Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении штампованных поковок турбинных лопаток из жаропрочных сплавов на основе никеля.
Одними из наиболее ответственных деталей газовой турбины являются рабочие лопатки. Именно они определяют максимальную температуру газа, надежность и ресурс работы турбины, удельную мощность, удельный вес и экономичность агрегата. На рабочие лопатки турбины действуют центробежные и газодинамические силы, вызывающие в лопатках растяжение, изгиб и кручение. Высокий уровень напряжений, температур, нестабильность температур, возможность возникновения резонансных колебаний делает рабочие лопатки одним из наиболее сложных элементов современной техники.
Несколько десятилетий для изготовления турбинных лопаток используют жаропрочные сплавы на основе никеля, которые занимают одно из первых мест по масштабу производства и объему применения среди высокотемпературных материалов конструкционного применения.
Жаропрочные сплавы на основе никеля, предназначенные для работы при температурах 750-1100°С, имеют сложный химический состав и, как следствие, из-за особенностей строения и структуры характеризуются повышенной склонностью к трещинообразованию под воздействием напряжений. Температурный интервал деформационной обработки этих сплавов находится в области высоких значений температур и, как правило, весьма узок из-за опасности попадания в интервал выделения упрочняющих фаз и возникновения разнозернистости. Деформируемость заготовок из никелевых сплавов зависит от многих факторов, в их числе химический состав, структурная и химическая неоднородность, количество, форма и распределение по размерам неметаллических включений и упрочняющих фаз.
Штамповка лопаток из никелевых жаропрочных сплавов представляет собой сложную проблему, т.к. проведение деформации осложняется низкой технологической пластичностью и высоким сопротивлением деформированию, как в литом, так и в деформированной состоянии.
Кроме того, процесс штамповки заготовок из никелевых сплавов характеризуется высокой температурой нагрева заготовки до 1150°С и значительными усилиями, обусловленными высоким пределом текучести материала в интервале температур деформации (σ0,2>20 кг/мм2). В условиях воздействия высоких напряжений и температур локальные взаимодействия между материалом поверхностного слоя гравюры штампа и материалом штампуемой заготовки приводят к изменению ее микрогеометрии. Ухудшение качества поверхности гравюры способствует появлению в процессе штамповки высоких локальных напряжений, приводящих к перегревам в участках их возникновения, что является причиной разупрочнения материала штампа на этих участках. Далее наступает ускоренная фаза износа поверхности гравюры из-за сильной деформации ее разупрочненных участков поверхности, что снижает стойкость штампового инструмента, и, соответственно, значительно увеличивает затраты на изготовление лопаток. Поэтому основополагающей задачей получения поковок лопаток из жаропрочных никелевых сплавов является подбор технологических параметров, обеспечивающих высокое качество при наименьших затратах.
Известен способ изготовления лопаток из жаропрочных сплавов, включающий выдавливание заготовки, горячую штамповку, рекристал-лизационный отжиг, механическую обработку замка, холодную вальцовку пера, закалку и старение, при этом рекристаллизационный отжиг проводят с нагревом на 40-160°С выше температуры полного растворения γ'-фазы, перед механической обработкой замка осуществляют холодную осадку замка, обжим переходной зоны от замка к перу со степенями холодной деформации 20-40% и правку-калибровку, а закалку проводят с нагревом на 20-70°С выше температуры начала рекристаллизации сплава (а.с. СССР №1826264, МПК В21К 3/04, публ. 09.07.1995).
Недостатком известного способа является наличие холодной деформации, сопровождающейся наклепом металла, которая, особенно у высоколегированных сплавов, сопровождается интенсивным трещинообразованием. Для снятия наклепа требуется проведение промежуточных отжигов, кроме того, для термической обработки материала необходимо специализированное оборудование для нагрева и охлаждения материала, что снижает производительность процесса и повышает затраты.
Известен способ изготовления заготовок турбинных лопаток из труднодеформируемого жаропрочного никелевого сплава, включающий нагрев заготовки до температуры штамповки и ее последующие предварительную и окончательную штамповки, при этом дополнительно осуществляют нагрев заготовки до температуры штамповки перед окончательной штамповкой, после каждой штамповки производят охлаждение штампованной заготовки в футерованном закрытом коробе типа «термос», осуществляют обрезку облоя окончательно отштампованной заготовки и ее термообработку путем аустенизации и старения (Патент РФ №2608923, МПК В21КЗ/04, публ. 26.01.2017)-прототип.
Недостатком прототипа является отсутствие возможности управления температурным режимом короба. При этом короб ограничен малым объемом свободного пространства, что не обеспечивает равномерность охлаждения для всех заготовок и негативно влияет на стабильность механических свойств и структуры материала лопаток. Кроме того, значительный разогрев гравюры штампа, вызванный непрерывным процессом штамповки, а также дополнительным прогревом посредством посредством фальш-заготовок, приводит к разупрочнению гравюры, что существенно снижает стойкость и вызывает дефекты на поверхности штампа.
Задачей, на решение которой направлено изобретение, является разработка способа, позволяющего стабилизировать качество получаемых заготовок лопаток с минимальными затратами на стандартном промышленном оборудовании кузнечных цехов.
Техническими результатами, достигаемыми при осуществлении изобретения, являются улучшение условий охлаждения поковок лопаток после штамповочных переходов, повышение стойкости штампового инструмента, а также улучшение формообразования заготовки лопатки при заполнении гравюры штампа.
Указанный технический результат достигается тем, что в способе изготовления штампованных поковок турбинных лопаток из жаропрочных сплавов на основе никеля, включающем подготовку заготовки, предварительную и окончательную штамповку нагретой до температуры деформации заготовки и термическую обработку, согласно изобретению предварительную и окончательную штамповку осуществляют, соответственно, в заготовительном и окончательном штампах, выполненных с верхней и нижней половинами, с использованием стеклоткани, на одну поверхность которой предварительно нанесен графитсодержащий слой с поверхностной плотностью 20-70 г/м2 и содержанием графита более 25%, которую перед началом предварительной и окончательной штамповки укладывают в нижнюю половину соответствующего штампа графит-содержащим слоем к поверхности нижней половины штампа, при этом заготовку перед штамповкой укладывают на стеклоткань в нижнюю половину штампа и укрывают стеклотканью, которую обращают графит-содержащим слоем к верхней половине штампа, а после предварительной и окончательной штамповки заготовку охлаждают в печи, нагретой до 250-350°С в течение 30-90 минут с последующим охлаждением на воздухе.
Возможны дополнительные варианты осуществления способа, в которых целесообразно, чтобы подготовку заготовки осуществляли путем высадки замковой части турбинной лопатки и механической обработки перьевой части.
Заявленный способ осуществляется следующим образом.
Для изготовления штампованных заготовок лопаток в качестве исходной заготовки используют катаный или кованый пруток с механически обработанной поверхностью. Штампованная поковка лопатки представляет собой поковку удлиненной формы со значительными перепадами площадей поперечного сечения замковой и перьевой частей лопатки. Оптимальной заготовкой под штамповку для поковки данной формы является заготовка типа стержня с местным утолщением. Местное утолщение заготовки, предназначенное для штамповки замковой части, целесообразно выполнять посредством горячей высадки, т.к. высадка обеспечивает наиболее благоприятное расположение волокон структуры, что улучшает механические свойства материала лопатки. Для уменьшения вероятности трещинообразования коэффициент высадки желательно поддерживать в пределах 1,5-2,5. При увеличении перепада поперечных сечений замковой и перьевой частей поковки лопатки возможно использование прутковой заготовки усредненного диаметра с проведением дополнительной обточки ее перьевой части.
При деформации никелевых сплавов, имеющих высокую прочность при повышенной температуре, после штамповки нескольких заготовок происходит перегрев гравюры штампа, вызывающий ее разупрочнение и преждевременный износ, при этом наряду с гравюрой интенсивно изнашивается и тормозящая площадка штампа. Это приводит к возникновению различного рода дефектов на рабочей поверхности штампа, провоцирующих появление трещин на поковках. Для исключения перегрева штампа необходимо регламентировать временной интервал между выгрузками заготовок для деформации из печи, оптимально составляющий не менее 120 секунд, что также дает возможность для восстановления температуры атмосферы печи на установочное значение. Для исключения снижения температуры поверхности заготовки ниже температурного интервала деформации также целесообразно регламентировать время между выгрузкой заготовки из печи и деформацией.
В предлагаемом способе штамповку заготовок на всех переходах осуществляют с использованием стеклоткани, на одну поверхность которой предварительно нанесен графитсодержащий слой. Перед началом штамповки отрезок стеклоткани, перекрывающий по площади гравюру и тормозящую площадку штампа, укладывают в нижнюю половину штампа. Стеклоткань укладывают в нижнюю половину штампа таким образом, что поверхность стеклоткани с нанесенным графитсодержащим слоем обращена к поверхности нижней половины штампа. Затем в штамп укладывают нагретую до температуры деформации заготовку, которую накрывают отрезком стеклоткани таким образом, что поверхность с нанесенным графитсодержащим слоем обращена к верхней половине штампа, после чего осуществляют процесс штамповки. Применение стеклоткани в качестве теплоизоляции снижает потери тепла заготовки, позволяет компенсировать за счет внутреннего тепла заготовки потерю температуры поверхностных слоев за время транспортировки от печи до пресса, снижает теплопередачу тепла от нагретой заготовки на гравюру штампа. Это позволяет снизить риск растрескивания подхоложенного слоя, улучшает формообразование поковки и ограничивает перегрев гравюры штампа, приводящий к потере его стойкости.
На одну поверхность используемой стеклоткани нанесен графитсодержащий слой с поверхностной плотностью 20-70 г/м2 и содержанием графита более 25%. Графитсодержащий слой с указанными параметра-ми обеспечивает значительное снижение трения между заготовкой и штампом и уменьшает усилие штамповки. Превышение заданных параметров приводит к накоплению остатков графитсодержащего слоя в углублениях гравюры штампа, что препятствует получению требуемой формы изделия.
Основной причиной трещинообразования поковок лопаток при охлаждении после деформации являются возникающие термические и структурные напряжения из-за значительной разницы скоростей охлаждения различных сечений поковки лопатки, например замковой и перьевой части. Поэтому после проведения формообразующих операций заготовки охлаждают в печи с температурой 250-350°С в течение 30-90 минут с последующим охлаждением на воздухе. Это позволяет снизить и выровнять скорости охлаждения для различных сечений поковки, что значительно ограничивает образование трещин. Частицы γ'-фазы, выделение и коагуляция которых происходят при замедленном охлаждении с температуры деформации, при проведении равномерного охлаждения в печи с контролируемой температурой достаточно крупные и равномерные по размеру. Это позволяет получить оптимальные пластические характеристики сплава для последующей деформации. Кроме того, равномерность охлаждения уменьшает опасность появления коробления, повышает стабильность механических свойств и структуры материала лопаток. В отличие от прототипа, в котором проведение предварительной штамповки осуществляется без образования облоя, в заявленном изобретении предлагается обрезку облоя осуществлять после предварительной штамповки. Это позволит устранить переизбыток металла в заготовке для окончательной штамповки, вызывающий резкое возрастание потребного усилия и повышенный износ гравюры штампа.
Для уменьшения дефектов на поверхности получаемых поковок, являющихся концентраторами напряжений и, соответственно, источниками возникновения трещин, гравюру штампов подвергают механической полировке после проведения не более 30 операций штамповки заготовок.
Промышленная применимость изобретения подтверждается конкретным примером его выполнения.
Для изготовления партии штампованных поковок лопаток массой 12 кг из сплава ХН65КМВЮ-ВД (ЭП-800 ВД) была использована катаная прутковая заготовка диаметром 86 мм. Химический состав сплава приведен в табл. 1.
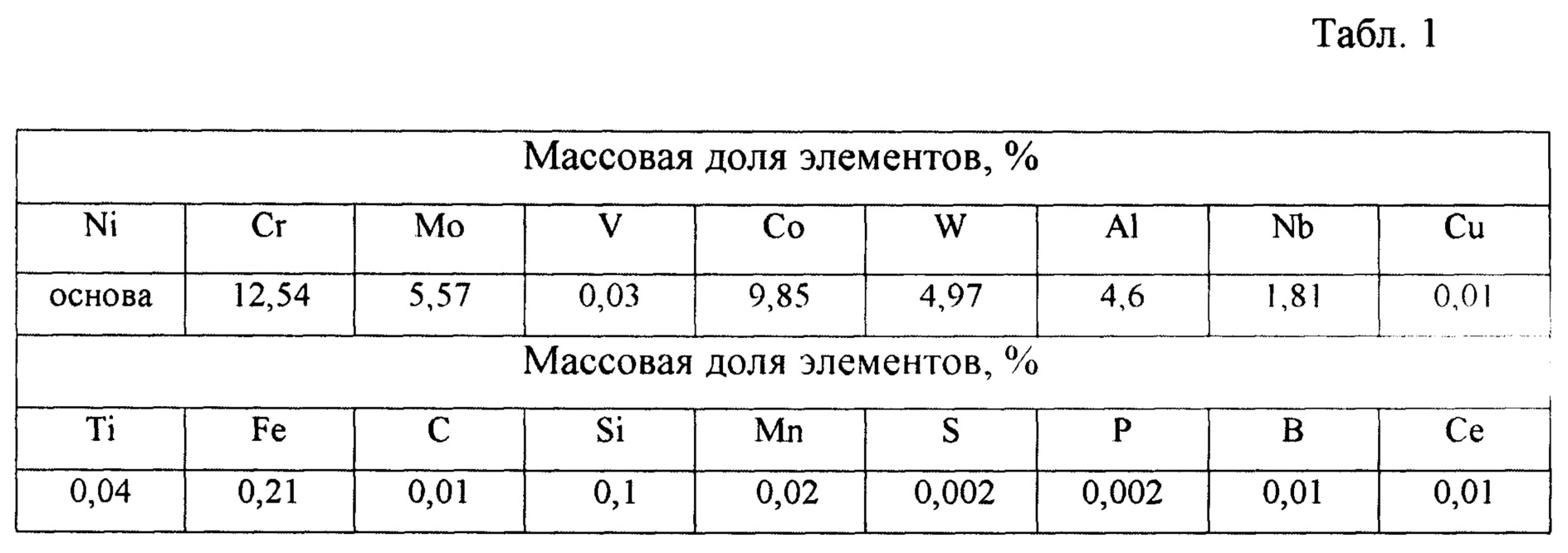
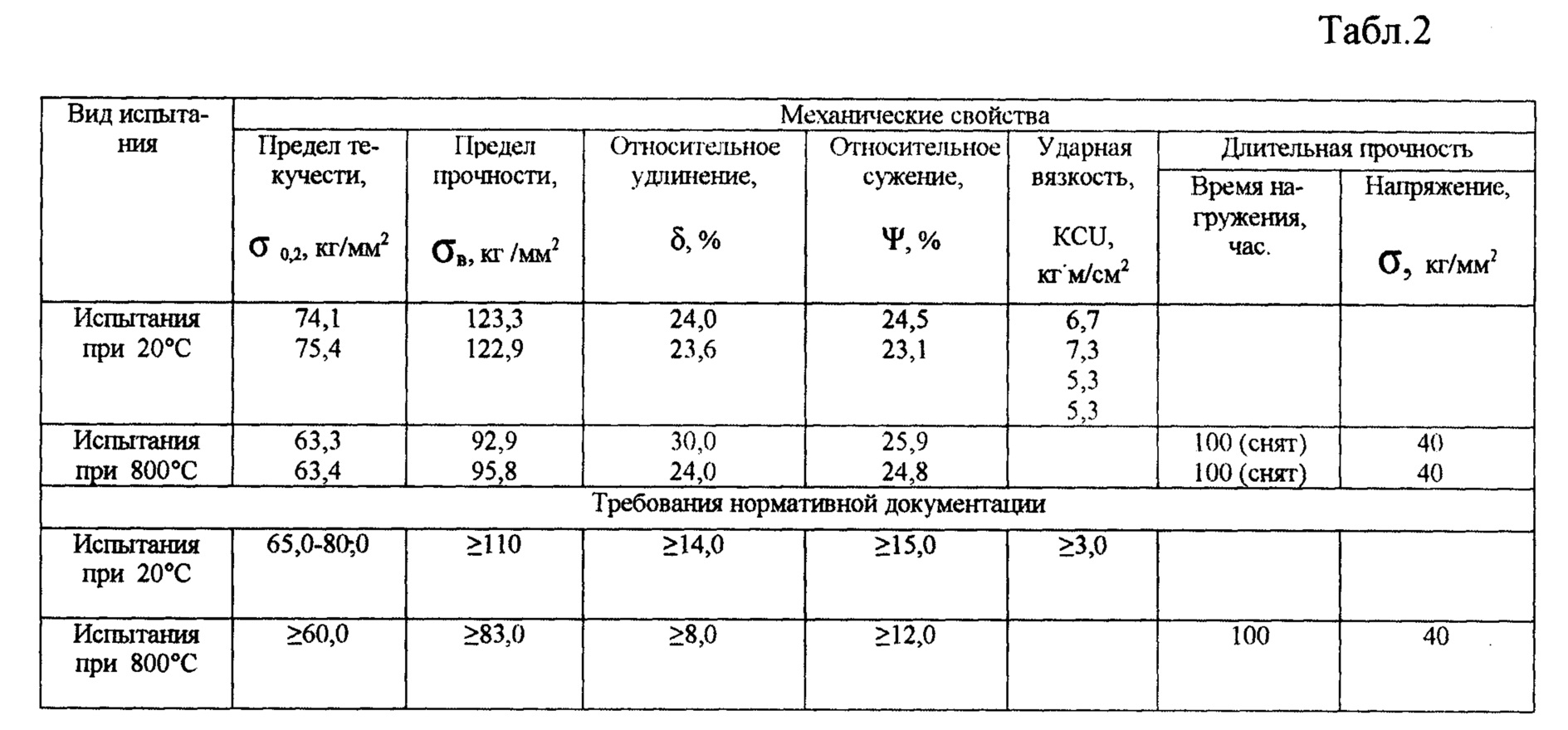
Стержневую часть заготовки под штамповку обтачивали на диаметр 60 мм, а головную часть высаживали после нагрева до 1140°С на диаметр 110 мм на горизонтально-ковочной машине. После высадки заготовки помещали в печь, нагретую до температуры 300°С, выдерживали 60 минут и выгружали из печи для дальнейшего охлаждения в стеллаже кузнечного цеха до комнатной температуры. Далее высаженные заготовки нагревали до температуры 1150°С и с интервалом 120-180 секунд осуществляли выгрузку из печи по одной заготовке и штамповку в заготовительном штампе, установленном на гидровинтовом прессе усилием 62 МН. Перед штамповкой каждой заготовки в нижнюю половину заготовительного штампа укладывали стеклоткань толщиной 0,7 мм. На поверхности стеклоткани, обращенной к поверхности штампа, был нанесен графитсодержащий слой с поверхностной плотностью 40-50 г/м2, который был получен после высыхания водной суспензии графита, нанесенного на одну поверхность стеклоткани. После укладки в нижнюю половину штампа, нагретую заготовку сверху укрывали еще одним листом стеклоткани. На одну поверхность, обращенную к поверхности верхней половины штампа, был нанесен аналогичный графитсодержащий слой. После извлечения из заготовительного штампа заготовки помещали для охлаждения в печь с температурой 300°С, где их выдерживали в течение 90 минут, а далее охлаждали в стеллаже кузнечного цеха до комнатной температуры. Затем осуществляли обрезку облоя. Аналогично осуществляли окончательную штамповку, после которой штампованные поковки охлаждали в печи с температурой 320°С в течение 90 минут и далее в стеллаже кузнечного цеха до комнатной температуры. После чего проводили обрезку облоя. Геометрические размеры и качество поверхности штампованных поковок в полной мере соответствовали чертежу. В процессе работ выполняли механическую полировку гравюр заготовительного и окончательного штампов с интервалом штамповки 25-30 заготовок. После проведения термической обработки посредством аустенизации при температуре 1160°С и старения при 850°С осуществляли адъюстажные операции, отбор образцов и испытания механических свойств. Результаты испытаний механических свойств приведены в табл. 2.
После проведения всех технологических операций поковки лопаток подвергали капиллярному неразрушающему контролю на отсутствие поверхностных дефектов. Все изделия соответствовали установленным требованиям.
Таким образом, заявленное изобретение позволяет с высокой эффективностью изготавливать штампованные поковки лопаток на стандартном промышленном оборудовании.
Способ изготовления плит из высоколегированного титанового сплава
Экономнолегированный титановый сплав
Способ получения листов из псевдо-альфа титановых сплавов
Способ изготовления флюса
Способ изготовления тонколистового проката из сплава ti - 10, 0-15, 0 al - 17, 0-25, 0 nb - 2, 0-4, 0 v - 1, 0-3, 0 mo - 0, 1-1, 0 fe - 1, 0-2, 0 zr - 0,3-0,6 si
Способ изготовления листов из сплава ti - 6al - 2sn - 4zr - 2mo с регламентированной текстурой
Способ диагностики структуры тонкостенных труб из алюминиевых сплавов
Способ изготовления сварных прямошовных труб из титановых сплавов
Способ изготовления стандартных образцов лигатур на основе алюминия
Способ обезвреживания пульпы гипохлорита кальция
Способ изготовления полой вентиляторной лопатки
Способ изготовления цельнокатаных железнодорожных колес

