Результат интеллектуальной деятельности: Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Вид РИД
Изобретение
Изобретение относится к области получения металлопокрытий, в частности железоникелевых, на прецизионных деталях из низколегированных сталей путем термического разложения карбонильных соединений никеля и железа, и может быть использовано для нанесения износостойких покрытий при восстановлении и упрочнении прецизионных деталей из низколегированных сталей дорожно-строительных, почвообрабатывающих, сельскохозяйственных, лесозаготовительных машин в условиях ремонтных предприятий.
Известен способ нанесения многослойного металлического покрытия, которое формируется термическим разложением карбонилов различных металлов, в том числе никеля, хрома, в вакууме на металлических и неметаллических подложках (SU, №430195, С23С 16/16, 1971).
Наиболее близким по технической сущности является способ нанесения износостойкого композиционного слоистого покрытия термическим разложением паров карбонилов металлов VI-VIII групп Периодической системы при пониженном давлении, в котором первый слой толщиной 3-5 мкм наносят при использовании карбонилов металлов VI-VIII групп при температуре 600-900°С, давлении 0,5-1,0 мм рт.ст. (67-133 Па) и скорости роста 1-2 мкм/мин, а второй слой такой же толщины наносят при температуре 300-450°С при использовании карбонилов металлов VI-VII групп, давлении не более 0,5 мм рт.ст. (67 Па) и скорости роста 0,3-0,5 мкм/мин (RU, №2075540, С23С 16/16, 1997).
Однако указанные способы не обеспечивают необходимых характеристик покрытий как упрочняющих и восстанавливающих для прецизионных деталей из низколегированных сталей, а именно сочетания оптимальных значений прочности сцепления покрытия с основным материалом детали, микротвердости, шероховатости и износостойкости при толщине износостойкого слоя до 250 мкм, однородного по отношению к материалу восстанавливаемой и упрочняемой детали, что является основным фактором при работе сопряжения.
Технической задачей изобретения является разработка способа получения износостойкого железоникелевого покрытия, используемого для упрочнения и восстановления сопрягаемых прецизионных деталей из низколегированных сталей дорожно-строительных, почвообрабатывающих, лесозаготовительных машин в условиях ремонтных предприятий.
Техническим результатом изобретения является повышение износостойкости и увеличение ресурса сборочной единицы.
Поставленная задача и технический результат достигаются тем, что в способе нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей путем термического разложения паров тетракарбонила никеля и пентакарбонила железа и поэтапного формирования износостойкого покрытия на поверхность детали сначала наносят слой никелевого покрытия толщиной от 9 до 11 мкм путем подачи паров тетракарбонила никеля на нагретую до температуры от 225 до 235°С поверхность детали со скоростью от 1 до 2 л/ч при остаточном давлении от 190 до 210 Па в течение от 5 до 10 мин, после чего наносят слой железоникелевого покрытия путем подачи смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода в объемном соотношении 1:6(±0,5):15(±1) со скоростью подачи паровой смеси от 110 до 130 л/ч на поверхность детали, охлажденную до температуры от 175 до 185°С в течение от 25 до 35 мин.
Нанесение слоя никелевого покрытия в указанных режимах металлизации (температура подложки, скорость подачи паровой смеси, давление в реакторе) обеспечивает минимальное значение остаточных напряжений в системе «адгезионный слой - подложка» за счет формирования покрытия с низким содержанием примесей оксидной и карбидной фаз.
Нанесение основного слоя покрытия путем подачи смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода создает технологические возможности для получения слоя износостойкого покрытия требуемой толщины на рабочей поверхности прецизионной детали.
Объемное соотношение смеси паров карбонильных соединений и несущего газа определено в результате исследования термодинамики химических реакций термического разложения карбонильных соединений для обеспечения стабильности морфоструктурных характеристик и химического состава металлического покрытия. Изменение объемного соотношения 1:6(±0,5):15(±1) смеси паров тетракарбонила никеля, пентакарбонила железа и монооксида углерода приводит к формированию дефектов в структуре покрытия.
Сущность изобретения иллюстрируется следующими примерами.
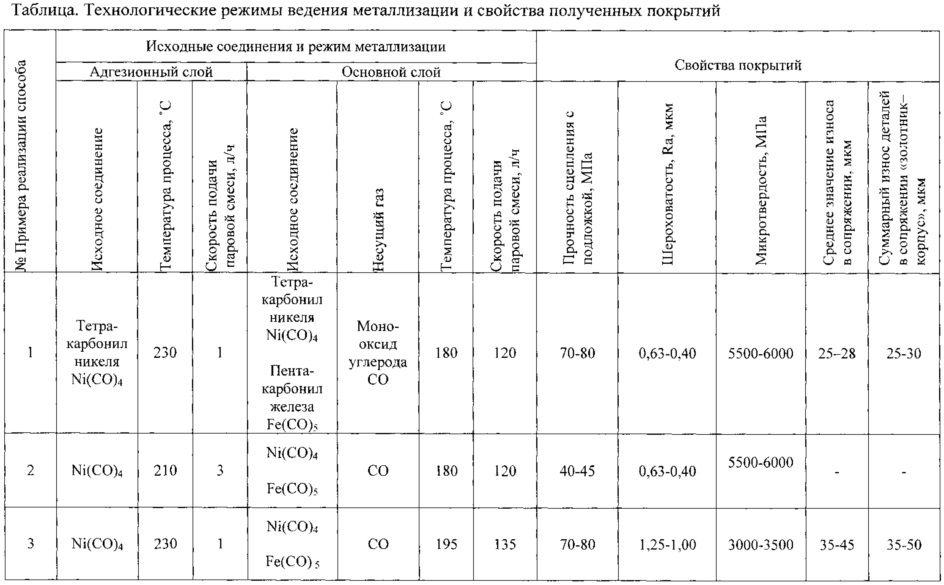
Пример 1
В рабочей камере аппарата для нанесения покрытий (реакторе) осуществляли монтаж на навеске золотника гидрораспределителя Р80. Далее через расходомер осуществляли продувку системы азотом, включение вакуум-наноса и создание в реакторе остаточного давления 200 Па. Деталь прогревали до температуры 230°С. Через расходомер в реактор подавали пары тетракарбонила никеля со скоростью 1,5 л/ч и в течение 7 минут наносили адгезионный слой никелевого покрытия толщиной до 10 мкм. Затем отключали вакуум-нанос. После того как температура подложки понизилась до температуры 180°С, начинали наносить основной железоникелевый слой путем введения в реактор паров тетракарбонила никеля и пентакарбонила железа в среде монооксида углерода в объемном соотношении паров 1:6:15 со скоростью подачи паровой смеси 120 л/ч в течение 30 минут. При достижении толщины металлопокрытия 250 мкм подачу паров карбонильных соединений и монооксида углерода прекращали, нагреватель выключали, в течение 10 минут осуществляли выдержку детали с целью ее охлаждения. Затем производили демонтаж детали.
Пример 2
Пример осуществлялся аналогично приведенному выше примеру, но при нанесении адгезионного слоя никелевого покрытия снижалась температура прогрева детали до 210°С; скорость подачи паров тетракарбонила никеля повышалась до 3 л/ч. Произошло снижение прочности сцепления покрытия с подложкой до 40-45 МПа, и в процессе стендовых испытаний образцов типа «диск-колодка» покрытие отслаивалось от поверхности образца.
Пример 3
Пример осуществлялся аналогично приведенному выше примеру, но основной железоникелевый слой покрытия наносился при повышении температуры до 195°С и скорости подачи паровой смеси 135 л/ч. Полученное покрытие не имело ярко выраженных слоев, в его структуре наблюдалась неоднородность, включения частиц железа. Произошло повышение шероховатости поверхности (Ra=1,25 мкм), снижение микротвердости до 3000 МПа.
Аналогично приведенному выше примеру осуществляли металлизацию с получением износостойкого железоникелевого покрытия на золотниках гидроусилителя рулевого управления Р150, торцевой поверхности ведущей и ведомой шестерен насосов типа НШ-У.
Исследование по определению микротвердости проводили на образцах в соответствии с ГОСТ 9450-76 «Измерение микротвердости вдавливанием алмазных наконечников». Прочность сцепления полученных покрытий с подложкой определяли штифтовым методом на испытательной машине FP-10/1. Шероховатость поверхности покрытий проводили методом ощупывания с использованием профилометра MarSurf PS1. Исследование износостойкости в стендовых испытаниях проводили на испытательной машине модели СМЦ-2 с образцами типа «диск-колодка». Железоникелевые покрытия наносили на поверхность диска, изготовленного из стали 15Х ГОСТ 10702-78 (20Х ГОСТ4543-71, 20ХМ ГОСТ 14955-77, 18ХГТ ГОСТ 2590-2006), колодку изготавливали из чугуна СЧ21 ГОСТ 1412-85. Также исследовали износостойкость сопряжения «золотник-корпус» гидрораспределителя Р80. В качестве рабочей жидкости применяли масло индустриальное И20 ГОСТ 20799-88. Для обеспечения ускоренного изнашивания в рабочую жидкость добавляли абразив, приготовленный из кварцевого песка ГОСТ 2138-91 с дисперсностью 3 мкм. Концентрация абразивного материала составляла 3 (±0,5)% по массе масла.
Предложенный способ нанесения железоникелевого покрытия на прецизионные детали из низколегированных сталей эффективен в достижении оптимального для эксплуатации сочетания значений износа в парах трения (25-30 мкм) и прочности сцепления 70-80 МПа полученных покрытий с подложкой, что обеспечивает увеличение износостойкости деталей на 15-20% по сравнению с серийно выпускаемыми деталями.
Регенеративный нагревательный колодец
Трансформаторная подстанция
Патрон кулачковый механизированный
Способ получения износостойкого покрытия
Способ измерения параметров корпусной детали
Устройство для измерения параметров паза и ступицы корпусной детали
Способ получения алмазосодержащего композиционного материала
Устройство для создания и измерения разрушающей нагрузки
Ленточный фильтр-пресс для непрерывного обезвоживания материала
Способ гидромеханического фракционирования торфяного сырья
Способ строительства водопропускного сооружения (варианты)
Способ измерения зазора в плазменной струе в производстве металлических порошков и гранул
Способ плавки стали в дуговой сталеплавильной печи трехфазного тока
Зажимное устройство
Электродуговой плазмотрон
Способ намотки цилиндрических катушек с произвольным шагом из полосы прямоугольного сечения на ребро
Вакуумная индукционная плавильно-заливочная установка
Устройство для нанесения металлических покрытий на внутренние поверхности подшипников скольжения cvd-методом металлоорганических соединений
Способ выплавки никеле-титановых сплавов
Электронно-лучевая пушка с повышенным ресурсом эксплуатации

