Результат интеллектуальной деятельности: Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Вид РИД
Изобретение
Изобретение относится к области получения металлопокрытий, в частности железоникелевых, на прецизионных деталях из низколегированных сталей путем термического разложения карбонильных соединений никеля и железа, и может быть использовано для нанесения износостойких покрытий при восстановлении и упрочнении прецизионных деталей из низколегированных сталей дорожно-строительных, почвообрабатывающих, сельскохозяйственных, лесозаготовительных машин в условиях ремонтных предприятий.
Известен способ нанесения многослойного металлического покрытия, которое формируется термическим разложением карбонилов различных металлов, в том числе никеля, хрома, в вакууме на металлических и неметаллических подложках (SU, №430195, С23С 16/16, 1971).
Наиболее близким по технической сущности является способ нанесения износостойкого композиционного слоистого покрытия термическим разложением паров карбонилов металлов VI-VIII групп Периодической системы при пониженном давлении, в котором первый слой толщиной 3-5 мкм наносят при использовании карбонилов металлов VI-VIII групп при температуре 600-900°С, давлении 0,5-1,0 мм рт.ст. (67-133 Па) и скорости роста 1-2 мкм/мин, а второй слой такой же толщины наносят при температуре 300-450°С при использовании карбонилов металлов VI-VII групп, давлении не более 0,5 мм рт.ст. (67 Па) и скорости роста 0,3-0,5 мкм/мин (RU, №2075540, С23С 16/16, 1997).
Однако указанные способы не обеспечивают необходимых характеристик покрытий как упрочняющих и восстанавливающих для прецизионных деталей из низколегированных сталей, а именно сочетания оптимальных значений прочности сцепления покрытия с основным материалом детали, микротвердости, шероховатости и износостойкости при толщине износостойкого слоя до 250 мкм, однородного по отношению к материалу восстанавливаемой и упрочняемой детали, что является основным фактором при работе сопряжения.
Технической задачей изобретения является разработка способа получения износостойкого железоникелевого покрытия, используемого для упрочнения и восстановления сопрягаемых прецизионных деталей из низколегированных сталей дорожно-строительных, почвообрабатывающих, лесозаготовительных машин в условиях ремонтных предприятий.
Техническим результатом изобретения является повышение износостойкости и увеличение ресурса сборочной единицы.
Поставленная задача и технический результат достигаются тем, что в способе нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей путем термического разложения паров тетракарбонила никеля и пентакарбонила железа и поэтапного формирования износостойкого покрытия на поверхность детали сначала наносят слой никелевого покрытия толщиной от 9 до 11 мкм путем подачи паров тетракарбонила никеля на нагретую до температуры от 225 до 235°С поверхность детали со скоростью от 1 до 2 л/ч при остаточном давлении от 190 до 210 Па в течение от 5 до 10 мин, после чего наносят слой железоникелевого покрытия путем подачи смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода в объемном соотношении 1:6(±0,5):15(±1) со скоростью подачи паровой смеси от 110 до 130 л/ч на поверхность детали, охлажденную до температуры от 175 до 185°С в течение от 25 до 35 мин.
Нанесение слоя никелевого покрытия в указанных режимах металлизации (температура подложки, скорость подачи паровой смеси, давление в реакторе) обеспечивает минимальное значение остаточных напряжений в системе «адгезионный слой - подложка» за счет формирования покрытия с низким содержанием примесей оксидной и карбидной фаз.
Нанесение основного слоя покрытия путем подачи смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода создает технологические возможности для получения слоя износостойкого покрытия требуемой толщины на рабочей поверхности прецизионной детали.
Объемное соотношение смеси паров карбонильных соединений и несущего газа определено в результате исследования термодинамики химических реакций термического разложения карбонильных соединений для обеспечения стабильности морфоструктурных характеристик и химического состава металлического покрытия. Изменение объемного соотношения 1:6(±0,5):15(±1) смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода приводит к формированию дефектов в структуре покрытия.
Сущность изобретения иллюстрируется следующими примерами.
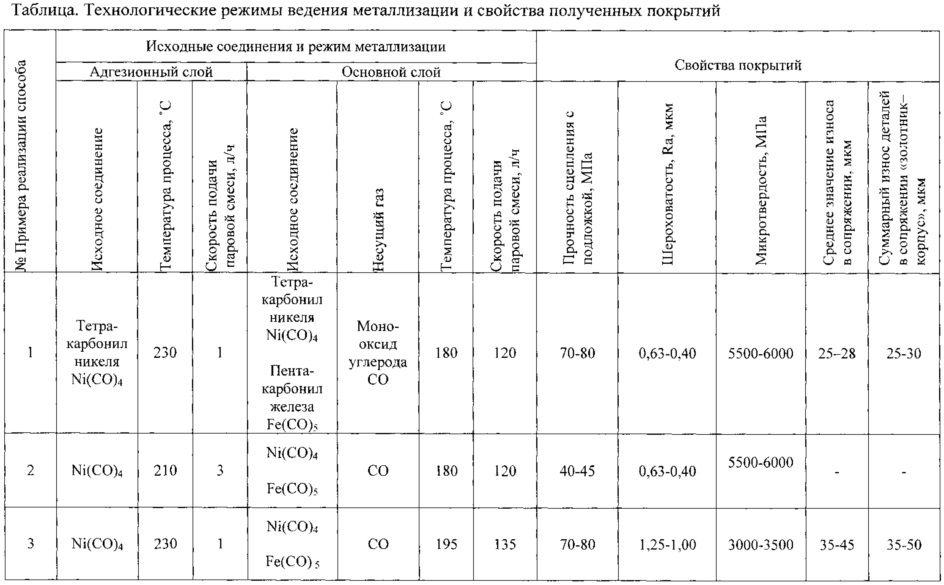
Пример 1
В рабочей камере аппарата для нанесения покрытий (реакторе) осуществляли монтаж на навеске золотника гидрораспределителя Р80. Далее через расходомер осуществляли продувку системы азотом, включение вакуум-наноса и создание в реакторе остаточного давления 200 Па. Деталь прогревали до температуры 230°С. Через расходомер в реактор подавали пары тетракарбонила никеля со скоростью 1,5 л/ч и в течение 7 минут наносили адгезионный слой никелевого покрытия толщиной до 10 мкм. Затем отключали вакуум-нанос. После того как температура подложки понизилась до температуры 180°С, начинали наносить основной железоникелевый слой путем введения в реактор паров тетракарбонила никеля и пентакарбонила железа в среде монооксида углерода в объемном соотношении паров 1:6:15 со скоростью подачи паровой смеси 120 л/ч в течение 30 минут. При достижении толщины металлопокрытия 250 мкм подачу паров карбонильных соединений и монооксида углерода прекращали, нагреватель выключали, в течение 10 минут осуществляли выдержку детали с целью ее охлаждения. Затем производили демонтаж детали.
Пример 2
Пример осуществлялся аналогично приведенному выше примеру, но при нанесении адгезионного слоя никелевого покрытия снижалась температура прогрева детали до 210°С; скорость подачи паров тетракарбонила никеля повышалась до 3 л/ч. Произошло снижение прочности сцепления покрытия с подложкой до 40-45 МПа, и в процессе стендовых испытаний образцов типа «диск-колодка» покрытие отслаивалось от поверхности образца.
Пример 3
Пример осуществлялся аналогично приведенному выше примеру, но основной железоникелевый слой покрытия наносился при повышении температуры до 195°С и скорости подачи паровой смеси 135 л/ч. Полученное покрытие не имело ярко выраженных слоев, в его структуре наблюдалась неоднородность, включения частиц железа. Произошло повышение шероховатости поверхности (Ra=1,25 мкм), снижение микротвердости до 3000 МПа.
Аналогично приведенному выше примеру осуществляли металлизацию с получением износостойкого железоникелевого покрытия на золотниках гидроусилителя рулевого управления Р150, торцевой поверхности ведущей и ведомой шестерен насосов типа НШ-У.
Исследование по определению микротвердости проводили на образцах в соответствии с ГОСТ 9450-76 «Измерение микротвердости вдавливанием алмазных наконечников». Прочность сцепления полученных покрытий с подложкой определяли штифтовым методом на испытательной машине FP-10/1. Шероховатость поверхности покрытий проводили методом ощупывания с использованием профилометра MarSurf PS1. Исследование износостойкости в стендовых испытаниях проводили на испытательной машине модели СМЦ-2 с образцами типа «диск-колодка». Железоникелевые покрытия наносили на поверхность диска, изготовленного из стали 15Х ГОСТ 10702-78 (20Х ГОСТ4543-71, 20ХМ ГОСТ 14955-77, 18ХГТ ГОСТ 2590-2006), колодку изготавливали из чугуна СЧ21 ГОСТ 1412-85. Также исследовали износостойкость сопряжения «золотник-корпус» гидрораспределителя Р80. В качестве рабочей жидкости применяли масло индустриальное И20 ГОСТ 20799-88. Для обеспечения ускоренного изнашивания в рабочую жидкость добавляли абразив, приготовленный из кварцевого песка ГОСТ 2138-91 с дисперсностью 3 мкм. Концентрация абразивного материала составляла 3 (±0,5)% по массе масла.
Предложенный способ нанесения железоникелевого покрытия на прецизионные детали из низколегированных сталей эффективен в достижении оптимального для эксплуатации сочетания значений износа в парах трения (25-30 мкм) и прочности сцепления 70-80 МПа полученных покрытий с подложкой, что обеспечивает увеличение износостойкости деталей на 15-20% по сравнению с серийно выпускаемыми деталями.
Способ получения стимулятора роста растений из растительного сырья
Технологический комплекс гидромеханического фракционирования торфяного сырья
Способ изготовления гипсовых изделий на основе отходов производства базальтовых волокон
Способ установки заготовки на центрах токарного станка
Способ переустановки тонкостенной заготовки в механизированный патрон
Устройство контроля формы отражающей поверхности антенной системы зеркального типа
Устройство для заряда и десульфатации аккумуляторов
Устройство измерения формы произвольной отражающей поверхности антенной системы
Устройство контроля диаграммы направленности и формы отражающей поверхности антенной системы
Способ измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности
Способ строительства водопропускного сооружения (варианты)
Способ измерения зазора в плазменной струе в производстве металлических порошков и гранул
Способ плавки стали в дуговой сталеплавильной печи трехфазного тока
Зажимное устройство
Электродуговой плазмотрон
Способ намотки цилиндрических катушек с произвольным шагом из полосы прямоугольного сечения на ребро
Вакуумная индукционная плавильно-заливочная установка
Устройство для нанесения металлических покрытий на внутренние поверхности подшипников скольжения cvd-методом металлоорганических соединений
Способ выплавки никеле-титановых сплавов
Электронно-лучевая пушка с повышенным ресурсом эксплуатации

