Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА
Вид РИД
Изобретение
Область техники
Изобретение относится к области способов защиты электромеханических и элекромагнитных устройств для работы в агрессивной среде, в частности в соленой морской воде.
Уровень техники
Известен способ изготовления сейсмоприемного устройства для разведки акваторий дна по опубликованной патентной заявке RU 94028422 (МПК G01V 1/00, опубл. 27.06.1996), по которому ядро секции сейсмоприемного устройства, включающего силовой трос, гидрофон и кабели, соединяющие гидрофоны, размещают в форме, помещенной на станине, включающей отдающее, направляющее и заливочное устройство и емкости для вакуумирования и подогрева компаунда. Процесс приготовления компаунда включает подготовку его компонентов и их смешение в центрифуге в совокупности с ультразвуковыми воздействиями, причем компаунд включает ингредиенты в соотношении, мас. %: эпоксидированная смола 89-92, отвердитель 7-10, ускоритель 1-3. Также с внешней стороны формы размещают с шагом 15-25 см ультразвуковые преобразователи и возбуждают в компаунде ультразвуковые воздействия с частотой, равной частоте собственных колебаний неотвержденного компаунда, и ультразвуковые воздействия производят в течение времени, при котором достигают полного отверждения компаунда. Процесс изготовления сейсмоприемного устройства заливкой формы компаундом в совокупности с ультразвуковым воздействием в широком диапазоне частот позволяет за счет снижения вязкости компаунда снизить температуру заливки до 60-80°C и повысить прочность оболочки сейсмоприемного устройства за счет дегазации компаунда и увеличения его диффундирующей и проницающей способности в поры и трещины материала формы и сейсмоприемного устройства и позволяет обеспечить более высокое сцепление и повысить прочность изделия на разрыв на 10-40% по сравнению с имеющимися устройствами.
Однако все же данный способ изготовления устройства для морского подводного применения является явно достаточно специфическим и в связи с этим излишне сложным как по используемой аппаратуре, так и по технологическим приемам и режимам. А кроме того, этот способ не предусматривает дополнительной точной механической обработки устройства после отверждения компаунда и выемки устройства из формы.
Также известно несколько изобретений со способами заливочной герметизации компаундом электротехнических изделий, например:
1) способ сборки грузоподъемного электромагнита в патенте RU 2238904 (МПК B66C 1/06, опубл. 27.10.2004), в котором наружную и внутреннюю цилиндрические поверхности катушки герметизируют листовым термореактивным изолирующим материалом, причем наружный лист стягивают бандажом, внутренний лист распирают технологическим сердечником, затем катушку по плоскости, свободной от выводов, герметизируют нанесением жидкой изоляционной массы с последующим ее отверждением, а перед размещением катушки в корпусе технологический сердечник и бандаж удаляют. При этом в качестве листовой термореактивной изоляции применяют стеклотекстолит; жидкую изоляционную массу выполняют на основе эпоксидных смол; в качестве эластичного изоляционного состава используют битумный или полиуретановый компаунд, а заливку жидкой изоляционной массы в катушку ведут до уровня, обеспечивающего фиксацию выводов катушки массой при ее отверждении;
2) способ изготовления грузоподъемного электромагнита в патенте RU 2325316 (МПК B66C 1/06, H01F 41/00; опубл. 27.05.2008), в котором для повышения надежности изоляции катушки электромагнита в процессе изготовления неоднократно используют изоляционную массу (компаунд) с последующим горячим отверждением. При этом в качестве изоляционной массы применяют эпоксидный компаунд горячего отверждения, а заливку полости электромагнита ведут в камере под вакуумом или чередуют создание в камере вакуума с созданием повышенного давления воздуха;
3) высоковольтная катушка индуктивности и способ ее изготовления в патенте RU 2324248 (МПК H01F 5/02, H01F 41/02; опубл. 10.05.2008), где изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея, а электроизоляцию и герметизацию осуществляют посредством размещения в герметичную разъемную заливочную форму, выполненную из металла и заливки в нее компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей;
Однако во всех этих способах отсутствует точная механическая обработка частей полученных изделий после отверждения залитого компаунда и предварительно установленные реперные элементы с реперными точками для обеспечения выполнения такой обработки.
Наиболее близким аналогом можно условно признать способ изготовления в устройствах и деталях герметичных и негерметичных электрических и/или электромагнитных и/или оптических вводов электрической и электромагнитной энергии и сигналов в опубликованной патентной заявке RU 2005137417 (МПК H01R 43/20, опубл. 10.06.2007), где есть механическая обработка компаунда после заливки. В способе в зависимых пунктах формулы изобретения, в частности, указано, что приготовляют соответствующий техническим условиям для всех вводов или для группы вводов компаунд, подготавливают в соответствии с технологией для компаунда отверстия и деталь для заливки компаундом и заливают им сверху все отверстия в детали для всех вводов; всю конструкцию оставляют до полного застывания (схватывания) компаунда, пока все вводы не будут механически, соответствующим образом, зафиксированы в предназначенных для них отверстиях в детали, далее извлекают деталь из конструкции. Вводы перед заливкой группы или групп электродов компаундом могут фиксировать в пространстве под одинаковыми или разными углами к вертикальному положению как в пределах группы, так и между группами. Деталь могут переворачивать и делать одну или несколько дополнительных заливок компаундом мест вокруг электродов как с одной, так и с другой стороны. Перед любой дополнительной заливкой компаундом мест вокруг вводов, а также после застывания (схватывания) до нужного состояния компаунда могут проводить дополнительную механическую обработку застывшего компаунда и/или отверстий в детали и/или вводов. После полного или частичного застывания компаунда в отверстии в детали могут проводить дополнительную механическую обработку этого компаунда и/или соответствующего отверстия в детали и/или вводов. После полного застывания компаунда могут проводить операции для защиты компаунда и детали от разрушения, например, покрывать лаками, красками и другими веществами.
Однако данный специфический способ все же предназначен для изготовления в устройствах и деталях герметичных и негерметичных электрических, и/или электромагнитных, и/или оптических вводов, а не для изготовления герметичного электромеханического устройства с взаимоотносительно подвижными частями (как например, статор и ротор электромеханического приводного двигателя).
Раскрытие изобретения
Задача изобретения - обеспечение возможности точной механической обработки поверхностей узла, залитого герметичным компаундом, для последующего взаимодействия (в первую очередь точного сопряжения) с ответными деталями и узлами электромеханического устройства.
Технический результат изобретения - получение электромеханического устройства для работы в агрессивной среде (в частности, в соленой морской воде под высоким давлением на большой подводной глубине) с сохранением всех рабочих характеристик исходного устройства, предназначенного для работы в нормальных климатических условиях.
Технический результат достигается тем, что в способе изготовления герметичного электромеханического устройства перед установкой в заливаемую герметизирующим компаундом форму герметизируемого электромагнитного статора устройства, исходно не предназначенного для работы в агрессивной рабочей среде, в указанном статоре закрепляют стойкие против рабочей агрессивной среды реперные элементы, для последующей точной механической обработки загерметизированного компаундом статора устройства. В том числе на место последующей установки ротора устройства вклеивают или надежно закрепляют реперный элемент в виде полого стержня. Базируют статор в заливочной форме перед заливкой компаундом по нескольким реперным элементам (преимущественно выступающим за стенки формы). После заливки и отверждения компаунда статор извлекают из формы и механически точно обрабатывают контактные поверхности статора, базируясь на реперных элементах, в том числе посадочное место под ротор. Стержень протачивают до толщины его стенки, обеспечивающей последующую беспрепятственную и практически безлюфтовую подвижность ротора устройства в этом стержне, то есть стержень протачивают до диаметра больше, чем у ротора, для обеспечения требуемого зазора для скользящей подвижности ротора устройства в полости этого стержня.
При этом ротор также надежно закрепляют в защитную от агрессивной рабочей среды оболочку, которую также механически точно обрабатывают по внешней поверхности посадочного места в статоре до толщины стенки оболочки, также обеспечивающей последующую беспрепятственную и практически безлюфтовую подвижность ротора устройства в механически обработанном полом стержне загерметизированного компаундом статора. Конкретнее, толщина защитных стенок посадочных мест ротора и статора после их механической обработки обычно составляет 0,2…0,3 мм, в среднем 0,25 мм.
Перечень фигур
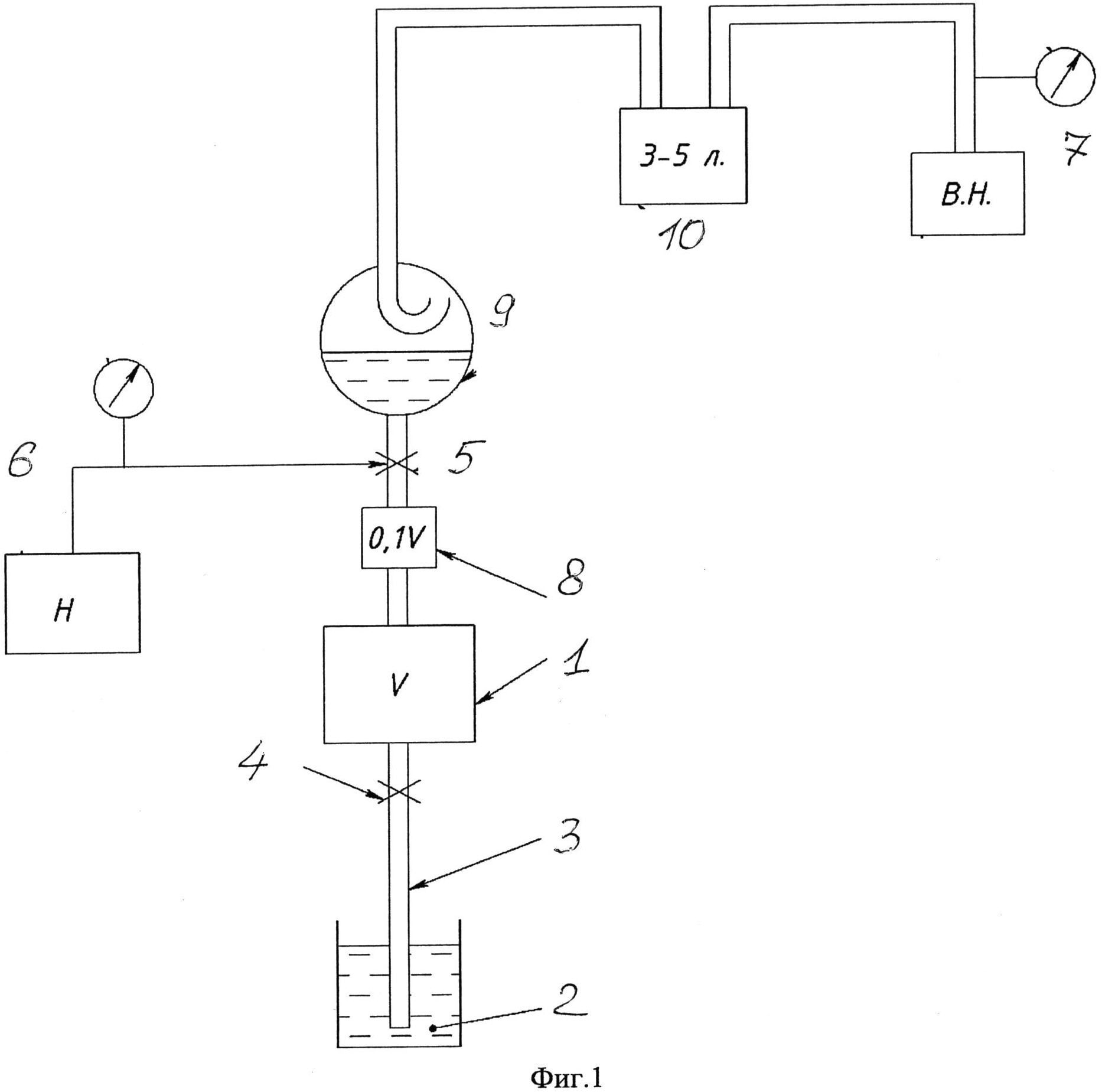
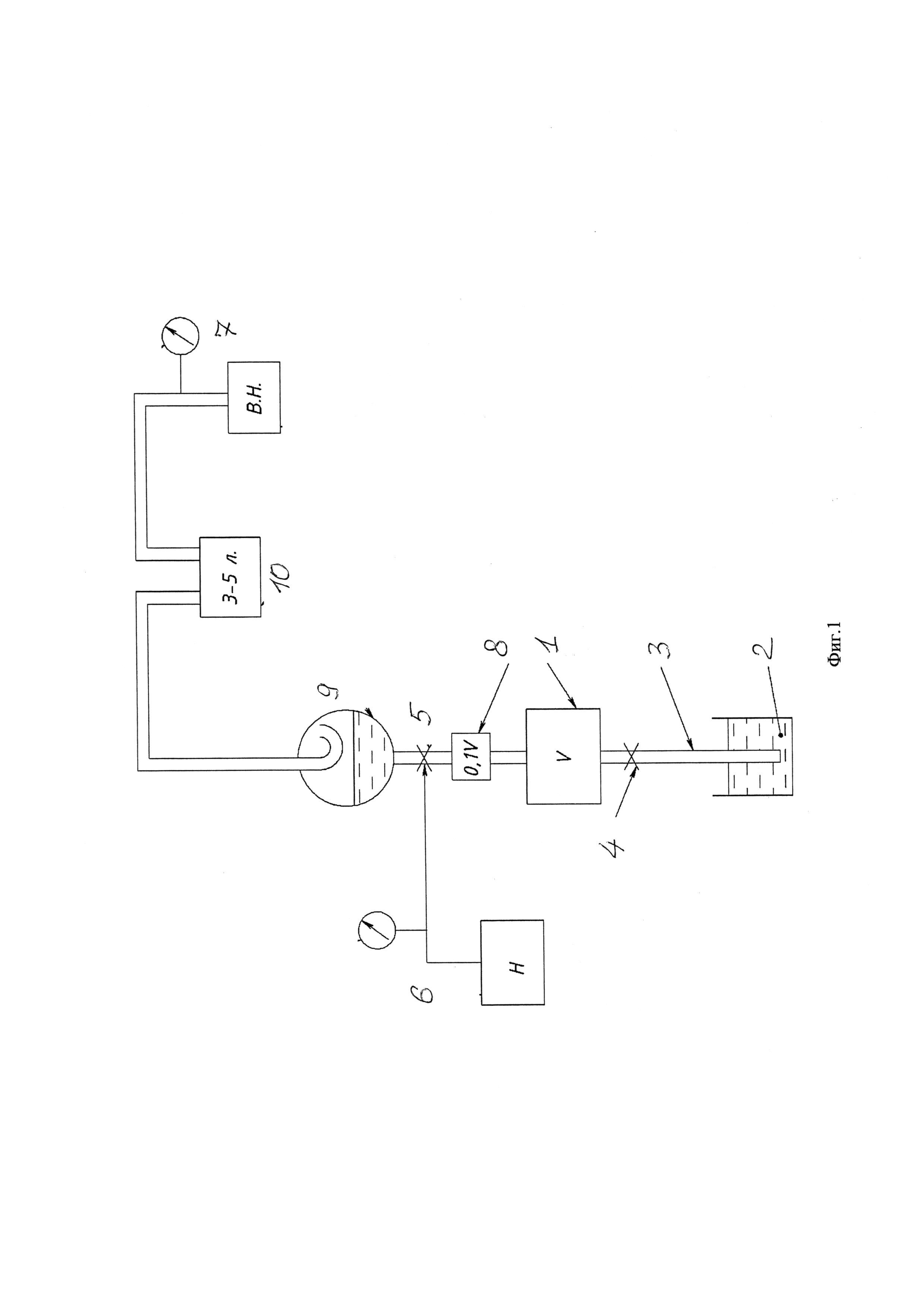
Фиг. 1 - схема заливочной установки;
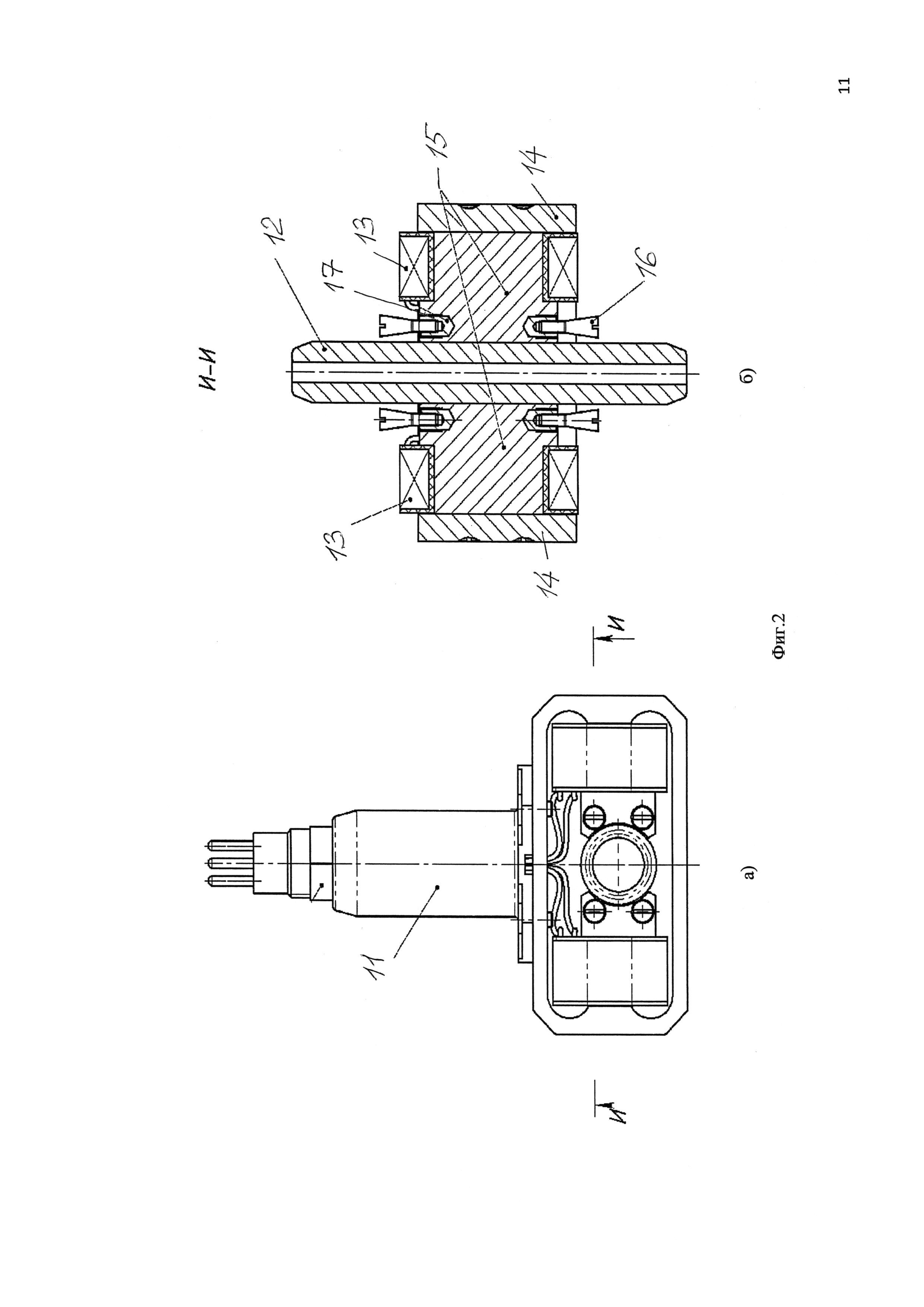
Фиг. 2(а, б) - вид и разрез статора (как типового электромеханического устройства с реперными элементами) перед герметизирующей (от морской воды) заливкой компаунда в заливочной установке;
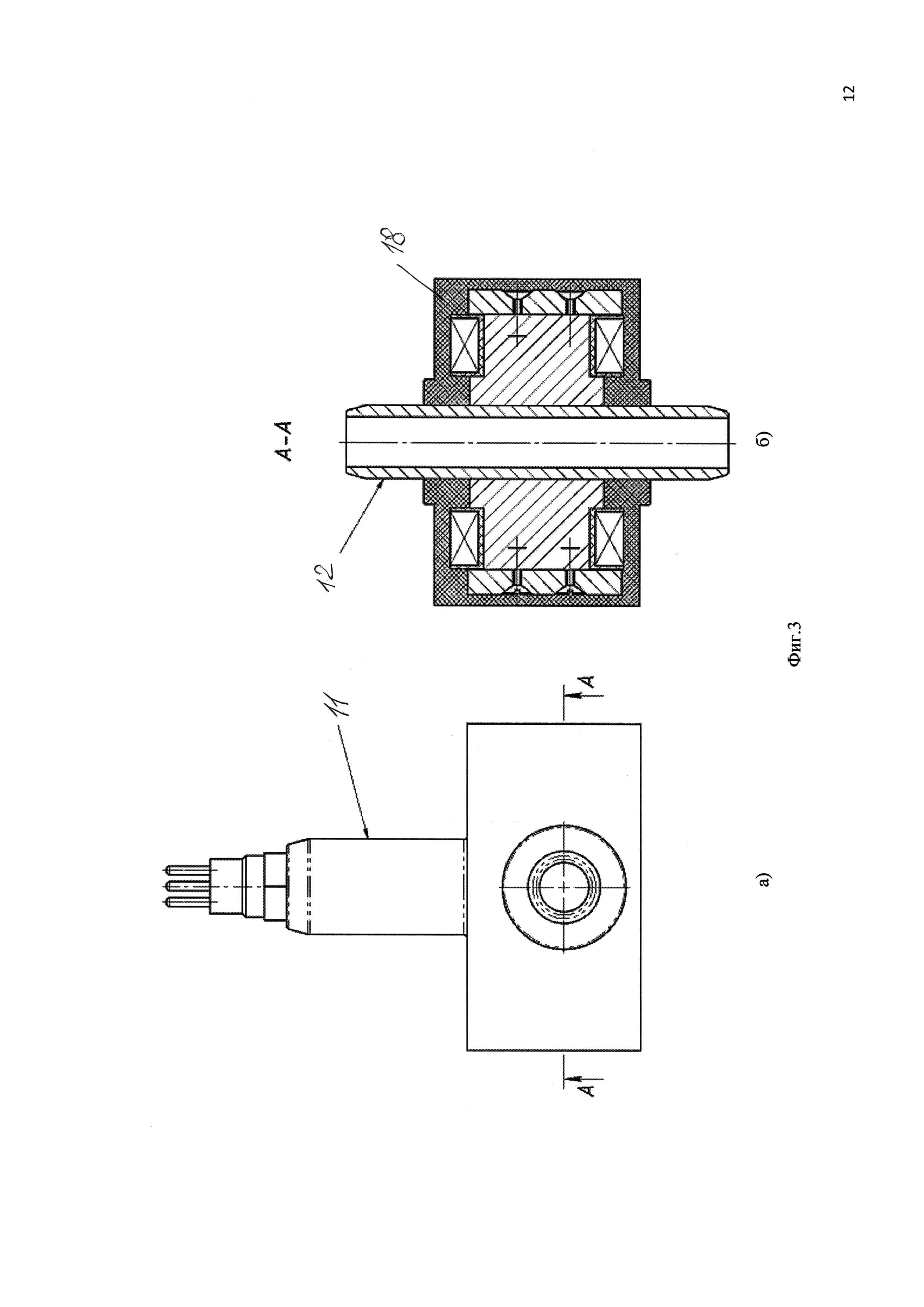
Фиг. 3(а, б) - вид и разрез статора после герметизирующей заливки компаунда в заливочной установке, но до окончательной механической обработки поверхностей устройства, в том числе с обработкой части поверхностей реперных элементов;
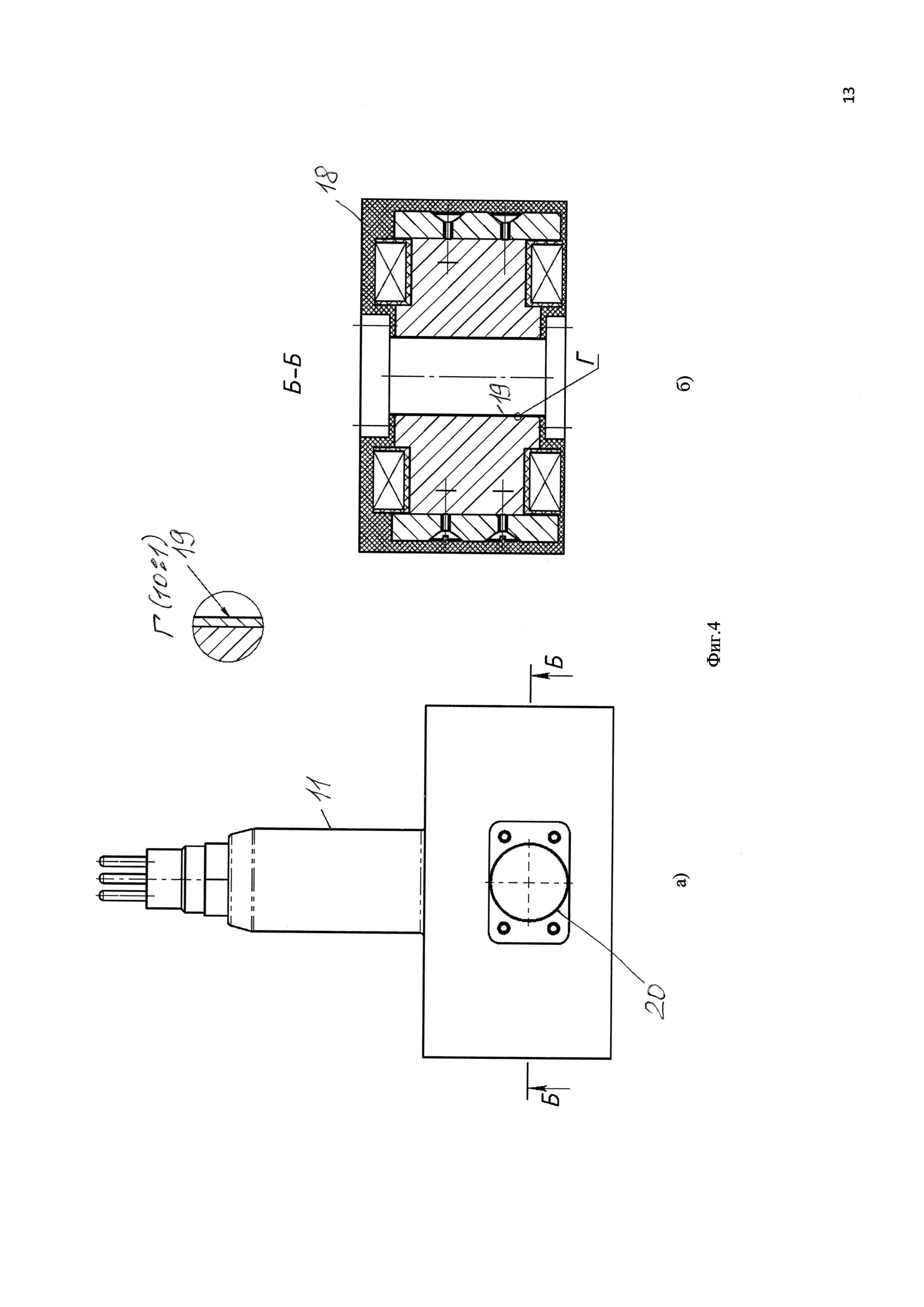
Фиг. 4(а, б) - вид и разрез статора после окончательной механической обработки поверхностей устройства;
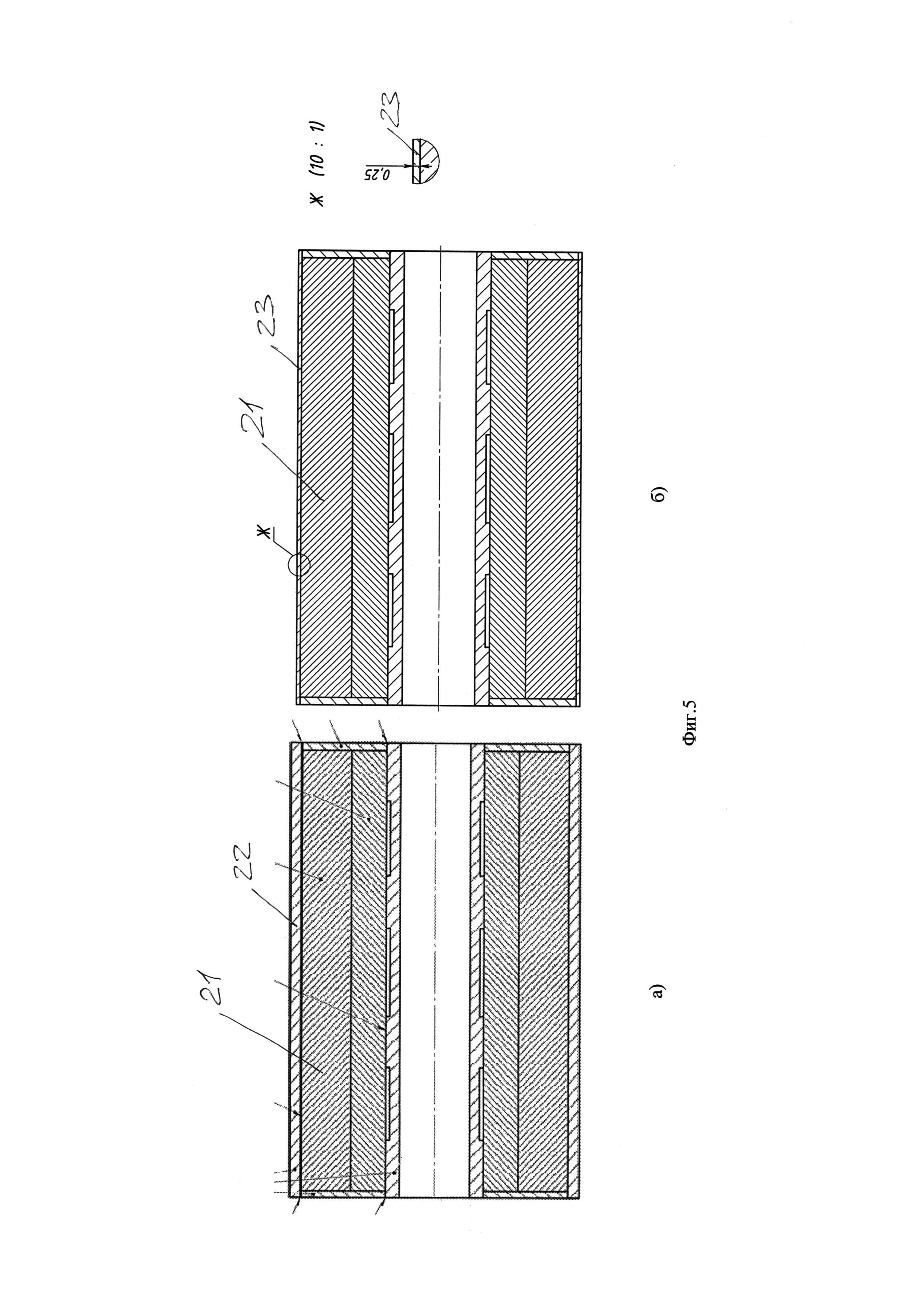
Фиг. 5(а, б) - магнитный стальной ротор (полый для установки в нем эксцентрикового вала (не показан)) после сборки с герметизацией от морской воды пластинами из титанового сплава до механической обработки (а) и после окончательной механической обработки титановой стенки по наружному диаметру ротора (б).
Осуществление изобретения
На фигурах в единой сквозной нумерации позициями обозначены:
1 - заливочная форма; 2 - емкость с компаундом; 3 - вакуумный шланг; 4 - первый вакуумный кран; 5 - второй вакуумный кран; 6 - насос с манометром; 7 - вакуумный насос с вакуумметром; 8 - расширительный бачок; 9 - стеклянная ловушка; 10 - ресивер.
11 - корпус с электроразъемом титановый (корпус как реперный элемент) для запитывания статора; 12 - титановый полый стержень (реперный элемент) в отверстии статора; 13 - электромагнитная катушка статора; 14 - магнитопровод (из стального сплава 50H); 15 - электромагнитные полюсы (из стального сплава 50H); 16 - винты технологические (как временные заглушки для резьбовых отверстий в полюсах); 17 - защитные титановые футорки, посаженные на герметичный клей в исходных незащищенных резьбовых отверстиях;
18 - залитый герметичный компаунд; 19 - обработанная (толщиной 0,25 мм) стенка отверстия титанового стержня 12 для ротора;
20 - обработанное посадочное место в статоре под ротор с валом;
21 - магнитный ротор полый для эксцентрикового вала (вал не показан); 22 - герметичное титановое покрытие (оболочка) стального ротора до окончательной обработки; 23 - обработанная (толщиной 0,25 мм) стенка титанового покрытия ротора для посадки в обработанное отверстие статора со стенкой покрытия 19.
Главный отличительный признак предлагаемого изобретения - это то, что после затвердевания компаунда проводят достаточно точную механическую обработку контактных поверхностей устройства с базированием по реперным элементам и включая обработку части самих реперных элементов. Изначально реперные элементы появились потому, что требовался малый зазор между герметизируемым (от агрессивной внешней среды, в том числе соленой морской воды с высоким давлением) статором (который герметично заливали компаундом) и ротором с сохранением герметичности и коррозионной защиты статора и ротора при безусловной свободной подвижности ротора относительно статора.
На фиг. 2(а, б) эти реперные элементы в типовом электромеханическом устройстве с электромагнитным статором показаны до герметизирующей заливки компаунда в заливочной установке, на фиг. 3(а, б) - после заливки и выемки из формы, а на фиг. 4(а, б) показано, что после окончательной точной механической обработки с удалением частей реперных элементов остается тонкий (толщиной порядка 0,2…0,3 мм) слой коррозионно стойкого металла (титана, титанового сплава - против электролитической коррозии от соленой воды) для необходимой коррозионной защиты статора от агрессивной внешней среды, в том числе соленой морской воды с высоким давлением.
Схема заливочной установки для заливки компаунда на устройство представлена на фиг. 1. Установка работает следующим образом. Вакуумный насос откачивает воздух из ресивера (ресивер необходим, чтобы пары компаунда не попадали в вакуумный насос) и стеклянной ловушки, после чего открывают кран №2 и воздух откачивается из расширительного бачка и заливочной формы (так же можно вакуумировать всю систему сразу). После того как система была вакуумирована, открывают кран №1 и в систему за счет разряжения воздуха поступает заливочный компаунд, до стеклянной ловушки. После появления компаунда в стеклянной ловушке (в ловушке желателен крюк шланга для предотвращения попадания компаунда в шланг) перекрывают кран №1 и подключают насос для создания давления внутри системы, до полного затвердевания компаунда.
В зависимости от типа компаунда в системе могут применяться нагревательные элементы для подогрева самого компаунда перед заливкой или для подогрева заливочной формы, чтобы улучшить застывание компаунда. Также в зависимости от требуемой степени надежности заливки в системе может отсутствовать насос для создания давления или осуществлена непосредственная заливка компаунда в заливочную форму, без вакуумирования и последующего создания давления.
Пример осуществления способа. В качестве компаунда использовали электроизоляционный компаунд Scotchcast 40 разработки компании 3М (хотя это может быть и другой компаунд, например гелькоут). Компаунд разработан для электрической изоляции и механической защиты электрических соединений. Его преимуществами для использования являются его следующие важные характеристики: это двухкомпонентная полиуретановая смола без наполнителей, самоотверждающаяся при комнатной температуре (то есть не требует подогрева при заливке). После отверждения смола обеспечивает ударопрочность и долговечность в условиях влаги и атмосферной коррозии (то есть подходит и для морской воды). Область применения: механическая защита и электроизоляция низковольтных электросоединений в том числе при подводной прокладке. Особенности компаунда: хорошая адгезия к металлам и различным пластмассам; гидрофобные свойства на стадии отверждения; превосходная гидролитическая устойчивость; низкая температура экзотермической реакции.
В качестве типового герметизируемого электромеханического устройства был выбран неполноповоротный электродвигатель, состоящий из статора и ротора, для перемещения золотника гидравлического распределителя, работающего на соленой морской воде.
Статор состоит из двух катушек в общем корпусе с единым магнитопроводом и двумя полюсами. Перед заливкой статора герметизирующим компаундом, на статор устанавливают электрический морской разъем в сборе с корпусом, а провода спаивают (корпус разъема служит реперным элементом, который не обрабатывается), а также вклеивают полый титановый стержень на место ротора (стержень - это тоже реперный элемент, по которому после выемки из заливочной формы будут базироваться и который будут механически дорабатывать). В полюса вкручивают и стопорят клеем защитные титановые футорки. В титановые футорки вкручивают технологические винты, которые после заливки выворачивают (резьбы, в которые вкручивают винты, служат впоследствии реперными элементами (или реперными точками) для обработки выборки под крышку. Для облегчения выкручивания винты смазывают специальным составом, чтобы к нему не приставал компаунд. Базируют статор в форме (прессформе) перед заливкой компаундом по трем выступающим элементам (двум элементам концов стержня и корпусу электрического разъема - см. фиг. 2(а, б)). После заливки и выемки из прессформы статор (см. фиг. 3(а, б)) обрабатывают по реперным элементам и, базируясь по необрабатываемым реперным элементам, протачивают обрабатываемый реперный титановый полый стержень до толщины его стенки 0,2…0,3 мм, в среднем 0,25 мм (см. фиг. 4(а, б)).
Ротор включает в себя стакан ротора, крышку и втулку. Ротор, который состоит из 4 магнитов, наклеенных на четырехгранный стержень из сплава 50Н, ставят в защитную титановую оболочку, которую частично сваривают герметичной лазерной сваркой, частично приклеивают клеем ВК9 на ротор. Оболочка состоит из наружной втулки для последующей обработки под посадку с зазором (но практически без люфта) в отверстие статора, внутренней втулки для передачи крутящего момента на эксцентриковый вал и двух пластин по торцам ротора. Затем наружную втулку механически обрабатывают до толщины 0,2…0,3 мм, в среднем 0,25 мм (см. фиг. 5(а, б)).
Способ изготовления малогабаритных оребренных листовых деталей
Способ непрерывного разделения смеси этилхлорсиланов
Способ получения катализатора
Способ изготовления труб малого диаметра
Агрегат для отвода картерных газов в системе вентиляции картера двигателя внутреннего сгорания
Корпус судна туннельного типа
Реверсивно-рулевое устройство движительного комплекса (варианты)
Установка пожаротушения
Корпус транспортного средства
Быстроразъемное соединение трубопроводов
Способ регулирования электрической передачи тепловоза
Уплотнение газового стыка между втулкой и крышкой цилиндра двигателя внутреннего сгорания
Интерметаллидный сплав на основе титана и изделие из него
Устройство для подвески и контроля массы рабочей платформы подъемника

