Результат интеллектуальной деятельности: Способ изготовления и ремонта подбойки шпалоподбивочной машины
Вид РИД
Изобретение
Изобретение относится к железнодорожной технике, а именно к подбойкам для шпалоподбивочных машин, служащих для уплотнения щебня балластной призмы железнодорожных путей.
Известен способ изготовления подбойки шпалоподбивочной машины, включающий упрочнение поверхности лопатки и стержня подбойки твердосплавными пластинами и дискретно установленными упрочняющими твердосплавными элементами, выполненными в виде брусков, валков и т.п. (см. п. РФ №2232839 по кл. Е01В 27/12, Е01В 27/16, заявл. 28.10.2002, опубл. 20.07.2004 «Подбойка шпалоподбивочной машины»).
Данная подбойка имеет не достаточный ресурс эффективной работы из-за скола пластин и выкрашивания твердосплавных брусков/валков.
Наиболее близким по технической сущности, достигаемому результату и выбранным в качестве прототипа является способ изготовления и ремонта подбойки шпалоподбивочной машины путем, по меньшей мере, частичного оснащения поверхности стержня и лопатки подбойки упрочняющими элементами в виде комбинированных деталей, которые закрепляют на подбойке посредством сварки. При этом комбинированная деталь представляет собой подложку, изготовленную из материала, обладающего свариваемостью с материалом подбойки, в частности, подложка может быть выполнена в виде призмы или цилиндра, т.е. удлиненной формы. На подложке или внутри подложки жестко закрепляют один или более твердосплавный элемент. Комбинированные детали могут быть наварены на поверхность лопатки, например, вдоль длины лопатки, поперек длины лопатки, под углом к нижней кромке лопатки. Нижняя кромка лопатки может быть выполнена из расположенных вдоль длины лопатки одной или нескольких комбинированных деталей с цилиндрической или призматической подложкой. При этом комбинированные детали могут быть расположены вдоль нижней кромки лопатки в один или несколько рядов друг над другом (см. п. РФ №2329346 по кл. Е01В 27/16, Е01В 27/12 заявл. 29.12.2006 «Подбойка шпалоподбивочной машины»).
Указанные комбинированные детали менее склонны к сколу, т.к. материал сварного шва, при помощи которого детали крепятся на поверхности подбойки, имеет высокую прочность и ударную вязкость и за счет этого образует вокруг подложки вязкую матрицу, надежно удерживающую комбинированную деталь. При этом закрепленный на подложке твердосплавный элемент обеспечивает защиту от износа не только поверхность изделия, расположенную непосредственно под ним, но и на некотором расстоянии вокруг него. Кроме того, использование комбинированных деталей позволяет проведение ремонта подбойки за счет приварки новой комбинированной детали взамен утраченной или поврежденной. Однако необходимость соблюдения габаритов лопатки приводит к тому, что само тело лопатки при закреплении на нем сравнительно массивной комбинированной детали истончается настолько, что разрушение может произойти по материалу лопатки. При выполнении нижней кромки лопатки из комбинированных деталей удлиненной формы, которые приварены своей длинной стороной вдоль этой кромки, материал подложки остается незащищенным от интенсивного воздействия, приходящегося на эту кромку. В этом случае твердосплавный элемент, находясь внутри подложки, не имеет возможности проявить свои защитные свойства до тех пор, пока материал подложки не будет разрушен настолько, что обнажится поверхность твердосплавного элемента, но разрушение подложки ведет к выкрашиванию твердосплавного элемента. Т.е. твердосплавный материал распределен по лопатке не оптимальным образом. Это снижает ресурс подбойки при работе машины по уплотнению балластного материала.
Задачей настоящего изобретения является повышение ресурса подбойки.
Техническим результатом, получаемым при реализации изобретения, является оптимизация распределения твердосплавного материала в теле лопатки.
Поставленная задача решается за счет того, что в известном способе изготовления и ремонта подбойки шпалоподбивочной машины, включающем оснащение подбойки упрочняющими элементами, выполненными в виде комбинированных деталей, каждая из которых представляет собой изготовленную из материала, обладающего свариваемостью с материалом подбойки, подложку, в теле которой жестко закреплен, по меньшей мере, один твердосплавный элемент, согласно изобретению изготовление подбойки осуществляют путем сварки ее верхней и нижней частей, при этом верхняя часть подбойки представляет собой стержень подбойки или стержень подбойки, нижний конец которого имеет уширение в виде верхней части лопатки, примыкающей к стержню, а нижняя часть подбойки представляет собой, соответственно, лопатку или нижнюю часть лопатки, причем нижнюю часть подбойки выполняют из, по меньшей мере, одной комбинированной детали, которую закрепляют так, что ось детали параллельна или составляет острый угол с продольной осью подбойки.
Нижняя часть подбойки может быть выполнена из двух и более комбинированных деталей, которые либо предварительно сваривают между собой в единый элемент и затем приваривают к верхней части подбойки, либо отдельные детали предварительно приваривают к верхней части подбойки, а затем сваривают их между собой.
Нижняя часть подбойки может быть выполнена из трех и более комбинированных деталей, которые относительно друг друга в плане размещены так, что образуют плоскую или ковшеобразную нижнюю кромку лопатки.
Нижняя часть подбойки может быть выполнена из трех и более комбинированных деталей, которые относительно друг друга по вертикали размещены так, что образуют прямую, выпуклую вниз или вверх нижнюю кромку лопатки.
Поверхность комбинированных деталей может быть дополнительно снабжена твердосплавным покрытием поверх материала подложки, которое выполнено либо в виде наплавки, либо в виде дополнительных твердосплавных элементов, закрепленных посредством пайки, посадки с натягом или с помощью стопорных элементов.
Подложка комбинированной детали может быть выполнена цилиндрической или призматической формы.
Длина комбинированной детали может составлять не менее 1/3 от высоты лопатки.
Комбинированная деталь может быть выполнена с твердосплавным элементом в виде грибовидного тела, ножка которого, по меньшей мере, частично утоплена в подложке детали, а головка расположена относительно ножки симметрично или асимметрично.
Габариты поперечного сечения подложки твердосплавного элемента могут не превышать габариты головки грибовидного твердосплавного элемента.
Длина ножки твердосплавного элемента комбинированной детали может составлять не менее 1/10 от длины детали.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ неизвестен и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Способ может быть осуществлен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, и широко использован при производстве подбоек, т.е. является промышленно применимым.
Изготовление и ремонт подбойки заявляемым образом позволяет выполнить все тело лопатки или, по меньшей мере, ее нижнюю, самую нагруженную часть из отдельных высокопрочных комбинированных деталей, объединенных между собой в единое целое при помощи сварки. Из-за того, что комбинированные детали образуют все тело лопатки, а не закрепляются, как в прототипе, на поверхности тела лопатки, появляется возможность с одной стороны разместить в теле лопатки достаточно большое количество износостойкого материала, а с другой стороны не превысить габарит лопатки по толщине. Это даже при интенсивной работе не позволяет произойти износу тела лопатки, т.е. повышает ее долговечность. При этом заявляемое расположение твердосплавных элементов позволяет обеспечить защиту нижней кромки лопатки, т.к. торцы твердосплавных элементов располагаются по этой кромке. Кроме того, выполнение подбойки так, что сварочный шов, соединяющий верхнюю и нижнюю части подбойки, расположен на некотором удалении от нижней кромки, позволяет снизить влияние сварочных температур на эту нижнюю кромку, испытывающую максимальные нагрузки со стороны уплотняемого балласта. Это благоприятно сказывается на прочностных характеристиках твердосплавного материала, которые могут снижаться при воздействии высоких сварочных температур. Возможность выбора варианта присоединения комбинированных деталей к верхней части подбойки позволяет применить наиболее подходящий из них к конкретным условиям. Так при ремонте подбойки удобнее вваривать отдельные комбинированные детали, а при изготовлении подбойки возможна предварительная сборка нижней части лопатки, а затем приварка ее уже целиком к верхней части подбойки.
Выполнение нижней кромки лопатки с ковшеобразной формой в плане позволяет увеличить объем подаваемого балласта под шпалы по сравнению с плоской, т.е. прямой кромкой. Это происходит за счет снижения обтекания лопатки балластом при сжиме подбоек. Различная форма нижней кромки по вертикали позволяет уменьшить или увеличить сопротивление заглублению в зависимости от условий работы подбойки.
Снабжение поверхности комбинированных деталей дополнительным твердосплавным покрытием поверх материала подложки положительно влияет на ресурс подбойки.
Цилиндрическая или призматическая (при условии примыкания двух соседних четырехгранных призм друг к другу ребрами или использования, например, шестигранных призм) форма подложки комбинированной детали позволяет придать поверхности лопатки ребристую форму, препятствующую обтеканию лопатки балластом при сжиме подбоек. При примыкании соседних призм, если это четырехгранные призмы, друг к другу гранями можно получить лопатку с плоской гладкой поверхностью.
Использование твердосплавного элемента с грибовидной головкой позволяет полностью закрыть твердосплавным материалом нижнюю кромку лопатки. При этом головка может быть, например, слегка смещена относительно продольной оси ножки твердосплавного элемента (т.е. занять асимметричное положение) в сторону расположения сварного шва между соседними комбинированными деталями и, за счет этого, закрывать этот шов снизу от абразивного воздействия балласта. При симметричном расположении грибовидной головки относительно ножки желательно, чтобы габариты соседних вдоль нижней кромки лопатки грибовидных головок закрывали не только поперечное сечение подложек соседних комбинированных деталей, но и сварной шов, соединяющий их между собой. Выполнение грибовидной головки с пирамидальной, конусовидной или т.п. сужающейся к вершине гриба формой позволяет добиться уменьшения сопротивления заглублению.
Таким образом, заявляемый способ позволяет за счет оптимизации расположения твердосплавного материала в теле лопатки повысить ресурс подбойки.
Заявляемое техническое решение поясняется чертежами, на которых изображены:
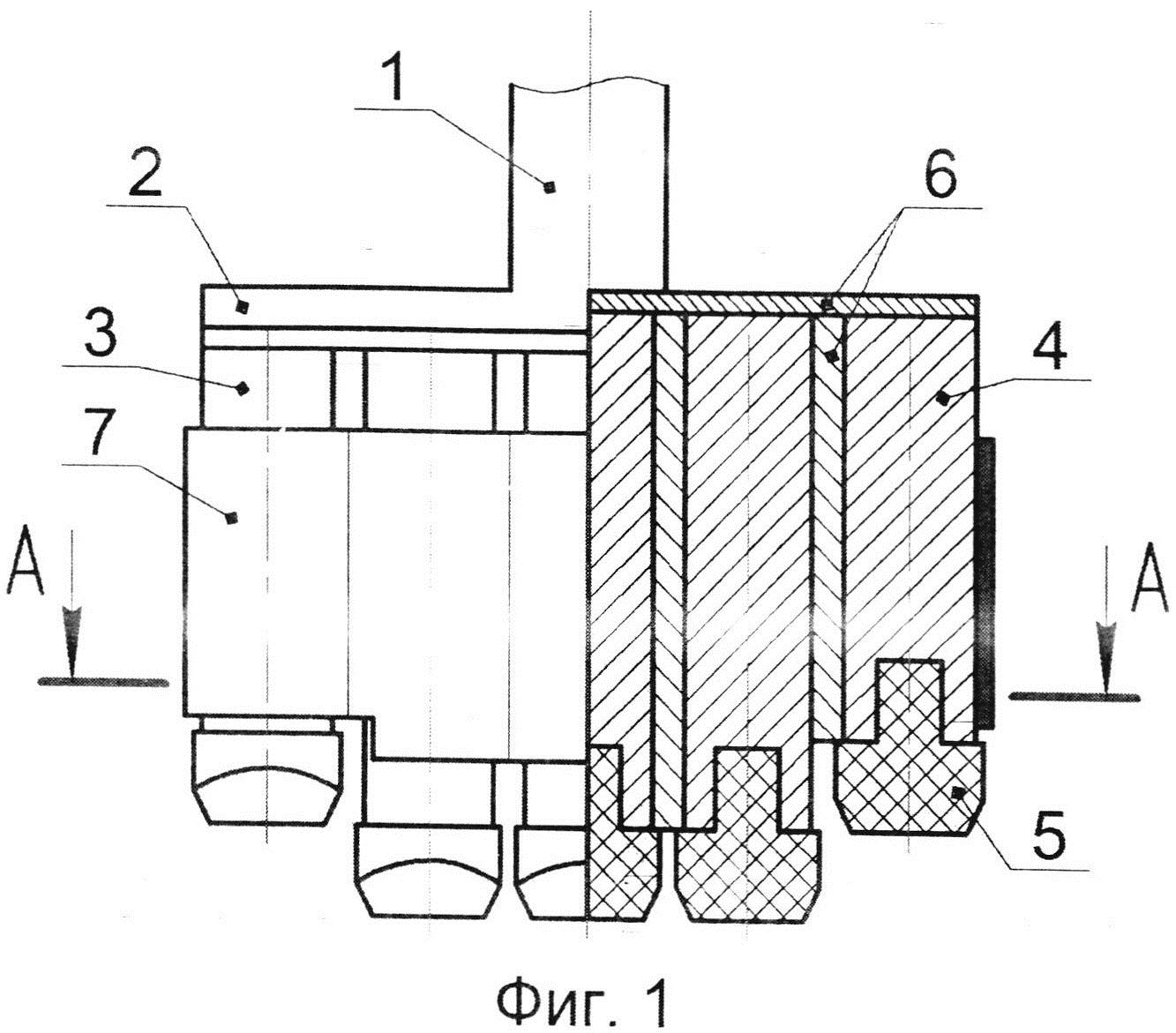
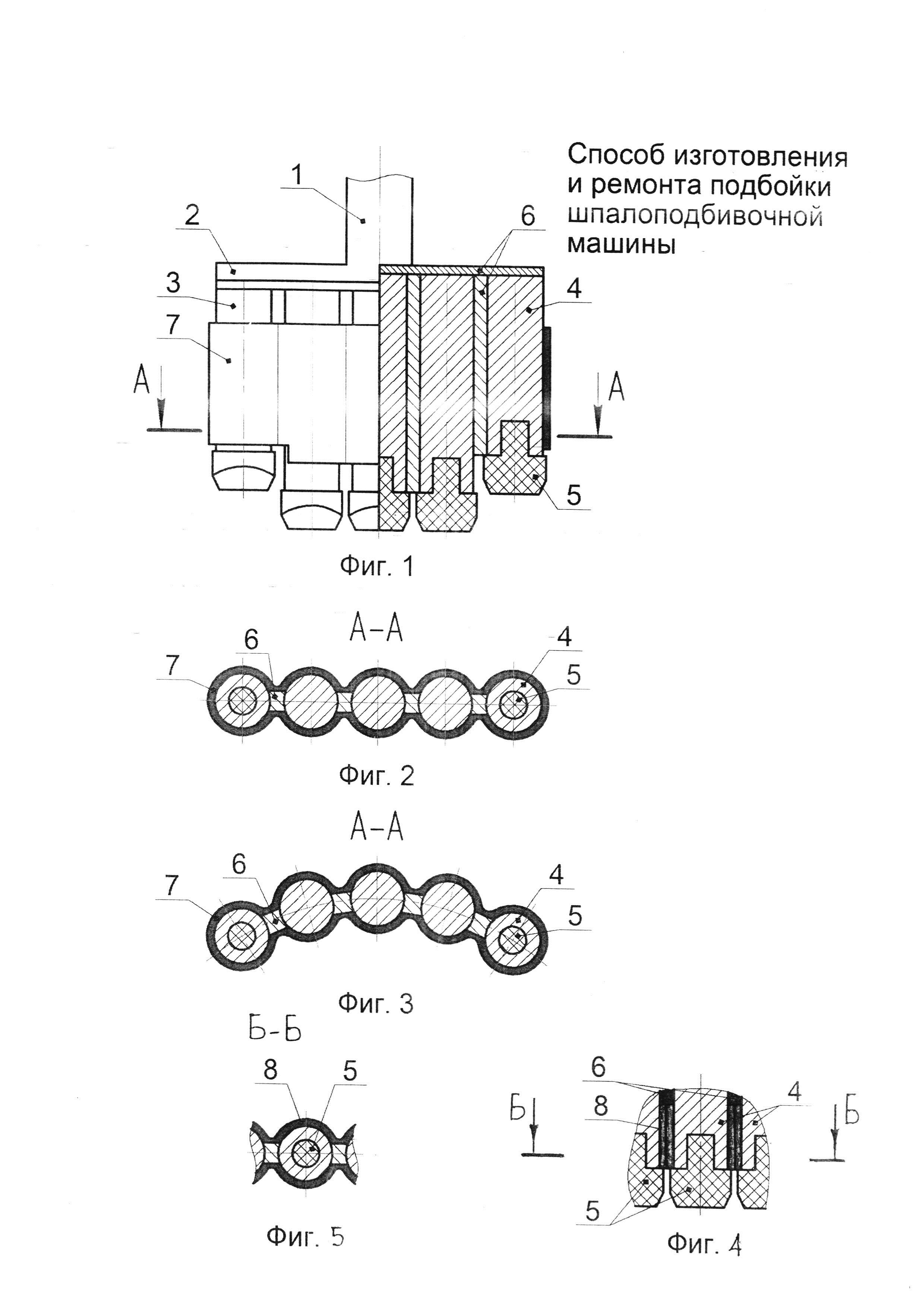
Фиг. 1 – Общий вид подбойки (на левой части чертежа показан вариант выполнения подбойки, у которой верхняя часть представляет стержень, нижний конец которого имеет уширение в виде примыкающей к стержню верхней части лопатки, а нижняя - нижнюю часть лопатки, выполненную из комбинированных деталей; на правой части чертежа показан в сечении вариант выполнения подбойки, у которой верхняя часть представляет собой стержень, а нижняя - лопатку, полностью выполненную из комбинированных деталей).
Фиг. 2 – Сечение по А-А на фиг. 1 (вариант выполнения с плоской в плане нижней кромкой).
Фиг. 3 – Сечение по А-А на фиг. 1 (вариант выполнения с ковшеобразной в плане нижней кромкой).
Фиг. 4 – Фрагмент сечения по нижней части подбойки, выполненной из комбинированных деталей, упрочненных за счет дополнительных твердосплавных элементов, установленных поверх подложек комбинированных деталей.
Фиг. 5 – Сечение по Б-Б на фиг. 4.
Подбойка шпалоподбивочной машины включает верхнюю и нижнюю части. Верхняя часть подбойки представляет собой стержень 1 подбойки или стержень 1 подбойки, нижний конец которого имеет уширение 2 в виде примыкающей к стержню 1 верхней части лопатки. Нижняя часть подбойки представляет собой, соответственно, лопатку или нижнюю часть лопатки. Нижнюю часть подбойки выполняют из одной, двух, трех, четырех и т.д. комбинированных деталей 3. Число деталей 3 выбирается в соответствии с назначением подбойки и зависящими от этого такими параметрами подбойки как ее ширина, габариты комбинированных деталей 3, из которых она конструируется и т.п. Комбинированная деталь 3 представляет собой подложку 4, изготовленную из материала, обладающего свариваемостью с материалом подбойки. В теле подложки 4 жестко закреплен, по меньшей мере, один твердосплавный элемент 5. Закрепление твердосплавного элемента может быть осуществлено, например, путем пайки, посадки с натягом, вклеивания и пр. Подложка 4 комбинированной детали 3 может быть выполнена цилиндрической или призматической формы. Твердосплавный элемент 5 может быть закреплен в теле подложки 4 продольно или под острым углом к продольной оси подложки. Комбинированная деталь 3 может быть выполнена с твердосплавным элементом 5 в виде грибовидного тела, ножка которого утоплена в подложке 4 детали 3, а головка расположена относительно ножки симметрично или асимметрично. Форма головки твердосплавного элемента может быть выполнена в виде цилиндра, конуса, призмы, пирамиды, тела в форме зубила и т.д. или быть выполнена, например, в форме тела, описанного в п. РФ №2564554.
Изготовление подбойки осуществляют путем сварки ее верхней и нижней частей, при этом комбинированные детали 3 либо предварительно сваривают между собой в единый элемент и затем приваривают к верхней части подбойки, либо отдельные комбинированные детали 3 предварительно приваривают к верхней части подбойки, а затем сваривают их между собой. На чертеже сварной шов имеет обозначение 6. Комбинированные детали 3 закрепляют относительно стержня подбойки так, что продольная ось комбинированной детали параллельна или составляет острый угол с продольной осью подбойки.
Нижняя кромка лопатки подбойки в плане может быть выполнена так, что комбинированные детали 3 относительно друг друга образуют прямую линию или изогнутую линию, обращенную выемкой в сторону передней поверхности лопатки подбойки, т.е. ковшеобразную в плане нижнюю кромку лопатки.
По вертикали комбинированные деталей 3 могут относительно друг друга размещаться так, что образуют прямую, выпуклую вниз или вверх нижнюю кромку лопатки. Так, например, при изготовлении лопатки из четырех комбинированных деталей 3 в качестве двух боковых деталей 3 могут быть использованы более короткие, чем две средние и за счет этого будет получена выпуклая вниз нижняя кромка лопатки. Кромка может иметь и зигзагообразную форму, если нижняя часть подбойки образована из достаточного числа комбинированных деталей 3, например из пяти деталей 3.
Поверхность комбинированных деталей 3 может быть дополнительно снабжена твердосплавным покрытием 7. Покрытие 7 выполняют либо в виде наплавки, либо в виде дополнительных твердосплавных элементов 8, закрепленных посредством пайки, посадки с натягом или стопорных элементов.
Ремонт подбойки производится так же, как и ее изготовление, т.е. за счет сварки верхней и нижней частей подбойки. При этом в качестве верхней части подбойки выступает изношенная при эксплуатации подбойка, которая представляет собой, как правило, стержень 1, нижний конец которого имеет уширение 2 в виде примыкающей к стержню 1 верхней части лопатки. Приваривание к такой изношенной подбойке новой нижней части, выполненной из комбинированных элементов 3, позволяет получить с минимальными затратами вновь пригодную к эксплуатации подбойку.
Работу с помощью подбойки осуществляют следующим образом. Используя механизмы шпалоподбивочной машины, подбойку принудительно заглубляют в балласт и производят ею виброуплотнение балласта. За счет изготовления подбойки заявляемым способом она обладает высокими прочностными свойствами, обеспечивающими ей большую долговечность.
Таким образом, за счет оптимизации расположения твердосплавного материала в теле лопатки повышается ресурс подбойки.
Способ уплотнения сыпучей среды
Лопатка подбойки шпалоподбивочной машины
Цепной транспортер (варианты)
Уплотнительно-подбивочный блок (варианты)
Приспособление для уплотнения балласта рельсового пути
Способ изготовления стержня подбойки
Способ управления процессом уплотнения балластного слоя рельсового пути
Способ уплотнения сыпучей среды
Лопатка подбойки шпалоподбивочной машины
Цепной транспортер (варианты)
Уплотнительно-подбивочный блок (варианты)
Приспособление для уплотнения балласта рельсового пути
Способ изготовления стержня подбойки
Способ управления процессом уплотнения балластного слоя рельсового пути

