Результат интеллектуальной деятельности: Способ изготовления листов из сплава Ti - 6Al - 2Sn - 4Zr - 2Mo с регламентированной текстурой
Вид РИД
Изобретение
Предлагаемый способ относится к области металлургии, а именно к методам создания текстурованного состояния титанового сплава Ti-6Al-2Sn-4Zr-2Mo, при изготовлении тонких листов методом горячей прокатки.
Сплав Ti-6Al-2Sn-4Zr-2Mo относится к жаропрочным псевдо-α-титановым сплавам, в которых при комнатной температуре содержится до 97% α-фазы.
Среди всего многообразия титановых сплавов особое место занимают сплавы на основе α-фазы (α- и псевдо-α) вследствие особенностей гексагональной плотноупакованной (ГПУ) решетки, имеющей выраженную анизотропию свойств.
Деформация при прокатке приводит к вытягиванию зерен вдоль направления прокатки. Титановый лист при прокатке в одном направлении испытывает анизотропию прочности и в результате имеет прочность в направлении прокатки ниже, чем прочность в поперечном направлении с низкой вязкостью. Когда этот титановый лист подвергается штамповке (прессованием), деформация протекает преимущественно в направлении прокатки с низкой прочностью. Во многих случаях это нежелательно и далее недопустимо, например, для получения изделия типа оболочки. Поэтому к титановым псевдо-α-сплавам в виде катанных листов часто предъявляют повышенные требования по пластической изотропии в плоскости листа.
При разработке режимов термической обработки сплавов с ГПУ структурой особое внимание следует уделять кристаллографической ориентации (текстуре), формирующейся при обработке и оказывающей значительное влияние на технологические и эксплуатационные свойства сплавов.
Текстура деформации в процессе термомеханической обработки может сохраниться, исчезнуть или возникнуть новая. Это создает основу для управления формированием анизотропии, хотя связи между текстурами деформации и условиями внешнего воздействия на металл чаще всего неоднозначные и могут быть оптимизированы опытным путем.
Известен способ изготовления листов из малолегированных титановых сплавов, включающий нагрев плоского слитка, его горячую прокатку на подкат, резку подката на заготовки, нагрев заготовок в (α+β)-области, прокатку их на листы, термообработку, травление, правку, резку листов на готовый размер (Патент РФ №2198237, МПК C22F 1/18, опубл. 10.02.2003).
Предлагаемый способ позволяет получать качественные листы с хорошей поверхностью. Способ не предусматривает управления формированием анизотропии.
В качестве наиболее близкого аналога, принятого за прототип, выбран способ изготовления тонких листов из псевдо-α титановых сплавов, включающий предварительную обработку слитка ковкой или штамповкой в β-области с получением сляба, горячую продольную прокатку сляба в подкат, с последующим отжигом и травлением, резку подката на листовые заготовки, их адъюстажную обработку и сборку в пакет, пакетную прокатку в листовую заготовку с последующим отжигами и адьюстажной обработкой полученных листов (Патент РФ №2522252, МПК C22F 1/18, В21В 3/00, опубл. 10.07.2014).
Предлагаемое изобретение позволяет получить из псевдо-α титановых сплавов тонкие листы, обладающие высоким уровнем механических свойств с минимальной анизотропией и однородной структурой, а также удовлетворительным качеством поверхности.
Способ не обеспечивает стабильности получения на листах из сплава Ti-6Al-2Sn-4Zr-2Mo требуемых текстур, начиная с толщины менее 5 мм. С уменьшением толщины листов возрастает процент брака, проявляется в процессе последующих технологических операций гибки листов и может достигать до 70%.
Задачей, на решение которой направлено данное изобретение, является получение стабильных типов структур, гарантирующих уровень свойств по углу загиба при комнатной температуре, с требуемыми показателями механических свойств при повышенных температурах и стабильными показателями по ползучести.
Технический результат, достигаемый при осуществлении изобретения, заключается в получении качественных листов с низкой анизотропией механических свойств и снижении уровня брака по углу изгиба с 70 до 0% за счет получения в листах текстуры «перекрестная призма» и «наклонный базис».
Указанный технический результат достигается тем, что в способе получения листов из сплава Ti-6Al-2Sn-4Zr-2Mo с регламентированной текстурой, включающем предварительную обработку слитка ковкой или штамповкой в β-области с получением сляба, горячую продольную прокатку сляба в подкат с последующим отжигом и травлением, резку подката на листовые заготовки, их адъюстажную обработку и сборку в пакет, пакетную поперечную прокатку в листовую заготовку с последующими отжигами и адьюстажной обработкой полученных листов, согласно изобретению горячую продольную прокатку сляба на подкат осуществляют поэтапно, при этом на первом этапе - при температуре нагрева в (α+β)-области температуре ТПП-(20÷60)°С и суммарной степенью деформации 25÷30%, на втором - при температуре нагрева β-области ТПП+(80÷120)°С и суммарной степени деформации 80÷95%, окончательную - не менее чем однократную прокатку при температуре нагрева в (α+β)-области ТПП-(20÷65)°С с суммарной степенью деформации 20÷60%, пакетную поперечную прокатку осуществляют в два этапа в (α+β)-области при температуре нагрева ТПП-(30÷60)°С с суммарной степенью деформации пакета 50÷85% и с промежуточным и окончательным отжигами, причем соотношение суммарных степеней деформаций окончательной продольной прокатки подката и поперечной прокатки пакета в (α+β)-области составляет не более 10%.
Изобретение иллюстрируется следующими чертежами.
Фиг. 1 - текстурное состояние подката после продольной прокатки в β-области, где позиция 1 - β-кристалл, 2 - α-кристалл.
Фиг. 2 - текстурное состояние подката после поперечной прокатки, позиция 3 – кристалл, ориентированный в направлении прокатки (НП), 4 - ориентированный в поперечном направлении (ПН), 5 - ориентированный в нормальном направлении (НН).
Сущность изобретения заключается в следующем. Продольная прокатка сляба в подкат при температуре нагрева в (α+β)-области ТПП-(20÷60)°С и суммарной степенью деформации 25÷30% обеспечивает разрушение большеугловых границ зерен, увеличение плотности дислокаций, т.е. осуществляется деформационный наклеп. Полученный металл имеет повышенную внутреннюю энергию, а последующий нагрев в β-области до температуры ТПП+(80÷120)°С и суммарной степени деформации 80÷95% сопровождается рекристаллизацией с измельчением зерна, что позволяет получить в обрабатываемой заготовке равноосное макрозерно.
В предлагаемом изобретении формирование текстуры уже начинается с горячей продольной прокатки сляба в β-области, где в качестве преобладающей компоненты текстуры β-фазы сформировалась ориентировка плоскости куба в диагональном направлении (100) <011>, при этом необходимая степень суммарной деформации должна составлять не менее 80÷95%.
При β→α - превращении во время охлаждения металла сплава наблюдается переход текстуры (001)<011> β-фазы в текстуру продольно-поперечной призмы α-фазы. Наглядное представление на фиг. 1, где представлено текстурное состояние подката после прокатки в β-области в виде положений кристаллитов-гексогонов, находящихся в плоскости прокатки.
При окончательной продольной прокатке в (α+β)-области (диапазон оптимальных температур ТПП-(20÷65)°С), после горячей прокатки сляба в β-области, главным механизмом деформации снова становится двойникование, потому что плоскости скольжения превращенной α-фазы заблокированы, поскольку в начальный момент деформации не совпадают с направлением сдвиговых касательных напряжений. Кристаллиты, ориентированные в исходном состоянии направлением базиса <0001> вдоль НП, уже после небольших степеней деформации поднимаются на угол, близкий к 60 град. к НП, плотность выхода полюсов базиса в продольном направлении снижается до 20-40% от первоначальной. Когда в деформацию вовлекается скольжение, то в ПН увеличивается плотность выхода полюсов базиса и усиливается поперечная призма.
Величина деформации между прерываниями при продольной прокатке в (α+β)-области после горячей прокатки сляба в β-области подобрана опытным путем исходя из конечного типоразмера.
Последующая поперечная пакетная прокатка в (α+β)-области при температуре ТПП-(30÷60)°С с суммарной деформацией 50÷85% проводится в два этапа (режимы прокатки подобраны опытным путем в НП (бывшем ПН)) в результате двойникования снижается количество полюсов базиса, переходя к положению вблизи 10-30° от нормального направления (НН). В ПН базис при прокатке с Е=30% в этом температурном интервале не успевает сформироваться, остается ориентировка призмы 1-го рода <1010>. То же и в направлении НП, вследствие чего формируется текстура перекрестной призмы и наклонный базис с углом ориентации кристалла в направлении 10°-30° от НН (фиг. 2).
Расхождение в соотношении суммарных деформаций окончательной продольной прокаткой подката и поперечной прокаткой пакета в (α+β)-областях не более 10% является оптимальным, при котором при горячей прокатке обеспечивается однородность текстуры по всему объему листа.
Промышленная применимость подтверждается конкретным примером выполнения изобретения.
Изготовлены листы сплава Ti-6Al-2Sn-4Zr-2Mo, удовлетворяющие требованиям AMS 4919, размерами 1,27×990,6×3048 мм, ТПП 995°С, по следующей технологии.
Полученный ковкой в β-области сляб на первом этапе горячей продольной прокатки нагревали в электрической печи при температуре нагрева 965°С (на 30°С ниже ТПП) и прокатывали со степенью деформации 25%, второй этап горячей продольной прокатки подката на толщину 25×1100×1400 мм осуществляли при температуре нагрева 1095°С (на 100°С выше ТПП) и суммарной степени деформации 87%. Затем проводили адъюстажные операции (удаление окалины, дробеметная обработка и травление). Далее осуществляли прокатку при температуре нагрева 965°С (на 30°С ниже ТПП) на толщину 14 мм со степенью деформации 44%. Последующую прокатку проводили при температуре нагрева 950°С (на 45°С ниже ТПП), заготовку прокатывали за два прохода на толщину 5,65 мм со степенью деформации 30% в каждом проходе, при этом суммарная степень деформации составила 60%. Затем подкат резали на мерные листовые заготовки, проводили адъюстажные операции и собирали пакет. Собранный пакет подвергали отжигу. Затем осуществляли окончательную пакетную поперечную прокатку в два этапа: на первом этапе пакет прокатывали в поперечном направлении при температуре нагрева 950°С (на 45°С ниже ТПП) с суммарной степенью деформации 40%. На втором этапе меняли направление прокатки перпендикулярно предыдущему направлению и прокатывали при температуре нагрева 950°С (на 45°С ниже ТПП) на окончательный размер. Суммарная степень деформации за оба этапа составила 72%. Далее пакет подвергали двухступенчатому отжигу: первая ступень при температуре нагрева 899°С, вторая ступень при температуре нагрева 790°С. Затем осуществляли разбору пакетов и проводили отделочные операции, включающие правку листов, шлифование, травление, вырезку образцов для испытаний и резку листов на готовый размер.
Механические свойства при комнатной температуре приведены в таблице 1.
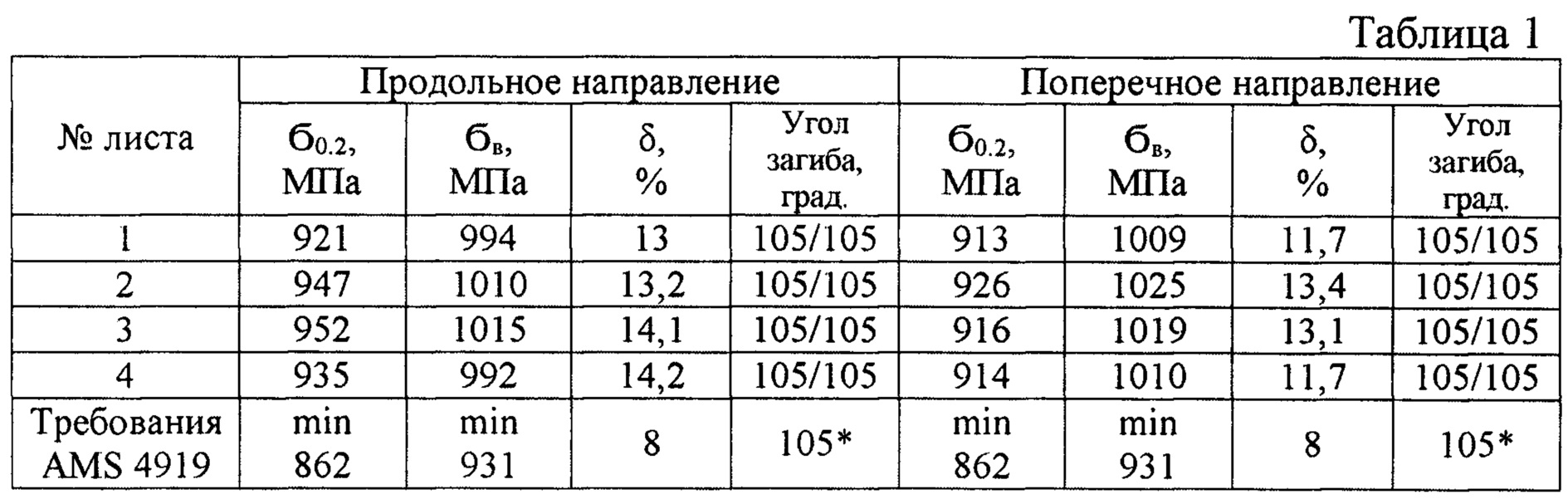
* Загиб листа производится на оправке, равной 9 толщинам листа.
Механические свойства при повышенной температуре (Т=482°С) приведены в таблице 2.

Механические испытания на ползучесть (в поперечном направлении) приведены в таблице 3.

Таким образом, данный способ позволяет получить листы сплава Ti-6Al-2Sn-4Zr-2Mo толщинами до 0,4 мм с низкой анизотропией механических свойств и гарантированным углом загиба при комнатной температуре, с требуемыми показателями механических свойств при повышенных температурах и стабильными показателями по ползучести.
Способ получения листов из жаропрочного сплава Ti-6Al-2Sn-4Zr-2Мо, включающий предварительную обработку слитка ковкой или штамповкой в β-области с получением сляба, горячую продольную прокатку сляба на подкат с последующим отжигом и травлением, резку подката на листовые заготовки, их адъюстажную обработку и сборку в пакет, пакетную поперечную прокатку в листовую заготовку с последующими отжигами и адъюстажной обработкой полученных листов, отличающийся тем, что горячую продольную прокатку сляба на подкат осуществляют поэтапно, при этом на первом этапе - при температуре нагрева в (α+β)-области ТПП-(20÷60)°С и суммарной степенью деформации 25-30%, на втором - при температуре нагрева в β-области ТПП+(80÷120)°С и суммарной степени деформации 80-95%, окончательную - не менее чем однократную прокатку при температуре нагрева в (α+β)-области ТПП-(20÷65)°С с суммарной степенью деформации 20-60%, пакетную поперечную прокатку осуществляют в два этапа в (α+β)-области при температуре нагрева ТПП-(30÷60)°С с суммарной степенью деформации пакета 50-85% и с промежуточным и окончательным отжигами, причем соотношение суммарных степеней деформаций окончательной продольной прокатки подката и поперечной прокатки пакета в (α+β)-области составляет не более 10%.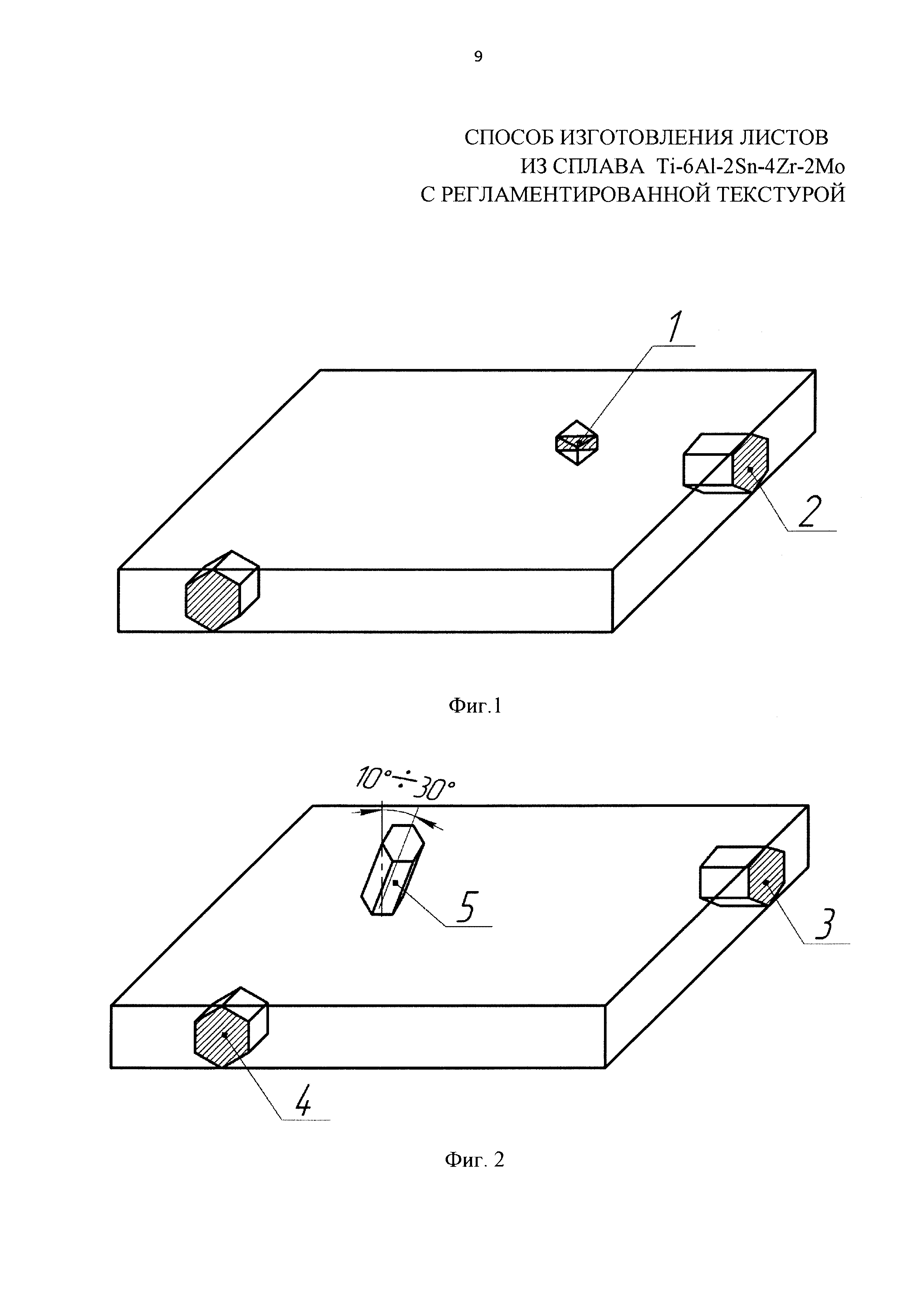
Способ теплового регулирования электролизеров для получения магния и хлора
Лигатура для алюминиевых сплавов
Способ изготовления плит из двухфазных титановых сплавов
Способ очистки магния от примесей
Способ подготовки электролита для электролитического получения магния и хлора и устройство для его осуществления
Способ изготовления штампованных поковок турбинных лопаток из жаропрочных сплавов на основе никеля
Способ термической обработки листового проката из псевдо-альфа титанового сплава марки вт18у
Способ получения искусственного рутила из ильменитовых концентратов
Способ обезвреживания пульпы гипохлорита кальция
Листовой материал на основе титанового сплава для низкотемпературной сверхпластической деформации
Фильтр для очистки молока
Способ получения листов из титанового сплава ti-6al-4v
Способ получения прутков из титановых сплавов (варианты)
Способ изготовления листов из β-титановых сплавов
Способ изготовления особо тонких листов из высокопрочных титановых сплавов
Вибрационный магнитометр
Способ изготовления листового проката из титанового сплава марки вт8
Способ изготовления плит из двухфазных титановых сплавов

