обойму 1 с обеих сторон перпендикулярно прижимному пуансону 3 установлены толкающий 4 и подпорный 5 пуансоны. Пуансоны 4, 5 выполнены с возможностью перемещения от привода в горизонтальном направлении.
Толкающий пуансон 4 установлен на штоке 6 гидроцилиндра 7, полости которого сообщены через золотниковый распределитель 8 с магистралью 9. Так же в привод толкающего пуансона 4 входит обратный клапан 10.
Подпорный пуансон 5 установлен на штоке 11 другого гидроцилиндра 12, полости которого сообщены с магистралью 9 с помощью золотникового распределителя 13, а рабочая полость гидроцилиндра 12 соединена с редукционным клапаном 14, от которого жидкость поступает в маслобак 15. Редукционный клапан 14 обеспечивает поддержание постоянного давления на подпорном пуансоне 5, который во время деформации образца 2 находится в неподвижном состоянии.
Для определения давления в гидроцилиндрах 7, 12 на них установлены измерительные устройства, например электроконтактные манометры 16.
Устройство работает следующим образом.
Образец 2 устанавливается в паз обоймы 1, при этом на него и стенки обоймы 1 наносят различную смазку (Фиг. 1). При включении электродвигателя 17 насос 18 подает жидкость в рабочие полости гидроцилиндров 7, 12, толкающий 4 и подпорный 5 пуансоны и сжимают образец 2. В гидроцилиндре 12 подпорного пуансона 5 установлен электроконтактный манометр 16. При достижении установленного давления жидкости в рабочей полости гидроцилиндра 12 подпорного пуансона 5 подается сигнал на отключение золотникового распределителя 13, который встает в промежуточное положение и перекрывает линию подачи и слива жидкости. При этом сила на подпорном пуансоне 5 равна Р2.
Прижимной пуансон 3 обеспечивает подпор образца 2 за счет силы Р3 пресса, которая рассчитывается из исследуемого напряженного состояния. Подача жидкости в гидроцилиндр 7 толкающего пуансона 4 продолжается, и давление на образец 2 растет. В гидроцилиндре 12 подпорного пуансона 5 постоянное давление поддерживается за счет редукционного клапана 14, отрегулированного на заданное давление. Образец 2 при достижении давления в гидроцилиндре 7 толкающего пуансона 4 величины P1 начнет перемещаться вправо. Разница между силами толкающего пуансона 4 Р1 и подпорного пуансона 5 Р2 будет искомой силой трения. И затем определяют коэффициент трения.
Устройство данной конструкции позволят определять силу трения при различных напряженных состояниях образца, за счет возможности регулировки давления на толкающем и подпорном пуансонах.
Благодаря тому, что в способе определения коэффициента трения при пластическом деформировании, при котором образец деформируют, затем определяют деформирующее усилие, площадь контакта образца с поверхностью оснастки, площадь боковой поверхности, усилие трения и искомый коэффициент трения в отличие от известного, образец выполнен прямоугольным с квадратным сечением со стороной а, высотой h, при этом размеры образца должны удовлетворять условию , образец устанавливают в П-образный паз обоймы, сверху на образец воздействует прижимной пуансон, приводимый в движение траверсой пресса, на торцы образца с противоположных сторон давят подпорный и толкающий пуансоны, образец деформируют толкающим пуансоном с поддержанием постоянного давления на подпорном пуансоне, сначала деформацию образца осуществляют при условии, что среднее давление на стенки обоймы меньше напряжения текучести материала образца, затем образец деформируют при условии, что среднее давление на стенки обоймы равно напряжению текучести материала образца, следующим этапом образец деформируют при условии, что среднее давление на стенки обоймы намного больше напряжения текучести материала образца, расчетным способом определяют коэффициент трения для каждого случая, и по полученным значениям строят график влияния напряженного состояния образца на изменение коэффициента трения, в устройстве для определения коэффициента трения при пластической деформации, включающее обойму для установки деформируемого образца, пуансоны, установленные в обойму с возможностью перемещения с помощью привода, и измерительные устройства, устройство содержит прижимной пуансон для деформации образца квадратного сечения, связанный с ползуном пресса и имеющий возможность перемещения в вертикальном направлении, в обойму с обеих сторон перпендикулярно прижимному пуансону установлены толкающий и подпорный пуансон, имеющие возможность перемещения в горизонтальном направлении, толкающий пуансон установлен на штоке гидроцилиндра, полость которого сообщена с магистралью через золотниковый распределитель, обратный и предохранительный клапаны, подпорный пуансон установлен на штоке другого гидроцилиндра, полости которого сообщены с редукционным клапаном и золотниковым распределителем для поддержания постоянного давления на подпорном пуансоне, сообщенным с магистралью, на каждом из гидроцилиндров установлены измерительные устройства, достигается высокая точностью определения коэффициента трения, а так же возможность моделирования процессов обработки материалов давлением, создавая в образце разные напряженные состояния (в том числе всестороннее сжатие), и определять коэффициенты трения при различных типах смазки.
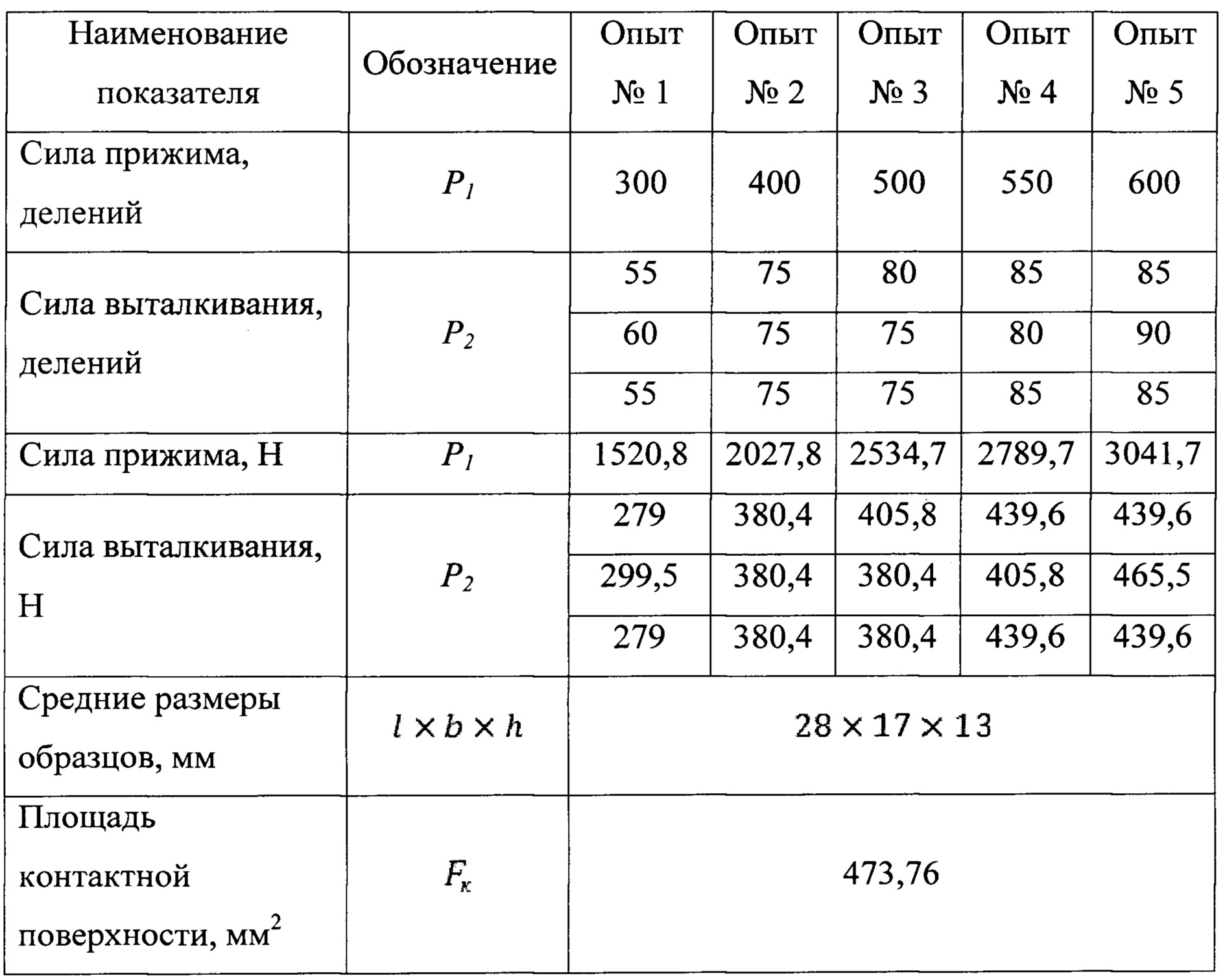
Пример реализации способа.
Испытания проводили на образцах с размерами 28×17×13 мм, изготовленные из свинца марки С1.
Эксперименты проводили без смазки и с использованием смазки: гексагональный нитрид бора и пушечное сало.
В опытах использовали гексагональный нитрид бора (белый графит).
Кристаллическая структура нитрида бора обеспечивает материалу отличные смазывающие свойства, превосходящие графит и другие смазочные материалы.
Площадь контактной поверхности, м2
 ,
,
где,  - длина образца,
- длина образца,
b - ширина образца.
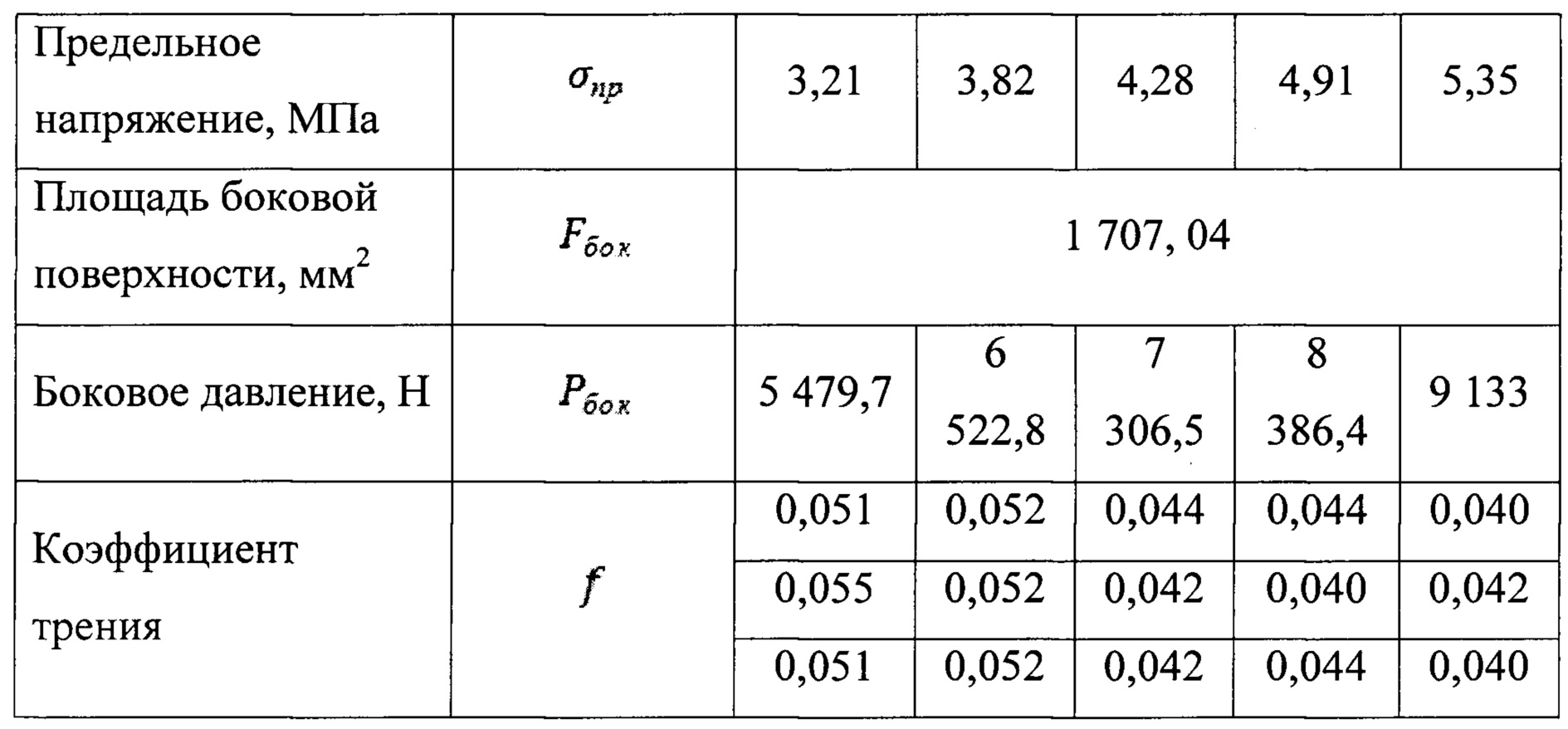
Предельное напряжение, МПа
 ,
,
где, Р1 - сила прижима (действие прижимного пуансона).
Площадь боковой поверхности контакта образца и оснастки, м2
 ,
,
где, h - высота образца.
Боковое давление, Н
Коэффициент трения
 ,
,
где, Р2 - сила выталкивания (действие толкающего пуансона).
Напряжение текучести образца σs=50 МПа
Таблица 1. Результаты эксперимента по определению коэффициента трения (деформация образца без смазки)
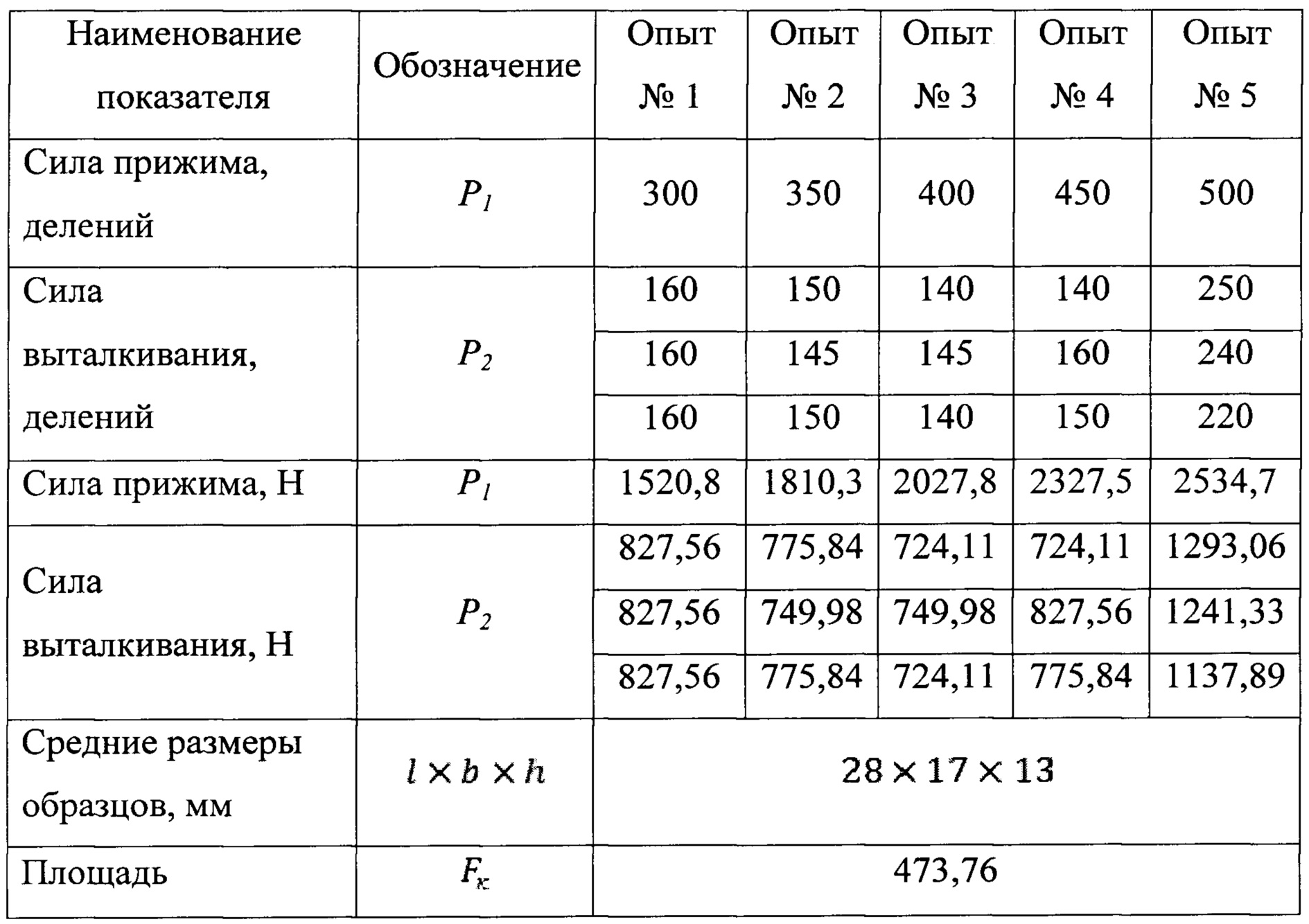
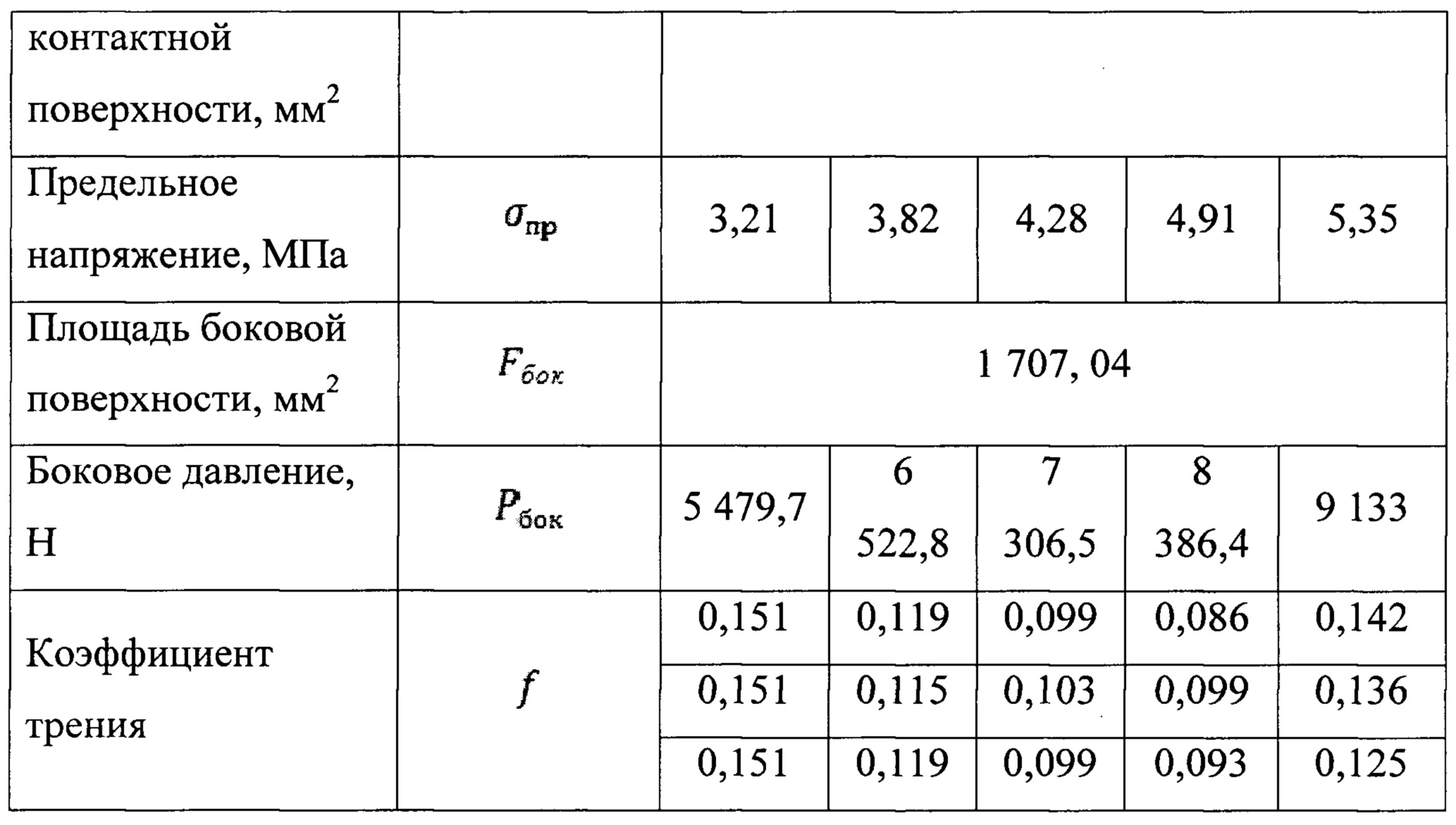
Таблица 2. Результаты эксперимента по определению коэффициента трения (деформация образца со смазкой типа нитрид бора)
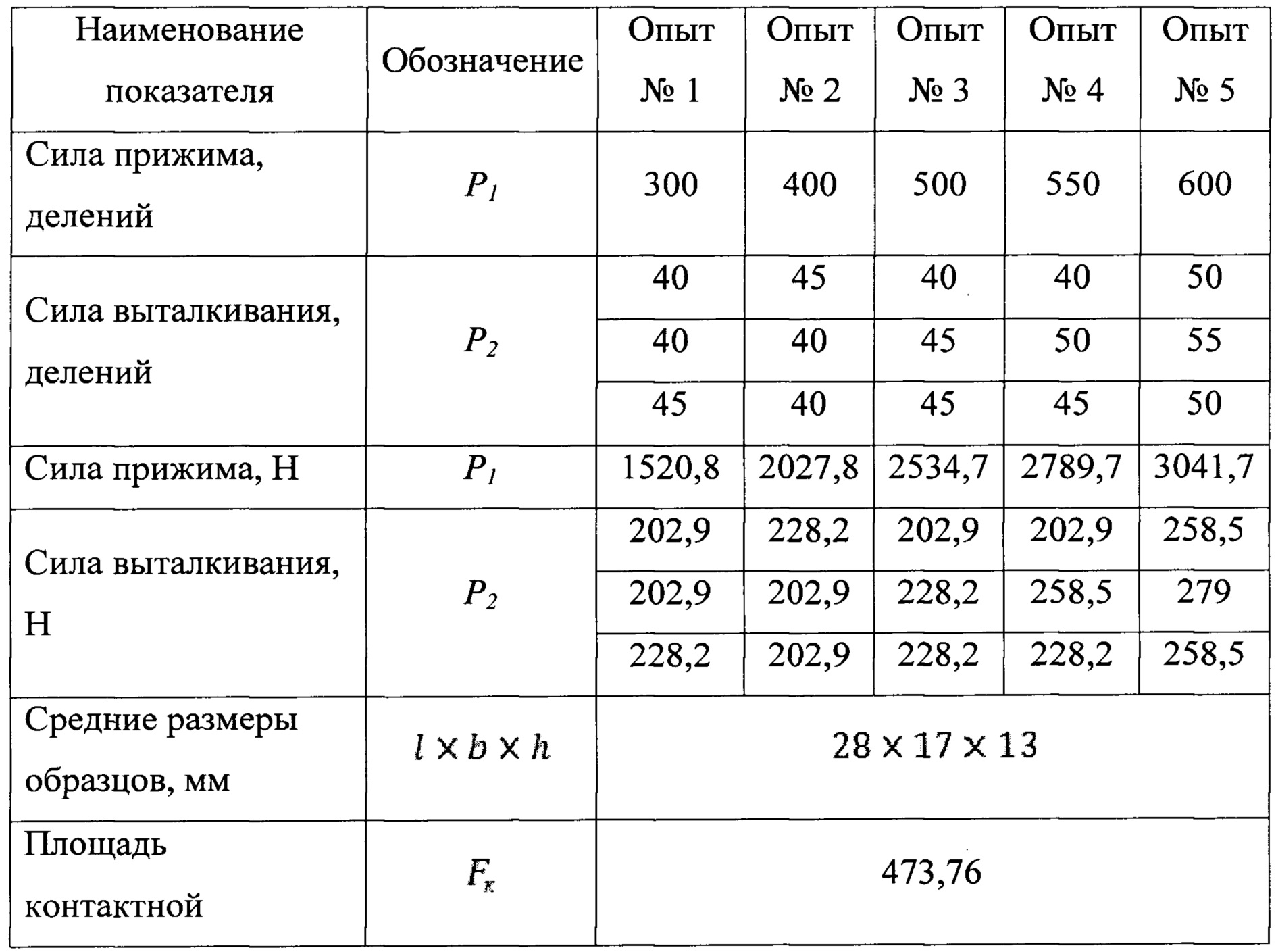
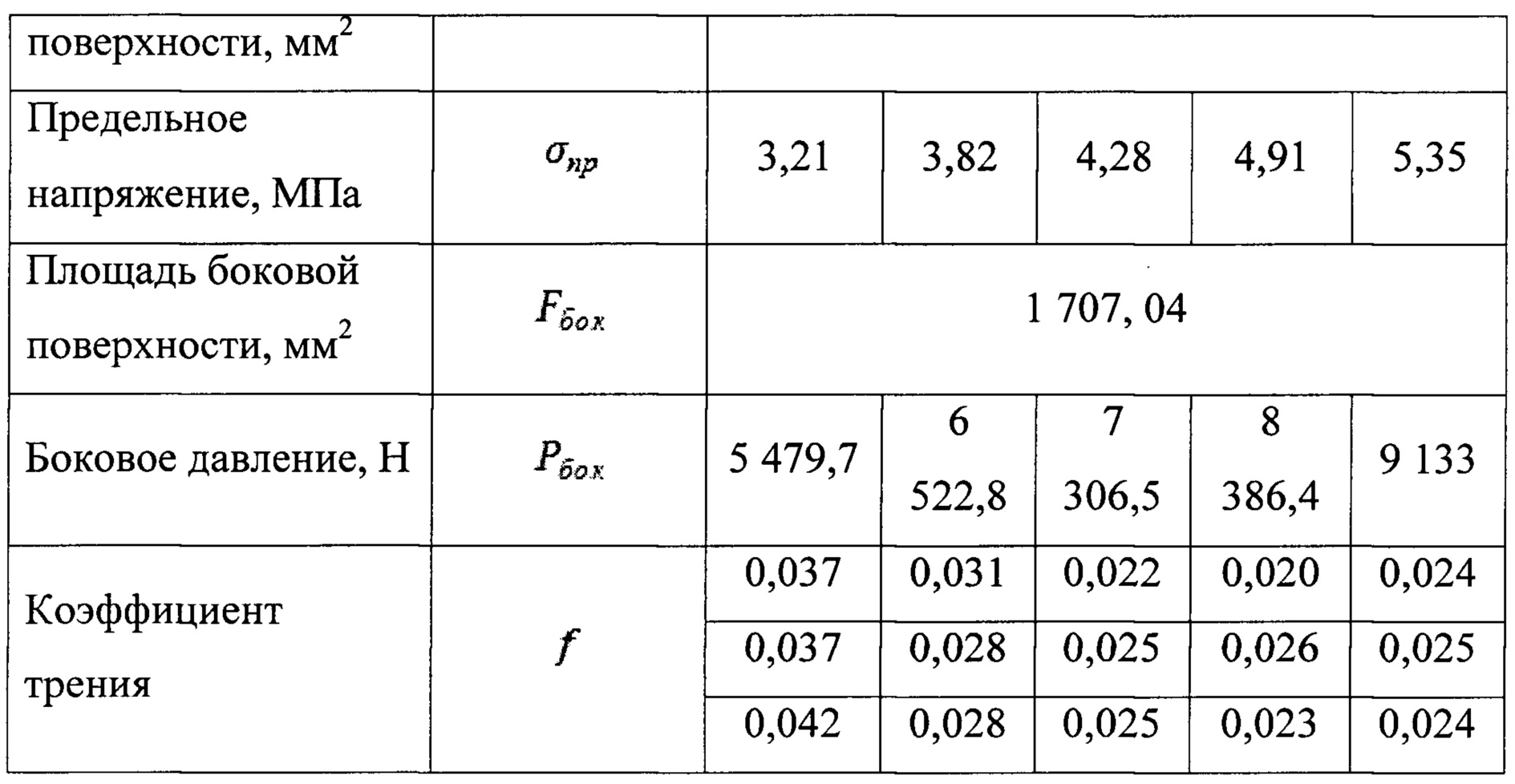
Таблица 3. Результаты эксперимента по определению коэффициента трения (деформация образца со смазкой типа пушечное сало (вапор))
В результате по полученным данным строим график изменения коэффициента трения в зависимости от контактного давления (Фиг. 3).
Способ программного регулирования плоского глубинного шлифования периферией круга
Образец для испытания материалов на пластическое одноосное растяжение
Шунгит как модификатор для алюминиево-кремниевых сплавов
Способ определения удельного износа шлифовального круга
Способ изготовления штамповок лопаток из титановых сплавов
Способ испытания зенкера, предназначенного для обработки предварительно просверленного отверстия
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Приспособление для поддержки заклепок
Способ изготовления сотового уплотнения
Способ изготовления штамповок лопаток из титановых сплавов
Способ выдавливания малопластичных материалов и устройство для его осуществления
Способ изготовления штамповок переменного сечения горячим выдавливанием с подвижными матрицами
Способ изготовления деталей стержневой формы с головкой

