Результат интеллектуальной деятельности: Биметаллическая тонкая полоса и способ ее получения
Вид РИД
Изобретение
Изобретение относится к металлургической промышленности, а именно к производству слоистых металлических композиций, в частности к конструкции биметаллических полос, содержащих слои из сплавов алюминия и сплавов меди, а также к способу изготовления биметаллических полос.
Из уровня техники известна полоса, состоящая из основного слоя и двух плакирующих слоев [Дмитров Л.Н., Кузнецов Е.В., и др. Биметаллы, Пермь, 1991, с. 197]. Полосу получают совместной холодной прокаткой с обжатием 55-60% за проход, с последующим диффузионным отжигом. Затем ведут прокатку до требуемых толщин, используя промежуточные отжиги и, при необходимости, окончательный отжиг. Отношение толщин плакирующих латунных лент и стальной основы равно 4-6%.
Недостатком указанного аналога является коррозия кромок основного стального слоя, низкая теплопроводность стального слоя по сравнению с латунными сплавами, и, как следствие, снижение эффективности работы систем охлаждения двигателя и масла при использовании такого вида лент для изготовления автомобильных радиаторов.
Наиболее близкой по технической сущности и достигаемому эффекту и принятой в качестве прототипа для заявляемой биметаллической полосы устройства является полученная совместной прокаткой биметаллическая полоса, содержащая основной слой из сплава на основе алюминия в отожженном состоянии и по крайней мере один плакирующий слой из сплава на основе меди в отожженном состоянии [патент РФ №2324598, «Биметаллическая полоса», МПК В32В 15/20, опубл. 27.09.2007].
Недостатком данного изобретения является то, что при отношении пределов прочности плакирующего слоя и основного слоя, составляющего 0,7-2,0, невозможно получить холодной прокаткой качественную биметаллическую полосу из сплава алюминия и сплава меди при увеличении отношения пределов прочности более 1. Опытные прокатки по получению композиций с основой из более мягкого металла, чем металл основы, свидетельствуют о том, что качественная обрезка кромок плакирующей ленты зависит от отношения толщин исходных компонентов и их прочностных характеристик.
Из уровня техники известен способ изготовления тонких биметаллических листов, полос и лент [а.с. №1696225, «Способ изготовления тонких биметаллических листов, полос и лент алюминий-медь», МПК В23К 20/04, опубл. 07.12.1991], включающий совместную прокатку слоев алюминия и меди в валках.
Использование данного изобретения нецелесообразно ввиду значительной стоимости такого биметалла, т.к. по объему содержание меди составляет 60% от содержания алюминия. Также данное изобретение не пригодно, когда требуется получить симметричный пакет, например, медь-алюминий-медь.
Из уровня техники известен способ получения биметаллических лент с основой из алюминия, плакированных медью или сплавами на ее основе, принятый в качестве прототипа для способа, включающий подготовку контактных поверхностей, совместную прокатку лент с их деформацией, диффузионный отжиг, последующую холодную прокатку с последующим отжигом. [Карева Н.Т., Пелленен А.П., Хабибуллин А.А., Галимов Д.М. Исследование влияния отжига на строение и свойства биметаллических лент латунь-алюминий-латунь. Вестник ЮУрГУ. Металлургия, 2014; Трыков Ю.П., Гуревич Л.М., Шморгун В.Г. Слоистые композиты на основе алюминия и его сплавов. М.: Металлургия, 2004; Король В.К., Гильденгорн М.С. Основы технологии производства многослойных металлов. М., Металлургия, 1970].
Недостатком указанного способа является то, что при проведении отжигов суммарная деформация биметаллической ленты выбирается произвольно, что может привести к разрушению плакирующего слоя ленты.
Техническим результатом заявляемого изобретения является обеспечение качественной обрезки кромок плакирующей ленты, предотвращение разрывов плакирующих лент и, как следствие, повышение выхода годного продукта.
Указанный технический результат достигается за счет того, что биметаллическая полоса, содержащая основной слой на основе алюминия и, по крайней мере, один плакирующий слой на основе меди, в отожженном состоянии согласно изобретению отношение пределов прочности плакирующего слоя и основного слоя больше единицы, а отношение толщин плакирующего слоя и основного слоя определено условием:

где Нпл, Нос - толщина плакирующего слоя и основного слоя, мм; σпл, σос - предел прочности плакирующего слоя и основного слоя, МПа.
Также указанный технический результат достигается за счет того, что способ изготовления биметаллической полосы, включающий подготовку контактных поверхностей плакирующего и основного слоя, их совместную прокатку, диффузионный отжиг, последующую холодную прокатку с последующим отжигом согласно изобретению диффузионный отжиг биметаллической полосы проводят при достижении суммарной деформации, определяемой условием:

где Е - суммарная деформация ленты от исходного состояния; а каждый последующий отжиг биметаллической полосы проводят при достижении суммарной деформации, определяемой условием:

В том случае, когда биметаллическая лента имеет отношение толщин, определенных условием (1), и ширина плакирующего слоя больше ширины основного слоя, обеспечивается качественная обрезка кромок плакирующего слоя.
Диффузионный отжиг необходимо проводить при степени суммарной деформации, определяемой условием (2) для того, чтобы предотвратить надрывы в плакирующих слоях и увеличить прочность их сцепления.
При прокатке до конечной толщины неравномерность послойных деформаций композиций из сплавов на основе алюминия и плакирующих сплавов на основе меди хоть и в меньшей степени, но сохраняется. Поэтому для снижения растягивающих напряжений, улучшения пластических свойств материалов и исключения надрывов в плакирующих лентах необходимо проводить последующий отжиг со степенью деформации, определенной условием (3).
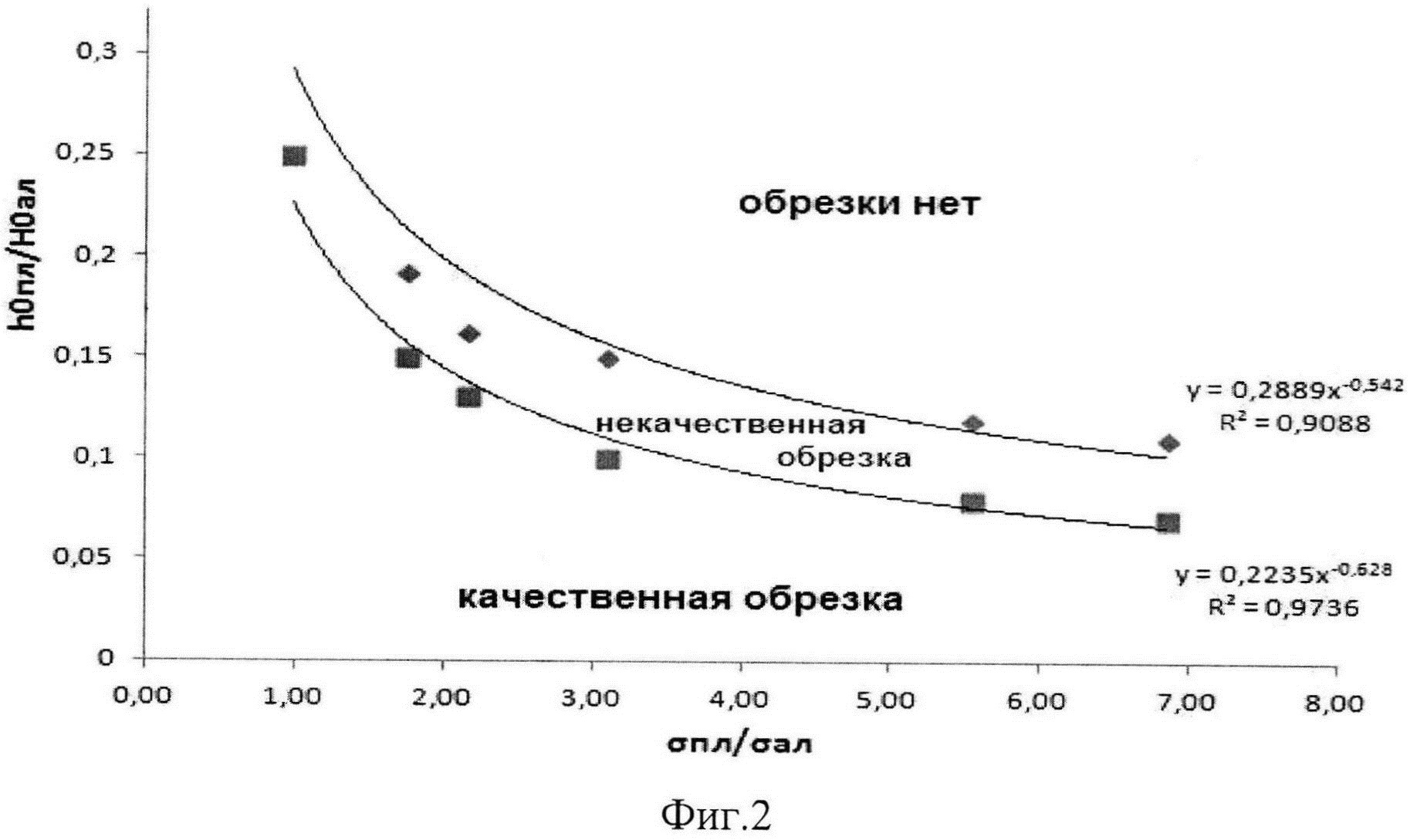
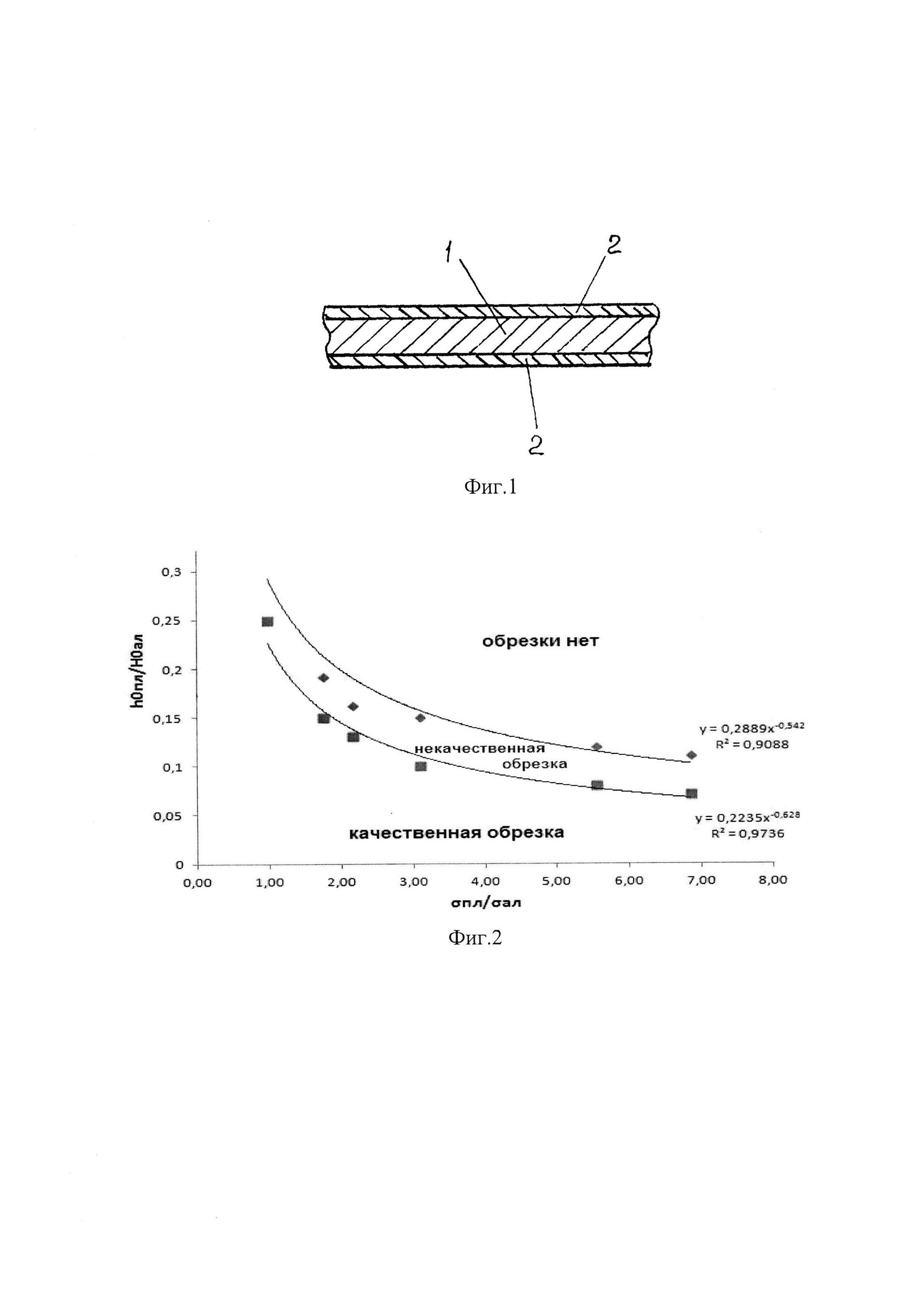
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена заявляемая биметаллическая полоса; на фиг. 2 показано, как изменяется качество обрезки кромок в зависимости от прочности плакирующих слоев и основного слоя.
На фиг. 1 представлена биметаллическая полоса, состоящая из основного слоя 1 из материала на основе алюминия в отожженном состоянии и двух плакирующих слоев 2 на основе меди в отожженном состоянии. Отношение пределов прочности плакирующего слоя 2 и основного слоя 1 больше единицы, т.е. (σпл/σос>1), а отношение толщин плакирующего слоя и основного слоя определено условием (1):
Нпл/Нос<0,2235(σпл/σос)-0,628
Заявляемую биметаллическую полосу получают с помощью способа, включающего подготовку контактных поверхностей основного 1 и плакирующих слоев 2, их совместную прокатку, диффузионный отжиг, последующую холодную прокатку с последующим отжигом, при этом диффузионный отжиг биметаллической полосы проводят при достижении суммарной деформации, определяемой условием (2):
Е=-0,0543(Нпл/Нос)2+2,5686(Нпл/Нос)+49,4,
а каждый последующий отжиг биметаллической полосы проводят при достижении суммарной деформации, определяемой условием (3):
Е≤-0,23(Нпл/Нос)2+9,8(Нпл/Нос)-11,2.
Испытание биметаллической полосы проводилось на опытном стане Дуо-200, имеющем диаметры рабочих валков 180 мм. В качестве основного слоя использовались отожженные ленты из алюминиевых сплавов А5 и АМг2 толщиной 1,0 мм и шириной 45 мм. В качестве плакирующего слоя использовались латунь Л90, нейзильбер МНЦ 15-20 и сталь 08КП. В соответствии с условием (1) толщины плакирующих слоев варьировались в диапазоне 7-35% от толщины основного слоя. Ширина плакирующих слоев - 50 мм.
Исходные компоненты отжигались в камерной печи: алюминиевые сплавы при температуре 380°C с выдержкой 40 мин, плакирующие ленты при температуре 670°C с выдержкой 60 мин; охлаждение с печью. Травление лент проводилось в 18% растворе серной кислоты при температуре 50-60°C.
В таблице 1 приведены прочностные характеристики металлов, используемых при опытном плакировании.

Как видно из таблицы 1, отношение пределов прочности плакирующего слоя (σпл) и основного слоя (σос) изменялось в достаточно широких пределах: от 1,26 до 6,85.
Результаты экспериментального исследования для условий, когда прочность металла основного слоя меньше прочности металла плакирующего слоя, позволили определить области качественной, некачественной обрезки кромок и отсутствия обрезки.
Так, при оценке качества обрезки кромок плакирующих слоев ее вид подразделили на три вида (см. фиг. 2):
1. Кромка деформирована, но не обрезана (обрезка кромки отсутствует полностью).
2. Некачественная обрезка. Обрезка кромки происходит, однако имеются разрывы и трещины плакирующей ленты на кромке.
3. Качественная обрезка кромки вдоль всего образца. Отсутствуют трещины и разрывы плакирующей ленты.
Результаты экспериментального исследования, приведенные на фиг. 2, свидетельствуют, что с увеличением прочности плакирующих слоев, по сравнению с прочностными характеристиками основного слоя, обрезка кромок ухудшается. Так, например, для композиции Алюминий АМг2-Латунь Л90 (σпл/σос=1,26) критическое отношение толщин плакирующего слоя и основного слоя, при котором отсутствует обрезка, составляло 35%. Для композиции Алюминий А5-Сталь 08КП (σпл/σос=6,85) обрезка уже прекращалась при отношении толщин 10%.
Экспериментальные данные аппроксимировали методом наименьших квадратов, благодаря чему получено условие (1) для выбора соотношения толщин компонентов в зависимости от соотношения пределов прочности плакирующих слоев и основного слоя, при которых обеспечивается качественная обрезка кромок.
Рассмотрим пример использования условия (1) для изготовления биметаллической полосы, в которой в качестве основы используется алюминиевый слой из сплава АМг2, а плакирующий слой - из нейзильбера МНЦ 15-20. В отожженном состоянии сплав АМг2 имеет предел прочности 190 МПа, а сплав МНЦ 15-20- 333 МПа (см. таблицу 1). Таким образом, отношение пределов прочности плакирующего слоя и основного слоя равно: σпл/σос=333/190=1,75.
Из условия (1) предельное отношение толщин, при которых обеспечивается качественное плакирование, равно 0,157. Для качественного плакирования необходимо, чтобы отношение толщин было менее 0,157.
Для получения биметаллической полосы из нейзильбера МНЦ 15-20-алюминия АМг2 применялись в качестве основного слоя - алюминиевая лента АМг2 с толщиной слоя Нос=1,8 мм и согласно условию (1) в качестве плакирующего слоя - лента из нейзильбера с толщиной Нпл<0,157Нос, т.е. Нпл<0,28 мм. Опытное плакирование холодной прокаткой на стане Дуо-200 с толщиной слоя плакирующей ленты, равной 0,2 мм, доказало получение биметаллической полосы с хорошим качеством кромки согласно условию (1).
Таким образом, определение отношения толщин согласно условию (1) плакирующего слоя и основного слоя для биметаллической полосы, содержащей основной слой из сплава на основе алюминия в отожженном состоянии и, по крайней мере, один плакирующий слой в отожженном состоянии из сплава на основе меди, когда отношение пределов прочности основного слоя и плакирующего слоя больше единицы, т.е. при σпл/σос>1, обеспечивает получение качественных биметаллических полос холодной прокаткой.
Заявляемая биметаллическая полоса была изготовлена с помощью способа, включающего подготовку контактных поверхностей основного и плакирующего слоев, их совместную прокатку, диффузионный отжиг, последующую холодную прокатку с последующим отжигом, при этом диффузионный отжиг биметаллической полосы проводили при достижении суммарной деформации, определяемой условием:

где Е - суммарная деформация полосы от исходного состояния;
а последующий отжиг биметаллической полосы проводили при достижении суммарной деформации, определяемой условием:
Е≤-0,23(Нпл/Нос)2+9,8(Нпл/Нос)-11,2
В качестве исходных компонентов для основного слоя в отожженном состоянии из сплава АМг2 и плакирующего слоя в отожженном состоянии из сплава Л90 выбрано соотношение толщин по условию (1) - 15%, т.е. для толщины основного слоя, равного 1,7 мм, толщина плакирующего слоя составила 0,25 мм, а суммарная толщина H0Σ полосы латунь-алюминий-латунь составила 2,2 мм.
Из условия (2) суммарная степень деформации, при которой необходимо делать первый отжиг, равна 75,71%. Зная степень деформации, по известным зависимостям теории прокатки определили толщину полосы (Н1Σ), при которой необходимо прекратить прокатку и провести отжиг, т.е.
H1Σ=H0Σ(1-Е/100)=2,2(1-75,71/100)=0,53 мм.
Такие условия прокатки были реализованы на стане Дуо-200, получена биметаллическая полоса требуемой толщины, и был проведен отжиг биметаллической полосы в камерной печи при температуре 380°C с выдержкой 1 час. При этом в плакирующем слое не было обнаружено разрывов плакирующих слоев
Е≤-0,23(Нпл/Нос)2+9,8(Нпл/Нос)-11,2
Е≤84%
Технологическая эффективность заявляемого способа получения тонких биметаллических лент иллюстрируется следующим примером.
Для композиции латунь Л90-алюминий АМг2-латунь Л90 по выражению (1) получилось, что Нпл/Нос=19%. Нами выбрано соотношение Нпл/Нос=15%. Далее получена плакированием и последующей прокаткой со степенью деформации 70%, определенной по выражению (2), полоса толщиной 0,7 мм. При этой толщине выполнен отжиг полосы. Далее, используя условие (3), определена относительная деформация, при превышении которой образуются надрывы плакирующего слоя, составлявшая 84,5%. При этом предельная толщина полосы, при которой необходимо сделать отжиг, равна Н1Σ=Н0Σ(1-Е/100)=0,11 мм. Такая толщина полосы получена при прокатке на двух станах. Сначала полоса прокатывалась на стане Дуо-200 с диаметром рабочих валков 180 мм до толщины 0,25 мм, а затем на стане кварто с диаметром рабочих валков 40 мм до толщины 0,11 мм.
После выполнения отжига лента была прокатана на стане кварто до 0,015 мм с использованием выражения (3) до минимально возможной толщины для условий стана кварто.
Таким образом, опытной прокаткой подтверждена эффективность предлагаемого способа получения биметаллической полосы с основой из сплавов алюминия и плакирующих лент из сплавов меди.
Настоящее изобретение позволяет установить соотношение толщин плакирующего слоя основного слоя для композиций, в которых в качестве основного слоя используются сплавы на основе алюминия, а в качестве плакирующих - сплавы на основе меди. При этом при плакировании полос обеспечивается качественная обрезка кромок плакирующих слоев и технологичность процесса при плакировании и последующей прокатки.
Использование предлагаемого способа получения биметаллических полос обеспечивает исключение надрывов в плакирующих слоях, возможность получения тонких полос и повышение выхода годного продукта.
Способ производства обогащенных хлебобулочных изделий (варианты)
Фрезерный агрегат с кардановым подвесом (варианты)
Жидкостно-газовый эжектор
Прибыль в литейной форме с экзотермическим обогревом и теплоизоляцией металла
Легкообрабатываемая конструкционная хромомарганцевоникелевая сталь
Способ изготовления биметаллической проволоки
Способ обработки зерна ячменя пивоваренных сортов при производстве солода
Способ производства рубленых полуфабрикатов из мяса цыплят-бройлеров
Полуфабрикат мясорастительный рубленый
Способ производства крошковых пирожных с антиоксидантными свойствами
Интегрирующий аналого-цифровой преобразователь с широтно-импульсной модуляцией
Способ производства рубленых изделий из мяса птицы
Хрупкая мачта
Мобильная лебедка
Биойогурт функционального назначения
Мобильный робот
Легкообрабатываемая конструкционная хромомарганцевоникельмолибденовая сталь
Легкообрабатываемая конструкционная среднеуглеродистая хромомарганцевоникельмолибденовая сталь
Компенсированная система электроснабжения удаленных потребителей электрической энергии
Способ приготовления термообработанного рулета из мяса птицы

