Результат интеллектуальной деятельности: Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к получению ячеистого алюминиевого тела методом литья под давлением с помощью аддитивной технологии.
Известен способ изготовления алюминиевого ячеистого материала при конструировании самолетов, при котором металлические полосы соединяются друг с другом вместе с помощью склеивания или путем лазерной сварки (RU №105621, МПК G04B 38/00, опубл. 20.06.2011)
Недостатком данного способа является сложность процесса, и, кроме того, является сложным аккуратное формирование трапецеидальных листов, что приводит к тому, что для склеивания листов вместе требуется дополнительное количество клея.
Известен способ получения высокопористого ячеистого материала на основе хромаля, включающий приготовление суспензии смеси порошков, состав и содержание компонентов которой соответствуют получаемым сплавам, в растворе органического вещества, нанесение суспензии на пористый полимерный материал, удаление нагреванием органических веществ в восстановительной атмосфере со скоростью нагрева 100-200 град/ч с получением заготовки, спекание заготовки, при этом в смесь порошков дополнительно вводят ультрадисперсный порошок кобальта в количестве 1,5-2,0 мас. %, удаление нагреванием органических веществ проводят с выдержкой при температуре 730°С продолжительностью не менее 0,5 ч, а спекание заготовки осуществляют в вакууме с выдержками при температуре 900°С и 1280°С продолжительностью не менее 2 ч и не менее 3,5 ч соответственно. В качестве компонента смеси порошков используют порошок высоколегированного сплава Х60Ю20. (патент RU №2464127, МПК B22F 3/11, С22С 1/08, опубл. 20.10.2012).
Недостатками способа является неравномерная пористая структура, большое количество концентраторов напряжений в зоне спекания, что существенно влияет на прочность и долговечность материала при его использовании в различных устройствах.
В качестве прототипа принят способ получения литого изделия из алюминиевого сплава, включающий, изготовление выплавляемой формы по разовой модели путем заливки расплава материала формы вакуумным всасыванием под низким давлением, удаление модели, заливку металла с вакуумированием под низким давлением в печи и извлечение отливки путем выплавления формы, при этом используют материал формы, имеющий температуру плавления ниже температуры плавления металла отливки и выше температуры плавления модели, при этом модель расплавляют теплом формы, а форму расплавляют теплом залитого металла (патент RU №2361696, МПК B22D 18/00, опубл. 20.07.2009).
Недостатки способа сложность выполнения технологического процесса, повышение энергозатрат на выплавление формы, а также сложность изготовления установки.
Задачей, на решение которой направлено заявляемое изобретение, является повышение размерной и геометрической точности получаемых моделей и отливок, а также повышение эксплуатационных качеств полученного литого материала.
Технический результат - получение литого изделия с направленной равномерной ячеистой структурой из алюминиевого сплава с улучшенными механическими и эксплуатационными свойствами, обеспечивающее решение указанной задачи.
Технический результат достигается тем, что в способе изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава, включающем получение выплавляемой формы, при этом выплавляемую форму получают посредством аддитивной технологии FDM из пластика, присоединяют ее к литнику, затем выплавляемую форму и литник опускают в гипс с обеспечением образования гипсовой формы вокруг выплавляемой формы и литника, нагревают для удаления пластика выплавляемой формы из гипсовой формы, после чего ведут заливку алюминиевого сплава в гипсовую форму под давлением и после затвердевания сплава гипсовую форму удаляют.
Новая технология позволяет получить литое пористое тело, у которого равномерные ячеистые поры разного размера и разной геометрии, расположенные только в продольном направлении, которые могут быть получены независимо от удельной теплопроводности используемого исходного материала даже при получении изделий большой длины или крупных изделий в виде стержней.
Изобретение поясняется рисунками где;
На фиг. 1 изображены варианты структур тела отливок с круглыми, четырехгранными и шестигранными ячейками;
На фиг. 2 изображена запись диаграммы испытания алюминиевого ячеистого образца где σ - предел прочности образца, а ε - относительное удлинение.
Способ осуществляют следующим образом:
Проектируют 3D-модель. Создают образец модели из пластика с помощью применения аддитивных технологий FDM. Образец присоединяют к центральному литнику. Образец и центральный литник несколько раз опускают в гипс, создавая форму вокруг образца. Гипсовая форма просушивается и нагревается для удаления органического вещества. Гипсовую форму заполняют расплавленным металлом под давлением, затем удаляют. После охлаждения материал формы удаляют посредством механической обработки, химической очистки или растворения в воде. Части отрезают от центрального литника и слегка зачищают.
Одним из примеров реализации заявляемого способа может служить следующий:
Проектируется 3D-модель с проницаемой сетчато-ячеистой структурой 50%. (l=320 мм, d=30 мм)
По спроектированной 3D-модели изготавливается образец из пластика с помощью применения аддитивных технологий (FDM). Полученная форма и центральный литник опускаются в гипс, затем гипс просушивается и нагревается для удаления пластика.
В качестве материала изделия используют алюминиевый сплав марки АК7. Сплав расплавляется в индукционной печи и заливается в гипсовую форму под давлением. После затвердевания сплава форма удаляется, полученная заготовка механически обрабатывается.
Далее изготовленный материал испытывается на прочность в условиях одноосного растяжения. В процессе эксперимента ведется запись диаграммы испытания алюминиевого ячеистого образца (фиг. 2), где σ - предел прочности образца, a ε - относительное удлинение.
По сравнению с плотным литым изделием, изготовленный по заявленному способу материал имеет низкую плотность и более высокую удельную прочность 
Структура полученного образца с пористостью 50% имеет сравнительно высокую удельную прочность.
Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава, включающий получение выплавляемой формы, отличающийся тем, что выплавляемую форму получают посредством аддитивной технологии FDM из пластика, присоединяют ее к литнику, затем выплавляемую форму и литник опускают в гипс с обеспечением образования гипсовой формы вокруг выплавляемой формы и литника, нагревают для удаления пластика выплавляемой формы из гипсовой формы, после чего ведут заливку алюминиевого сплава в гипсовую форму под давлением и после затвердевания сплава гипсовую форму удаляют.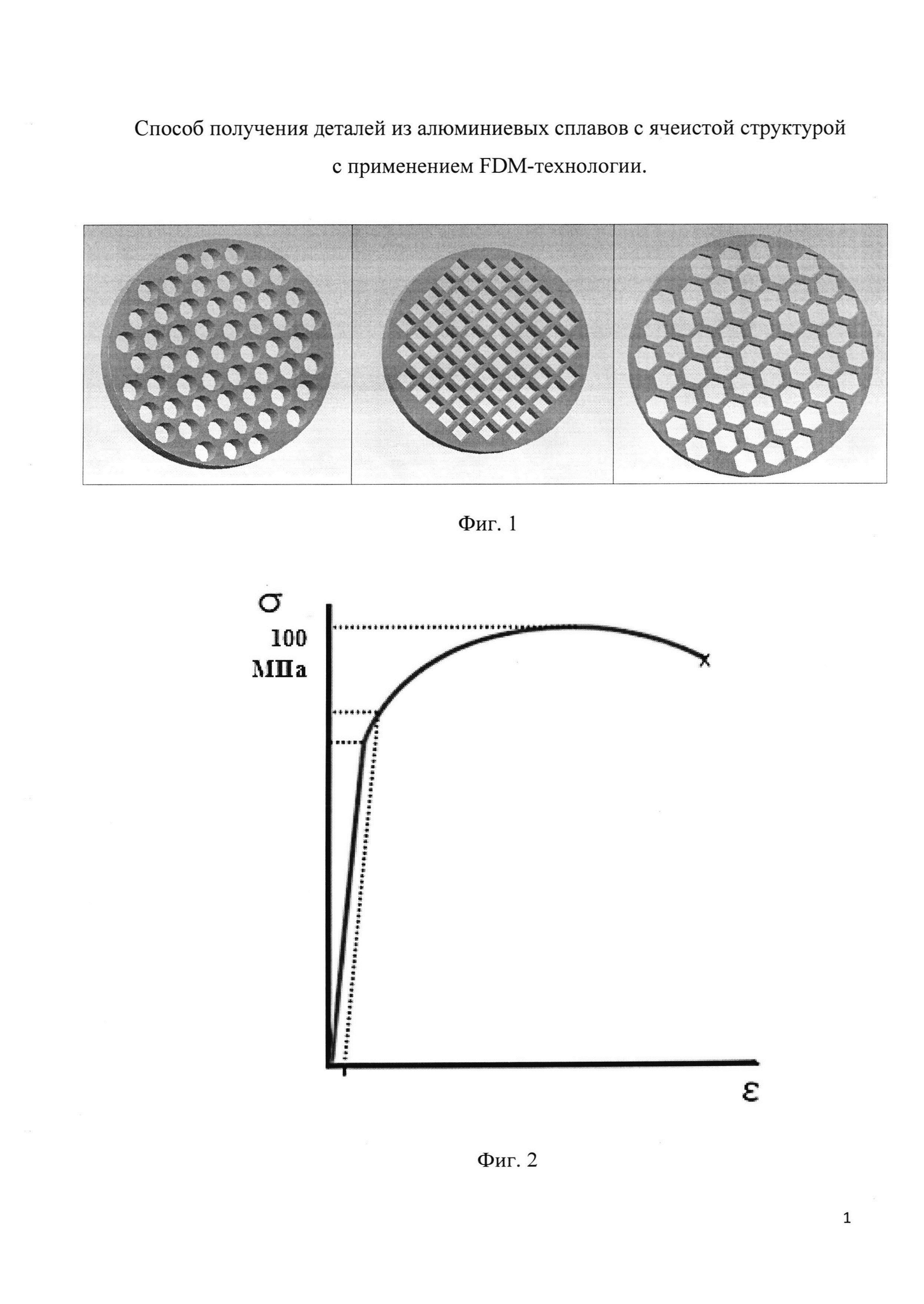
Способ программного регулирования плоского глубинного шлифования периферией круга
Образец для испытания материалов на пластическое одноосное растяжение
Шунгит как модификатор для алюминиево-кремниевых сплавов
Способ определения удельного износа шлифовального круга
Способ изготовления штамповок лопаток из титановых сплавов
Способ испытания зенкера, предназначенного для обработки предварительно просверленного отверстия
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Добавка для растворения стержней в скрытых полостях отливок

