Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления штамповок лопаток ГТД из титановых сплавов.
Известен способ изготовления штамповок лопаток из двухфазного титанового сплава, включающий фасонирование исходной заготовки в виде прутка, последующую изотермическую штамповку предварительно смазанной и нагретой фасонированной заготовки на гидравлическом прессе, обрезку облоя полученной штамповки лопатки, затем размерное химическое травление альфированного слоя на поверхности штамповки лопатки и ее вакуумную термообработку, после которой производят правку штамповки лопатки методом изотермической термофиксации предварительно нагретой штамповки (Патент РФ на изобретение №2525961 от 06.05.2013, опубл. 20.08.2014, МПК В21K 3/04, B21D 53/78, B21D 3/16).
Недостатком данного способа является низкая размерная стойкость штампов из-за высокой температуры изотермической штамповки и высокого сопротивления пластической деформации деформируемого сплава.
Известен способ изготовления штамповок лопаток из титанового сплава, включающий предварительную и окончательную штамповку, причем нагрев заготовки под каждый переход предварительной штамповки осуществляют до температуры выше температуры начала полиморфного превращения, окончательную штамповку производят в интервале температур начала полиморфного превращения и полного полиморфного превращения (Патент на изобретение №2229952 от 15.11.2002, опубл. 10.06.2004, МПК B21J 5/00, В21K 3/04).
Недостатком данного способа является низкая стойкость штамповой оснастки и высокого сопротивления пластической деформации деформируемого сплава.
Наиболее близким является способ получения ультромелкозернистой заготовки лопаток ГТД из титановых сплавов, включающий выдавливание заготовки в изотермических условиях при одинаковой температуре нагрева заготовки и штампа, и последующую изотермическую штамповку выдавленной заготовки (Патент на изобретение №2486275 от 24.05.2012, опубл. 27.06.2013, МПК C22F 1/18, B21J 1/00, F01D 5/00).
Недостатком данного способа является большое количество переходов осадки для получения ультромелкозернистой структуры, что значительно увеличивает технологический процесс получения штамповки лопатки, а также низкая температура нагрева (порядка 700°C) заготовки и штампов способствует значительному росту β-фазы титанового сплава и повышению сопротивления деформации сплава, что сопровождается высокими контактными напряжениями и как следствие деформацией штампового инструмента.
Техническим результатом, на который направлено изобретение, является снижение сопротивления деформации деформируемого сплава и как следствие повышение размерной стойкости штампов.
Технический результат достигается тем, что в способе изготовления штамповок лопаток из титановых сплавов, включающем выдавливание заготовки в изотермических условиях при одинаковой температуре нагрева заготовки и штампа и последующую изотермическую штамповку выдавленной заготовки, выдавливание и изотермическую штамповку осуществляют при температуре нагрева штампа и заготовки 800-830°C±40°C при средней скорости деформации не более 0,3 мм/с.
Изобретение поясняется чертежом, где показана микроструктура полученной штамповки из сплава ВТ6.
Способ осуществляется следующим образом.
Цилиндрическую заготовку из титанового сплава нагревают до температуры 800-830°C±40°C и помещают в контейнер матрицы. Причем деформирующий инструмент должен быть нагрет до температуры штамповки, то есть до 800-830°C±40°C.
Если заготовку нагреть до температуры ниже 800°C, то в ходе деформирования значительно повышается сопротивление деформации, что приводит к значительному износу штамповой оснастки (очка матрицы) и получению бракованной заготовки под дальнейшую штамповку (возможно образование пресс-утяжины, расслаивание заготовки), кроме того, в результате деформационного разогрева в деформируемом сплаве происходит рост зерна и выделение β-фазы в виде пластин, что повышает сопротивление деформации и снижает пластические свойства сплава.
Если заготовку и деформирующую оснастку нагреть выше температуры 830°C, формирования мелкозернистой структуры не наблюдается, в результате чего увеличивается сопротивление деформации деформируемого сплава и снижаются прочностные характеристики штамповой оснастки и в результате этого снижается ее стойкость.
Затем проводят операцию выдавливания заготовки в изотермических условиях. При этом средняя скорость деформации должна быть не более 0,3 мм/с. Соблюдение этих условий обеспечивает формирование мелкозернистой структуры и снижение сопротивления деформации.
Если скорость деформации будет больше 0,3 мм/с, то в ходе выдавливания в микроструктуре полученной заготовки наблюдается выделение β-фазы титанового сплава, что значительно увеличивает сопротивление деформации, а также происходит увеличение зерна титанового сплава.
После выдавливания осуществляют изотермическую штамповку, причем штампы и инструмент нагревают также до температуры до 800-830°C±40°C. Штамповку также осуществляют со средней скоростью деформации не более 0,3 мм/с.
Пример реализации способа.
В качестве примера взяли цилиндрическую заготовку из титанового сплава ВТ6 с размерами: диаметр 25 мм, высота 35 мм.
Заготовку нагрели до температуры 830°C, уложили в контейнер штампа для выдавливания, причем сам штамп был нагрет до температуры 830±40°C. Провели выдавливание со средней скоростью деформации 0,1 мм/с.
Затем полученную заготовку поместили в штамп. Температура штампа и заготовки составляла 820±40°C. После штамповки в изотермических условиях со средней скоростью деформации 0,1 мм/с получили штамповку лопатки из сплава ВТ6.
Металлографические исследования образцов проводились на инвертированном металлографическом микроскопе EPIPHOT 200 ф.Nikon при увеличении 500 (чертеж).
Согласно чертежу видно, что микроструктура штамповки лопатки из сплава ВТ6 однородная мелкозернистая, с незначительным содержанием β-фазы.
Таким образом, в предложенном способе изготовления штамповок лопаток из титановых сплавов, включающем выдавливание заготовки в изотермических условиях при одинаковой температуре нагрева заготовки и штампа и последующую изотермическую штамповку выдавленной заготовки, выдавливание и изотермическую штамповку осуществляют при температуре нагрева штампа и заготовки 800-830°C±40°C при средней скорости деформации не более 0,3 мм/с, что позволяет снизить сопротивление деформации деформируемого сплава и как следствие повысить размерную стойкость штампов, а также получить мелкозернистую структуру штамповки лопатки.
Способ изготовления штамповок лопаток из титановых сплавов, включающий выдавливание заготовки в изотермических условиях при одинаковой температуре нагрева заготовки и штампа и последующую изотермическую штамповку выдавленной заготовки, отличающийся тем, что выдавливание и изотермическую штамповку осуществляют при температуре нагрева штампа и заготовки 800-830°C±40°C при средней скорости деформации не более 0,3 мм/с.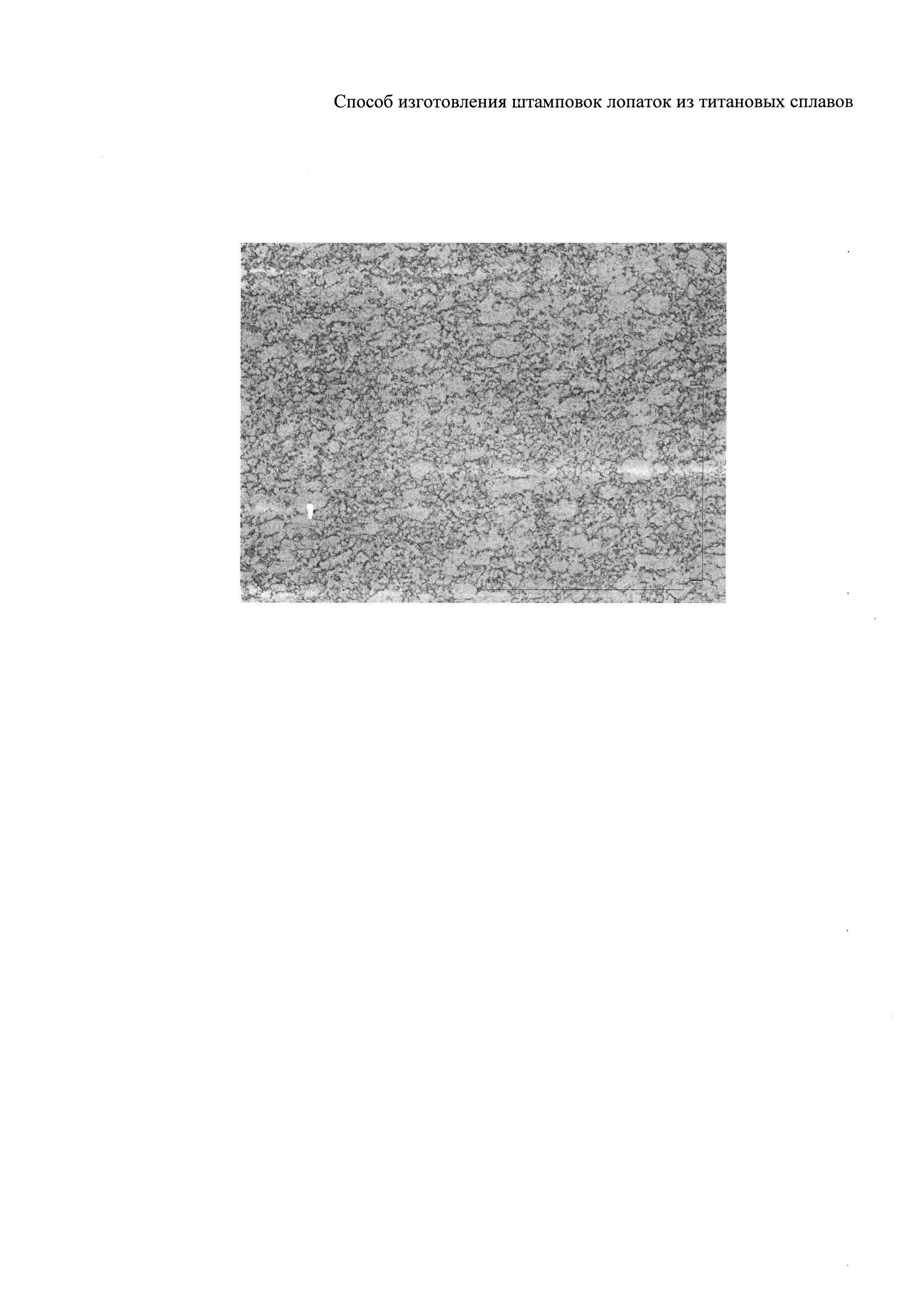
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Противоточное вихревое горелочное устройство для сжигания твёрдого пылевидного топлива
Способ очистки двухконтурных форсунок камеры сгорания газотурбинного двигателя от продуктов коксования топлива и нагара и устройство для его осуществления
Способ удаления поковки из штампа
Способ определения коэффициента трения при пластической деформации и устройство для его осуществления
Способ сборки образца, применяемого для испытания на одноосное пластическое растяжение, в виде стержня со втулками из материала, обладающего памятью формы
Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава
Противоточное вихревое горелочное устройство для сжигания твёрдого пылевидного топлива
Способ определения коэффициента трения при пластической деформации и устройство для его осуществления
Снаряд для отбора керна
Способ изготовления штамповок переменного сечения горячим выдавливанием с подвижными матрицами
Способ изготовления деталей стержневой формы с головкой

