Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ ПРОКАТЫВАЕМОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу и устройству для измерения скорости прокатываемого изделия, в частности скорости металлической полосы, при этом с помощью приемопередающего устройства на поверхность металлической полосы передается направленное электромагнитное излучение в микроволновом диапазоне и принимается отраженное от нее электромагнитное излучение. Изобретение относится также к способу управления прокатным станом, а также прокатному стану.
УРОВЕНЬ ТЕХНИКИ
Для обеспечения возможности соответствующего управления или регулирования отдельных прокатных клетей прокатного стана требуется надежное измерение скорости прокатываемого изделия.
Для измерения скорости металлической полосы можно использовать, например, вращательное движение рабочих валков прокатной клети или же других находящихся в контакте с прокатываемым изделием валков. При этом возникает проблема необходимости корректировки измеряемого сигнала, поскольку на практике между рабочими валками, соответственно роликами и прокатываемым изделием, может возникать проскальзывание.
Для измерения скорости полосы известны работающие без соприкосновения датчики движения, например, из ЕР 12152942 А1. При этом на поверхность полосы направляется лазерный луч и из допплеровского сдвига отраженного сигнала определяется скорость полосы. Однако такая оптическая измерительная система чувствительна к помехам. Поскольку для охлаждения рабочих валков применяются жидкие охлаждающие средства, то при контакте с имеющей высокую температуру металлической полосой образуется пар. Таким образом, оказывается отрицательное влияние на распространение светового луча и вызываются неточности измерения скорости. На основании суровых окружающих условий прокатной клети может также происходить полный выход из строя оптической измерительной системы.
В качестве ближайшего аналога настоящего изобретения может рассматриваться решение по SU 168244 А, 18.11.1965, раскрывающее способ и устройство определения скорости катаной полосы в прокатном стане.
Однако точное и надежное определение скорости полосы имеет также еще другие преимущества, а именно можно, среди прочего, определять опосредованно из скорости полосы толщину металлической полосы, как будет пояснено применительно к фиг. 4.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей данного изобретения является создание устройства и способа, с помощью которых возможно определение скорости прокатываемого изделия, в частности скорости металлической полосы, с улучшенной точностью и с высокой надежностью.
Эта задача решена относительно способа для определения скорости прокатываемого изделия с помощью признаков п. 1 формулы изобретения, относительно устройства - с помощью признаков п. 5 формулы изобретения, относительно способа управления прокатным станом и, соответственно, прокатного стана с помощью признаков пп. 16, 17, 18 и соответственно 19 формулы изобретения. Предпочтительные варианты выполнения изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
В соответствии с основной идеей изобретения с помощью по меньшей мере одного приемопередающего устройства на прокатываемое изделие передается электромагнитное излучение и из принимаемого отраженного сигнала в устройстве оценки определяется скорость полосы.
Предпочтительным является вариант выполнения по меньшей мере с двумя передающими и принимающими устройствами, которые расположены на расстоянии друг за другом в направлении движения прокатываемого изделия и передают каждый на соответствующую зону поверхности (отражательную поверхность) прокатываемого изделия высокочастотное электромагнитное излучение. При этом частота этого электромагнитного излучения предпочтительно лежит в диапазоне от 300 МГц до 300 ГГц, в частности в диапазоне радарных волн. На основании шероховатости или текстуры поверхности катаной полосы это высокочастотное излучение рассеивается и частично отражается обратно в направлении передатчика. Из этого отраженного излучения получают соответствующий отраженный сигнал и подают в устройство оценки. Устройство оценки определяет с применением функции корреляции, т.е. из соотношения между двумя или несколькими отраженными сигналами, скорость полосы. В качестве функции корреляции можно применять, например, взаимную корреляцию. Оценку отраженных сигналов можно осуществлять с помощью цифровой обработки сигналов посредством выполнения устройства оценки в виде вычислительного устройства. В этом вычислительном устройстве по меньшей мере два отраженных сигнала переводятся в цифровую форму и затем оцениваются с помощью соответствующего алгоритма корреляции. С помощью имеющего по сравнению со светом большую длину волны радарного излучения возможно определение скорости полосы с лучшей точностью, поскольку пар и другие загрязнения на пути распространения электромагнитного излучения имеют относительно меньшее влияние по сравнению со световым излучением. Радарная измерительная система является более надежной в эксплуатации по сравнению с оптической измерительной системой. Необходимое для установки пространство сравнительно невелико. За счет лучшей точности и доступности измерения скорости, согласно изобретению, может быть упрощена система автоматизации прокатного стана и одновременно повышена точность изделия. Это проявляется особенно, например, в улучшении регулирования толщины в прокатных станах с последовательным расположением, таких как, например, непрерывные станы холодной прокатки или станы горячей прокатки широкой полосы. Погрешности толщины, которые возникали до настоящего времени в начале полосы, могут быть уменьшены. В устройстве оценки можно с применением скорости полосы определять с хорошей точностью также толщину полосы.
Предпочтительно, когда в качестве отражательной поверхности применяется не широкая сторона, а узкая сторона прокатываемого изделия. За счет этого уменьшается мешающее влияние пара и загрязнений на пути излучения. Измерительное устройство может быть расположено сбоку от прокатываемого изделия, где, как правило, имеется больше места. Кроме того, обеспечивается преимущество возможности интегрирования в петлеобразователь или в боковую направляющую прокатного стана.
При этом обеспечивается особенно простой вариант выполнения, когда при корреляции отраженных сигналов применяется ход изменения во времени амплитуды отраженного излучения.
Предпочтительно, когда отражательную поверхность на прокатываемом изделии можно удерживать небольшой. При заданном расстоянии между антенной и полосой можно за счет этого удерживать очень малой зону облучения на металлической полосе, что предпочтительно для корреляции отраженных сигналов.
Особенно предпочтительно, когда электромагнитное излучение осуществляется с помощью металлического волновода, апертура которого направлена на поверхность прокатываемого изделия. Предпочтительным является апертурный излучатель, который имеет лепестковую диаграмму направленности.
При этом при установке между прокатными клетями может быть целесообразным, когда волновод составлен из прямых и/или изогнутых участков, так что устройства для генерирования и излучения электромагнитных волн удалены друг от друга. За счет соответствующего выполнения рупорного излучателя можно осуществлять облучение очень целенаправленно желаемой зоны поверхности полосы, без необходимости расположения, например, чувствительных к температуре передатчиков/приемников в опасной зоне, например, вблизи поверхности горячекатаной полосы, которая обычно имеет температуру от 800° до 1000°. Кроме того, за счет изогнутого выполнения волновода обеспечивается возможность интегрирования системы измерения скорости в другие механические части стана, например, в петлеобразователь стана для горячей прокатки широкой полосы.
Один предпочтительный вариант выполнения может характеризоваться тем, что апертурный излучатель интегрирован в скребок рабочего валка прокатной клети или в передаточный стол вблизи очага деформации. За счет этого скорость полосы измеряется в непосредственной близости от очага деформации прокатной клети, и можно значительно сокращать время запаздывания регулирования толщины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие предпочтительные варианты выполнения, подробности и модификации изобретения следуют из приведенного ниже более детального пояснения изобретения на основании не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
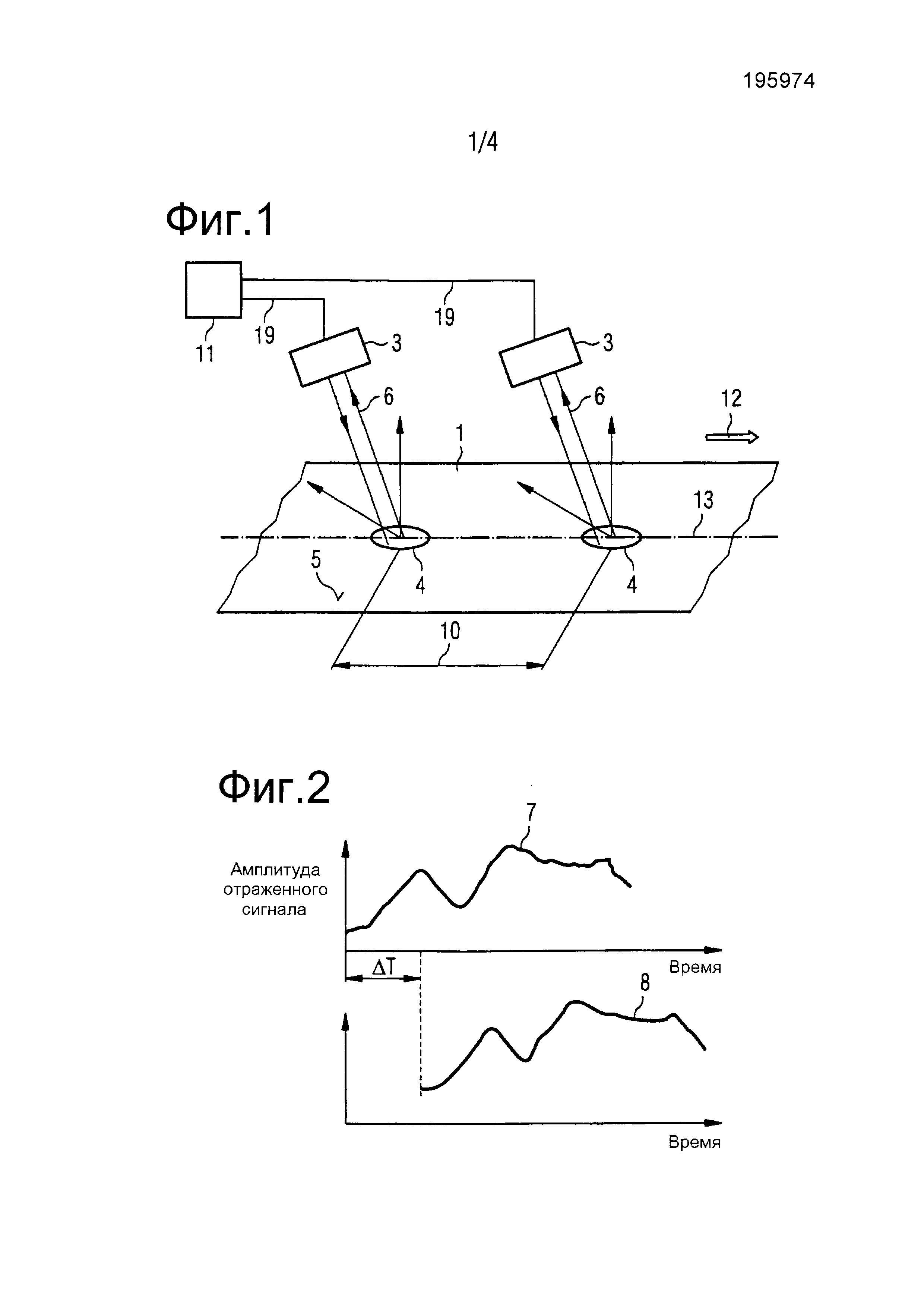
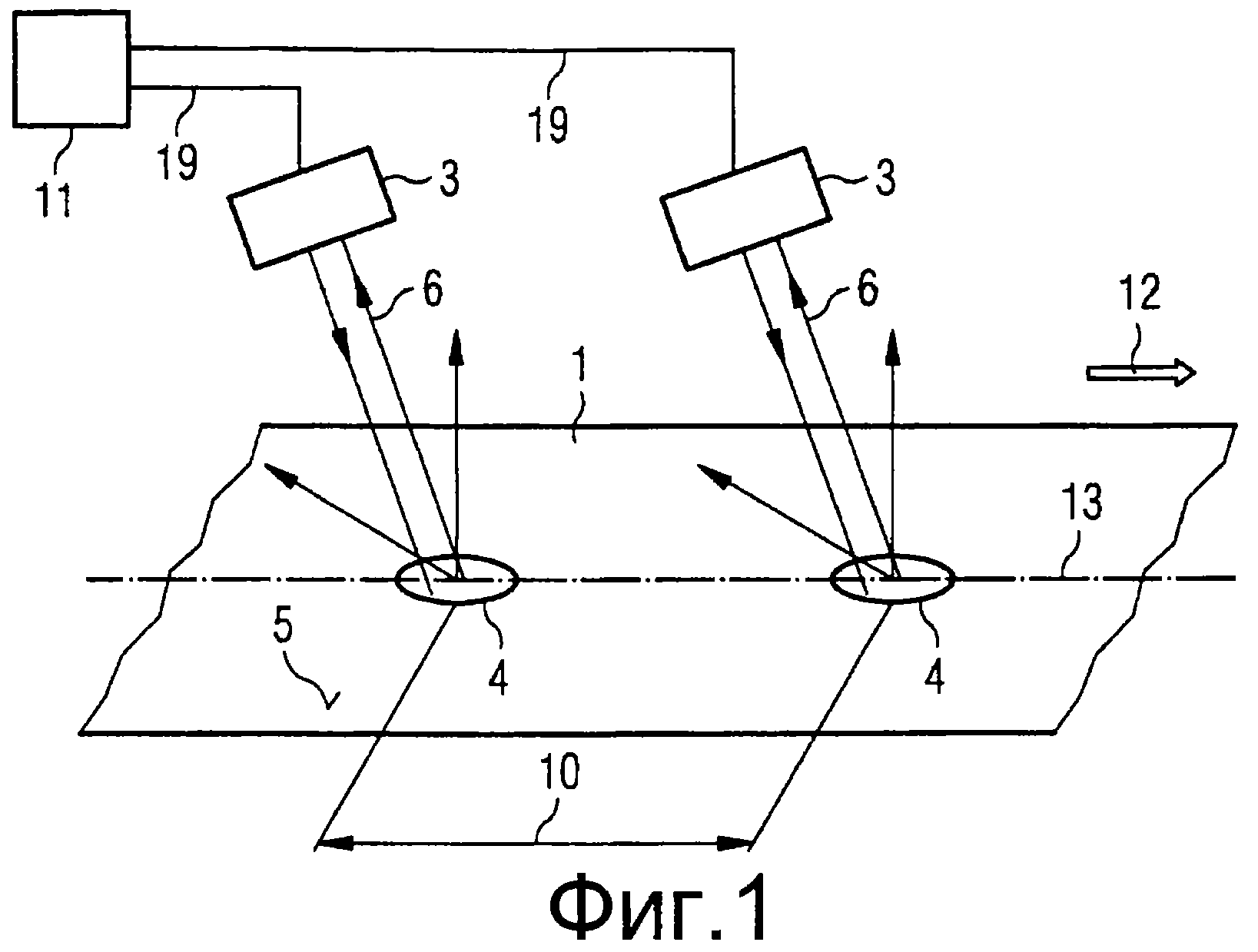
фиг. 1 - пространственная схема примера выполнения изобретения с двумя расположенными последовательно друг за другом приемопередающими устройствами, которые передают электромагнитное излучение на широкую поверхность металлической полосы и принимают отраженный сигнал;
фиг. 2 - ход изменения во времени обоих отраженных сигналов согласно фиг. 1;
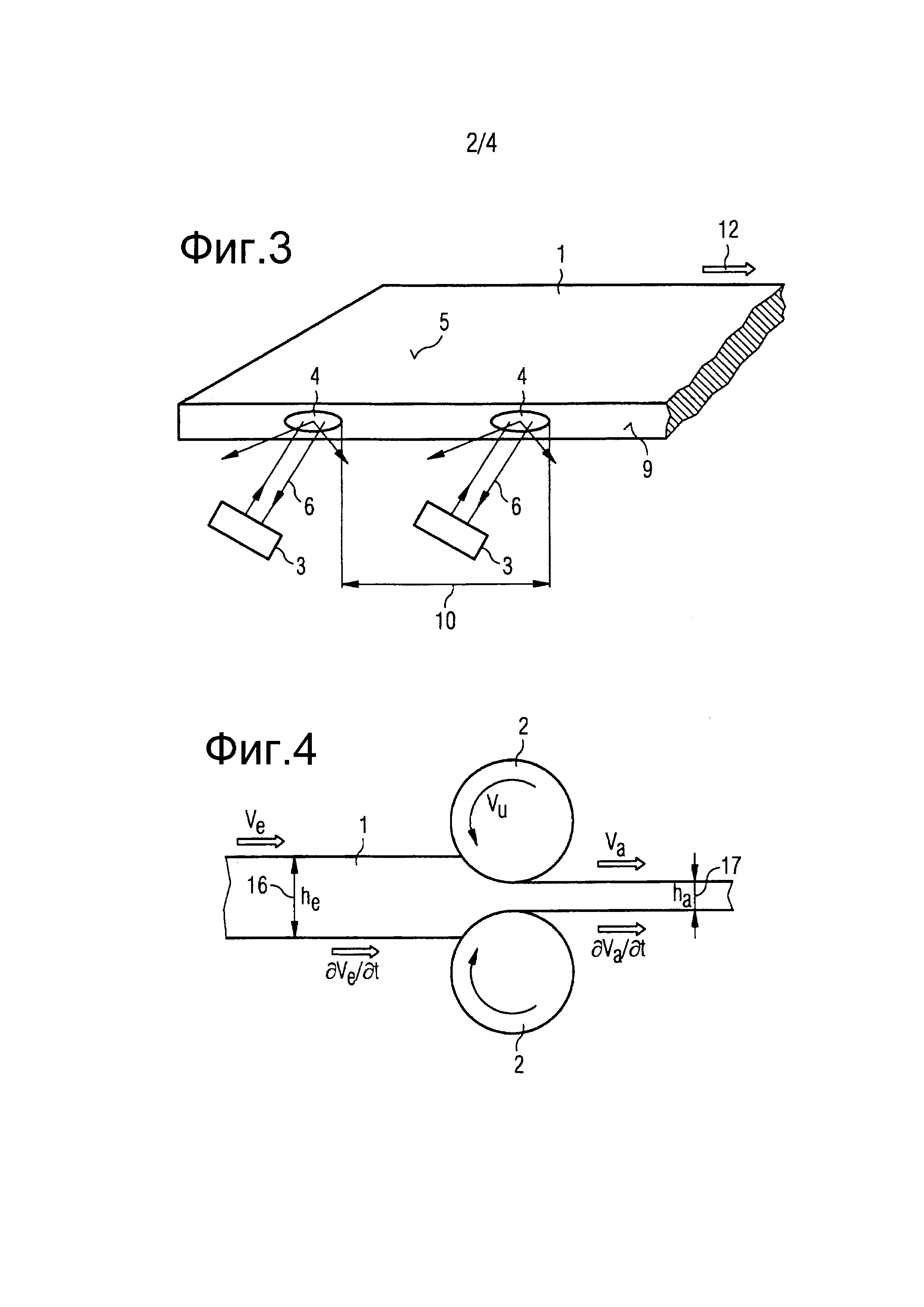
фиг. 3 - пространственная схема примера выполнения изобретения с двумя расположенными последовательно друг за другом приемопередающими устройствами, которые расположены сбоку от катаной полосы;
фиг. 4 - прокатываемая полоса в соприкосновении с двумя рабочими валками;
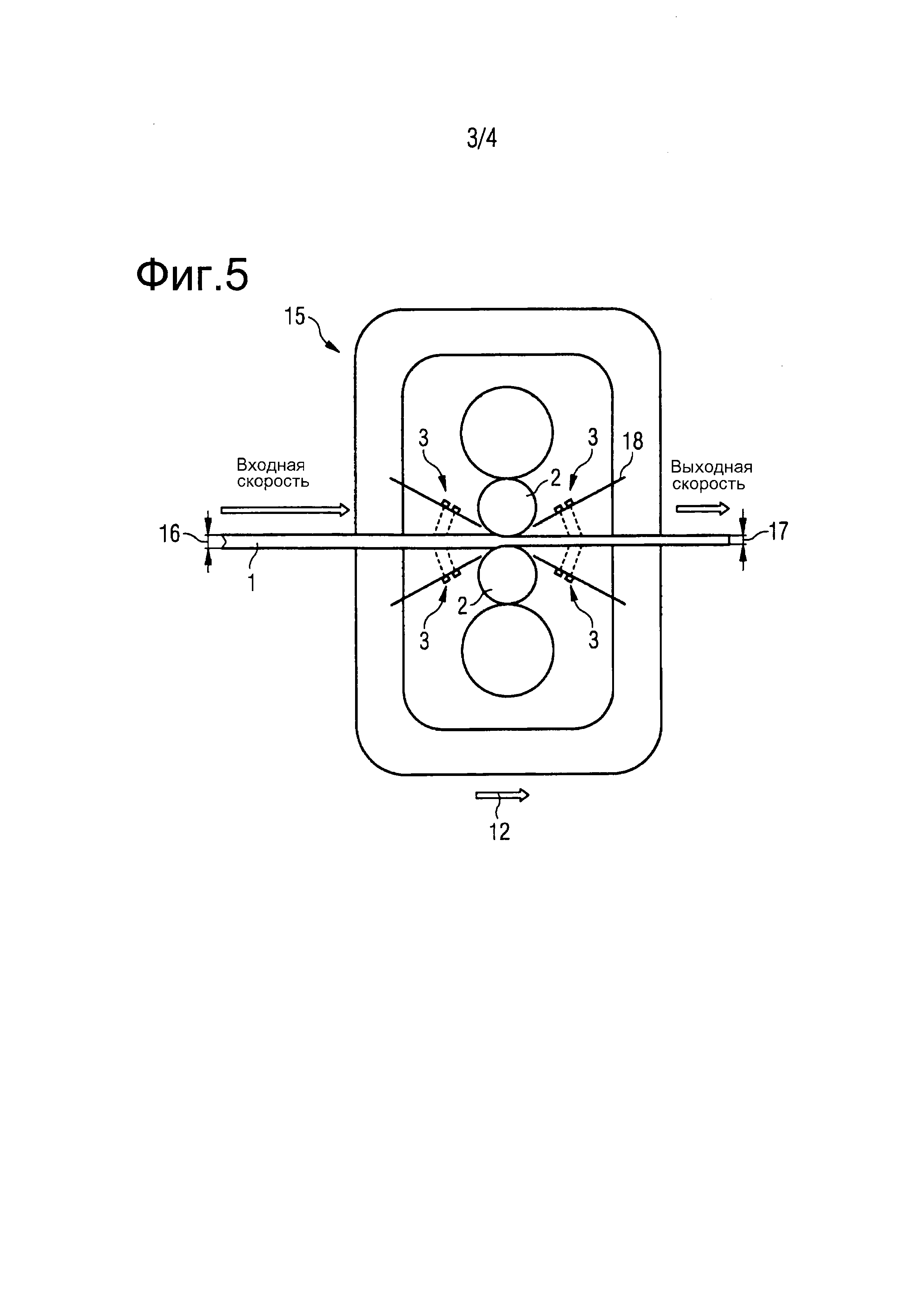
фиг. 5 - прокатная клеть, на виде сбоку;
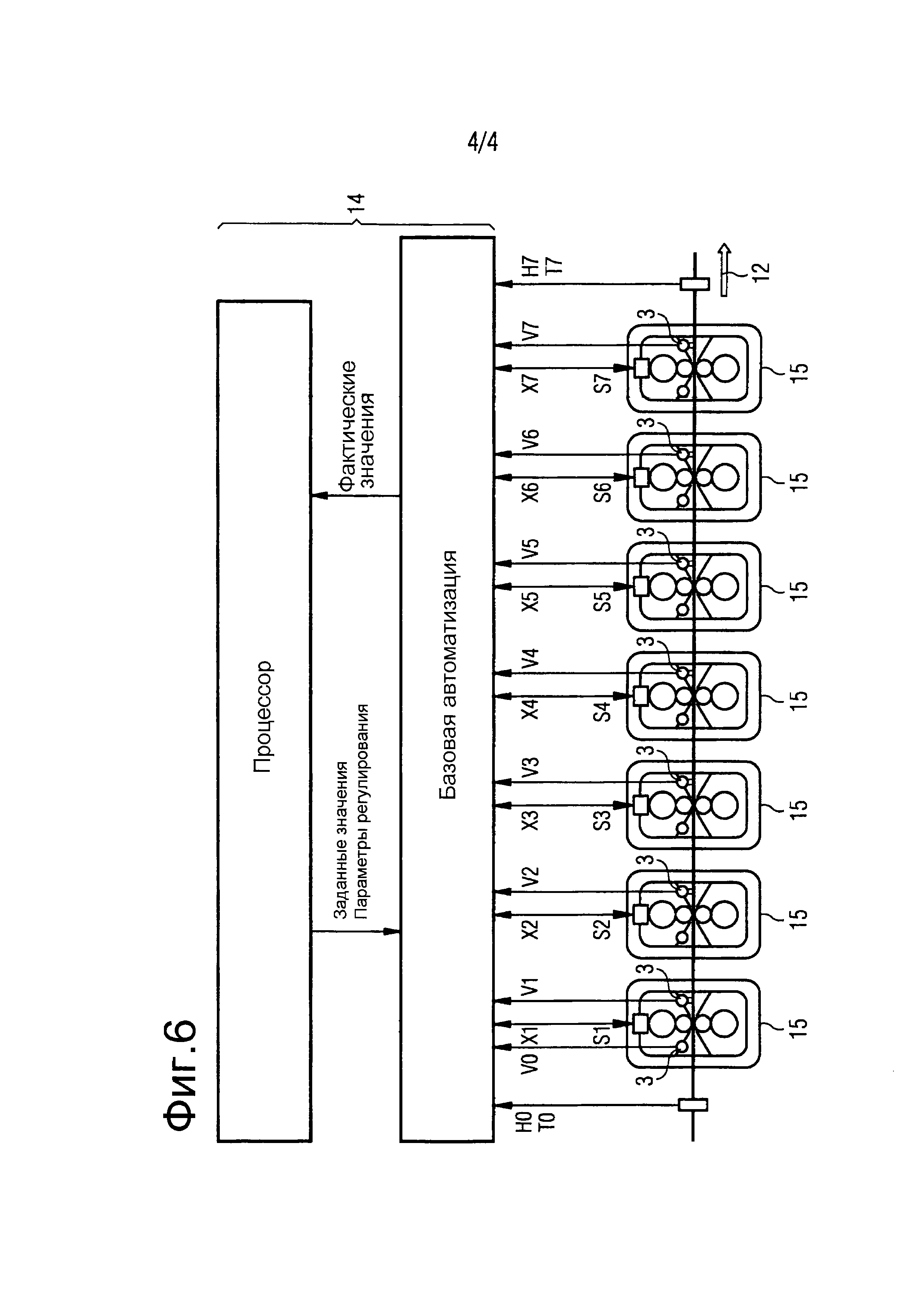
фиг. 6 - упрощенная блок-схема управления прокатным станом.
РЕАЛИЗАЦИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 показан первый пример выполнения изобретения. Показаны два расположенных на расстоянии друг от друга приемопередающих устройства 3. При этом каждый из этих приемопередающих устройств 3 непрерывно создает сфокусированное микроволновое излучение. Это высокочастотное излучение (радарные волны) подаются в неизображенный на фиг. 1 апертурный излучатель, свободный раскрыв которого направлен к металлической полосе 1. Апертурный излучатель передает электромагнитные волны 6 в определенном пространственном угле на широкую поверхность 5 металлической полосы 1. На поверхности 5 полосы микроволновое излучение диффузно рассеивается. В зависимости от характеристик отражения часть этого электромагнитного излучения 6 отражается от соответствующей отражательной поверхности 4 обратно к передающему и принимающему устройству 3. Отраженное микроволновое излучение принимается с помощью неизображенной приемной антенны. Из отраженной части в каждом из обоих приемопередающих устройств 3 создается отраженный сигнал. Оба отраженных сигнала через сигнальные линии 19 подаются в устройство 11 оценки. В устройстве 11 оценки осуществляется анализ сигналов. Оценочное устройство 11 определяет из подводимых отраженных сигналов посредством взаимной корреляции хода изменений 7, 8 амплитуды (см. фиг. 2) скорость металлической полосы 1. Поскольку электромагнитные волны в микроволновом радарном диапазоне являются относительно нечувствительными относительно пара и других мешающих влияний, то можно определять скорость полосы с очень хорошей точностью. В частности, это особенно предпочтительно в станах горячей прокатки широкой полосы. Измерительная система стабильна и значительно не подвержена помехам.
Как схематично показано на фиг. 1, передача и прием микроволнового излучения осуществляется в определенном пространственном угле относительно заданной широкой поверхностью 5 металлической полосы 1 плоскости. Отражательные поверхности 4 лежат на расстоянии 10 друг от друга и на линии 13, которая проходит параллельно направлению 12 движения металлической полосы 1. За счет этого достигается, что ход изменения во времени амплитуд отраженных сигналов является весьма аналогичным, и можно с хорошей точностью определять скорость полосы.
На фиг. 2 показаны определяемые свойствами поверхности катаной полосы вдоль линии 13 амплитуды (амплитуды обратного рассеяния) обоих отраженных сигналов 7 и 8 в зависимости от времени. Как указывалось выше, отражательные поверхности 4 лежат на параллельной направлению 12 движения металлической полосы 1 линии 13 и на расстоянии 10 друг за другом, так что один и тот же участок поверхности проходит со сдвигом во времени под обоими приемопередающими устройствами 3. Вследствие этого оба отраженных сигнала 7, 8 весьма аналогичны по своему изменению во времени. Как показано на фиг. 2, оба сигнала 7, 8 сдвинуты во времени относительно друг друга на ДТ. Корреляция обоих отраженных сигналов 7, 8 становится максимальной, когда сдвиг во времени достигает частному из расстояния между приемопередающими устройствами 3 и фактической скорости полосы, другими словами, измеренная с помощью первого приемопередающего устройства 3 отражательная зона 4 измеряется расположенным на расстоянии вторым приемопередающим устройством 3. Поскольку расстояние 10 между обеими отражательными поверхностями 4 известно, то с помощью этой измерительной системы можно с хорошей точностью вычислять скорость полосы.
На фиг. 3 показан другой пример выполнения изобретения, в котором в качестве отражательной зоны 4 для электромагнитного излучения 6 используется не широкая поверхность 5 катаной полосы 1, а боковая поверхность 9. В этом случае облучаемые обоими приемопередающими устройствами 3 электромагнитным излучением отражательные поверхности 4 также расположены в направлении 12 движения металлической полосы друг за другом на расстоянии 10. Обе отражательные поверхности 4 также лежат на одной линии 13, которая снова проходит параллельно направлению 12 движения металлической полосы 1.
На фиг. 4 показана металлическая полоса 1, которая с помощью двух рабочих валков 2 уменьшается с входной толщины 16 до выходной толщины 17. За счет непрерывности массового потока за счет уменьшения толщины получается, что скорость ve входящей в очаг деформации полосы, окружная скорость vu валков и скорость va выходящей полосы различны. Точное знание скорости полосы имеет большое значение для регулирования состоящего в большинстве случаев из нескольких клетей прокатного стана. Кроме того, при знании одной из толщин полосы (входной толщины he или выходной толщины ha) и входной скорости ve и выходной скорости va в одной прокатной клети можно определять другую толщину полосы (при предположении, что входная ширина be полосы равна выходной ширине ba полосы). Справедливо соотношение

Понятно, что вместо двух может быть расположено друг за другом также несколько таких приемопередающих устройств 3 в направлении 12 движения полосы. За счет анализа сигналов с несколькими амплитудами обратного рассеяния возможна компенсация, среди прочего, мешающих движению полосы величин, которые лежат поперек направления движения (направления прокатки). Радарное передающее устройство и радарное приемное устройство могут быть реализованы в двух раздельных приборах или могут быть интегрированы в одном единственном приборе. Аналогичным образом, это относится также к устройству 11 оценки и приемопередающему устройству 3.
Расстояние между приемопередающими устройствами 3 и горячекатаной полосой в показанных на фиг. 1-3 примерах выбрано, с одной стороны, достаточно большим, так что исключено механическое или термическое повреждение измерительного устройства. С другой стороны, расстояние выбрано так, что излучаемое антенной электромагнитное излучение облучает возможно меньшую зону на поверхности металлической полосы. За счет этого можно лучше оценивать корреляцию между обоими измерительными положениями.
Концентрация электромагнитного излучения на особенно небольшой облучаемой поверхности полосы достигается с помощью микроволновых антенн, которые имеют сильно сфокусированную диаграмму направленности. Особенно хорошая фокусировка электромагнитного излучения достигается, в частности, с помощью апертурных излучателей, таких как рупорные излучатели с лепестковой диаграммой направленности.
На фиг. 5 сильно упрощенно показана на виде сбоку прокатная клеть 15. Прокатываемое изделие 1 с входной толщиной 16 прокатывается в зоне между рабочими валками 2 до выходной толщины 17. Передающие и приемные антенны радарного блока заделаны в скребок 18. Эта установка в прокатной клети, соответственно, в станине 15 прокатной клети имеет преимущество небольшого расстояния до очага деформации, т.е. контур регулирования толщины не имеет времени запаздывания. В показанном примере выполнения как на стороне входа, так и на стороне выхода с верхней стороны и с нижней стороны катаной полосы 1 расположено такое приемопередающее устройство 3. Эти радарные измерительные приборы 3 могут быть установлены как в середине линии прокатки, так и вне середины. Может быть также предпочтительным, что как на стороне входа, так и на стороне выхода по причинам обеспечения избыточности установлено несколько таких радарных измерительных приборов 3 в станине прокатной клети 15.
На фиг. 6 показана упрощенная блок-схема автоматизации прокатного стана. При этом отдельные прокатные клети 15 соединены через сигнальные линии с системой 14 управления. Эта система 14 управления состоит в показанном примере из процессора и базовой автоматизации (автоматизации уровня 1 / уровня 2). При этом процессор задает для базовой автоматизации номинальные значения и параметры для регулирования, соответственно управления. Базовая автоматизация снабжает процессор фактическими значениями процесса. На каждой прокатной клети 15 установлены приемопередающие устройства 3, которые поставляют для вышестоящей базовой автоматизации значения измерения с помощью радара скорости V0-V7 полосы. Эти значения измерения с помощью радара скорости V0-V7 полосы применяются при регулировании толщины. За счет этих значений измерения с помощью радара скорости полосы можно отказаться от оценки иначе обычных датчиков скорости вращения на главных приводах прокатных клетей. На фиг. 6 показана передача других измеренных/заданных значений между прокатными клетями 15 и вышестоящей системой 14 управления: толщины Н0, Н7 полосы; температуры Т0, Т7; усилий X1, Х7 прокатки, изгибных усилий; положений установки валков, положения петлеобразователя и т.д., а также положений S1-S7 установки валков, изгибных усилий, скорости вращения и т.д.
Согласно другому аспекту данного изобретения предлагается способ управления прокатным станом для изготовления горячекатаной полосы, при этом горячекатаная полоса пропускается в направлении движения через очаг деформации пары рабочих валков. При этом горячекатаная полоса подвергается уменьшению толщины с входной толщины 16 до выходной толщины 17. С целью регулирования толщины в систему 14 управления подают одно или несколько фактических значений входной толщины 16 и/или выходной толщины 17. При измерении входной толщины 16 и/или выходной толщины 17 используют скорость полосы, определенную способом по любому из пп. 1-4 или устройством по любому из пп. 5-15 формулы изобретения.
Согласно другому аспекту данного изобретения предлагается прокатный стан для изготовления катаной полосы, в котором для управления толщиной полосы используются значения скорости полосы определенную способом по любому из пп. 1-4 или устройством по любому из пп. 5-15 формулы изобретения.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Прокатываемая полоса
2 Рабочий валок
3 Приемопередающее устройство
4 Отражательная поверхность
5 Широкая поверхность катаной полосы
6 Электромагнитное излучение
7 Амплитуда обратного рассеяния первого приемопередающего устройства
8 Амплитуда обратного рассеяния второго приемопередающего устройства
9 Боковая поверхность катаной полосы
10 Расстояние между отражательными поверхностями
11 Устройство оценки
12 Направление движения катаной полосы
13 Линия
14 Система управления
15 Прокатная клеть
16 Входная толщина
17 Выходная полоса
18 Скребок
19 Сигнальная линия
Участок охлаждения с нижней распылительной балкой
Загрузочный желоб для агломерата
Система для грануляции шлака
Устройство для перемещения узла резания и сварки металлических полос
Устройство для загрузки металлургического плавильного сосуда металлическим ломом
Способ и устройство для проводки металлических полос с помощью изнашивающихся тел
Эджер прокатного стана
Намоточная машина для намотки нескольких рулонов прокатанного материала вокруг одного барабана
Блок ролика роликовой проводки для установки непрерывной разливки
Смазка с помощью форсунок с входными отверстиями для масла
Система гранулирования шлака и способ работы
Охлаждаемый ролик роликовой проводки
Способ и устройство для комбинированной литейно-прокатной установки
Охлаждаемый многоопорный направляющий ролик ручья
Тянущий ролик наматывающего устройства прокатного стана и способ его изготовления
Способ и устройство для изготовления брикетов

