Результат интеллектуальной деятельности: ПРИМЕНЕНИЕ РАСТВОРА, СОДЕРЖАЩЕГО СУЛЬФАТ-ИОНЫ, ДЛЯ УМЕНЬШЕНИЯ ПОЧЕРНЕНИЯ ИЛИ ПОТУСКНЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА ПРИ ЕГО ХРАНЕНИИ И МЕТАЛЛИЧЕСКИЙ ЛИСТ, ОБРАБОТАННЫЙ ТАКИМ РАСТВОРОМ
Вид РИД
Изобретение
Настоящее изобретение относится к металлическому листу, включающему стальную подложку с покрытием, включающим цинк и магний, по меньшей мере, с одной стороны.
Металлический лист этого типа предназначен, в частности, для использования при изготовлении деталей автомобилей, хотя не ограничивается этими применениями.
Покрытия, состоящие в основном из цинка, обычно используют для эффективной защиты от коррозии, например, в автомобильной промышленности или в строительстве. Однако эти покрытия вызывают проблемы со свариваемостью и в настоящее время конкурируют с покрытиями, которые содержат цинк и магний.
Добавление магния значительно увеличивает стойкость этих покрытий к точечной коррозии и позволяет уменьшить толщину этих покрытий и таким образом улучшить их пригодность для сварки или также сохранять толщину покрытия и увеличить гарантированную защиту от коррозии во времени.
Кроме того, улучшение стойкости к коррозии таково, что в настоящее время можно уменьшить или даже исключить применение вспомогательных средств защиты, таких как использование восков или мастик в местах, которые наиболее подвержены коррозии.
Однако рулоны листа с поверхностным покрытием этого типа могут иногда оставаться в хранилищах в течение многих месяцев прежде, чем они будут формоваться конечным пользователем, в течение этого времени поверхность не должна изменяться за счет появления поверхностной коррозии. В частности, коррозия не должна появиться независимо от среды хранения, даже если металлический лист подвергается воздействию солнца и/или влажной или даже солесодержащей окружающей среды.
Стандартные оцинкованные продукты, то есть продукты, покрытия которых состоят в основном из цинка, также имеют ограничения и покрыты защитной смазкой, чего, как правило, бывает достаточно.
Изобретатели, однако, установили, что в случае выпотевания этой защитной смазки, у покрытий, которые содержат цинк и магний, происходит незначительное окисление поверхности при хранении, которое модифицирует взаимодействие света с поверхностью и тем самым изменяет их внешний вид.
В этом случае было отмечено появление черных пятен для покрытий, содержащих цинк и магний, причем это явление обозначается термином «почернение». Для покрытий, которые содержат цинк, магний и алюминий, вся поверхность, которая не покрыта смазкой, становится тусклой, и в этом случае явление называется потускнением.
Кроме того, использование для временной защиты ограничено в значительной степени, потому что, с одной стороны, смазка имеет тенденцию загрязнять рабочую среду и инструменты для резки и формования рулонов металлического листа и, с другой стороны, процесс обезжиривания часто необходим на последующей стадии изготовления деталей из этих рулонов.
Таким образом, существует потребность в развитии системы временной защиты для этих покрытий, в частности, в отношении явления почернения и потускнения, т.е. системы, которая должна быть эффективной даже при отсутствии временной защитной смазки.
Соответственно первой целью настоящего изобретения является применение по п. 1.
Применение в соответствии с изобретением может также включать признаки пп. 2-14, рассматриваемые отдельно или совместно.
Второй целью изобретения является металлический лист.
Другие характеристики и преимущества настоящего изобретения описаны более подробно ниже, и это описание приведено исключительно в качестве примера и ни в коей мере не является ограничивающим.
Данное изобретение описано более подробно на примерах, приведенных в качестве иллюстрации, но не являющихся ограничивающими, и со ссылкой на прилагаемые чертежи, на которых:
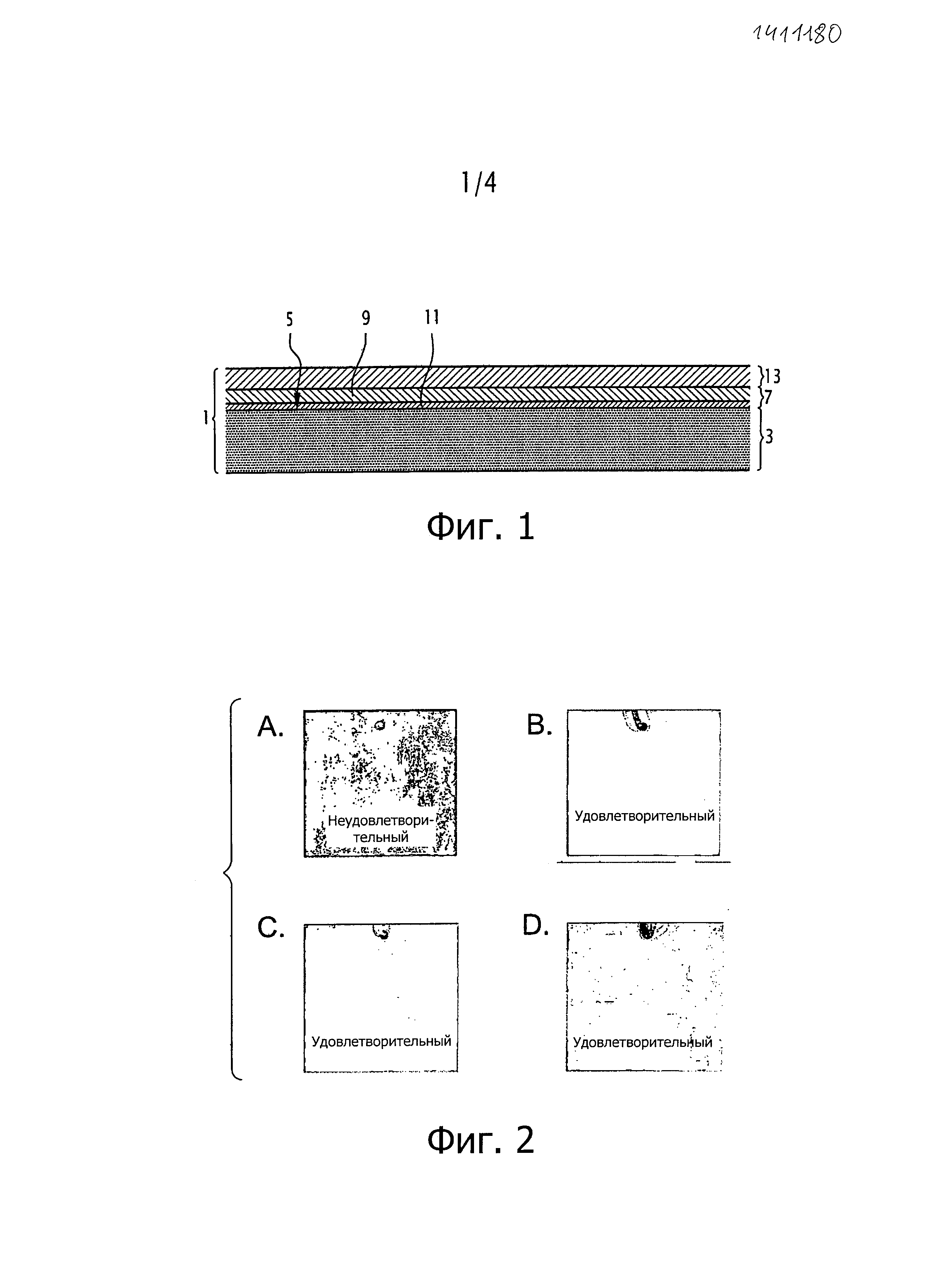
Фиг. 1 является схематическим видом в разрезе, иллюстрирующим структуру стали изобретения.
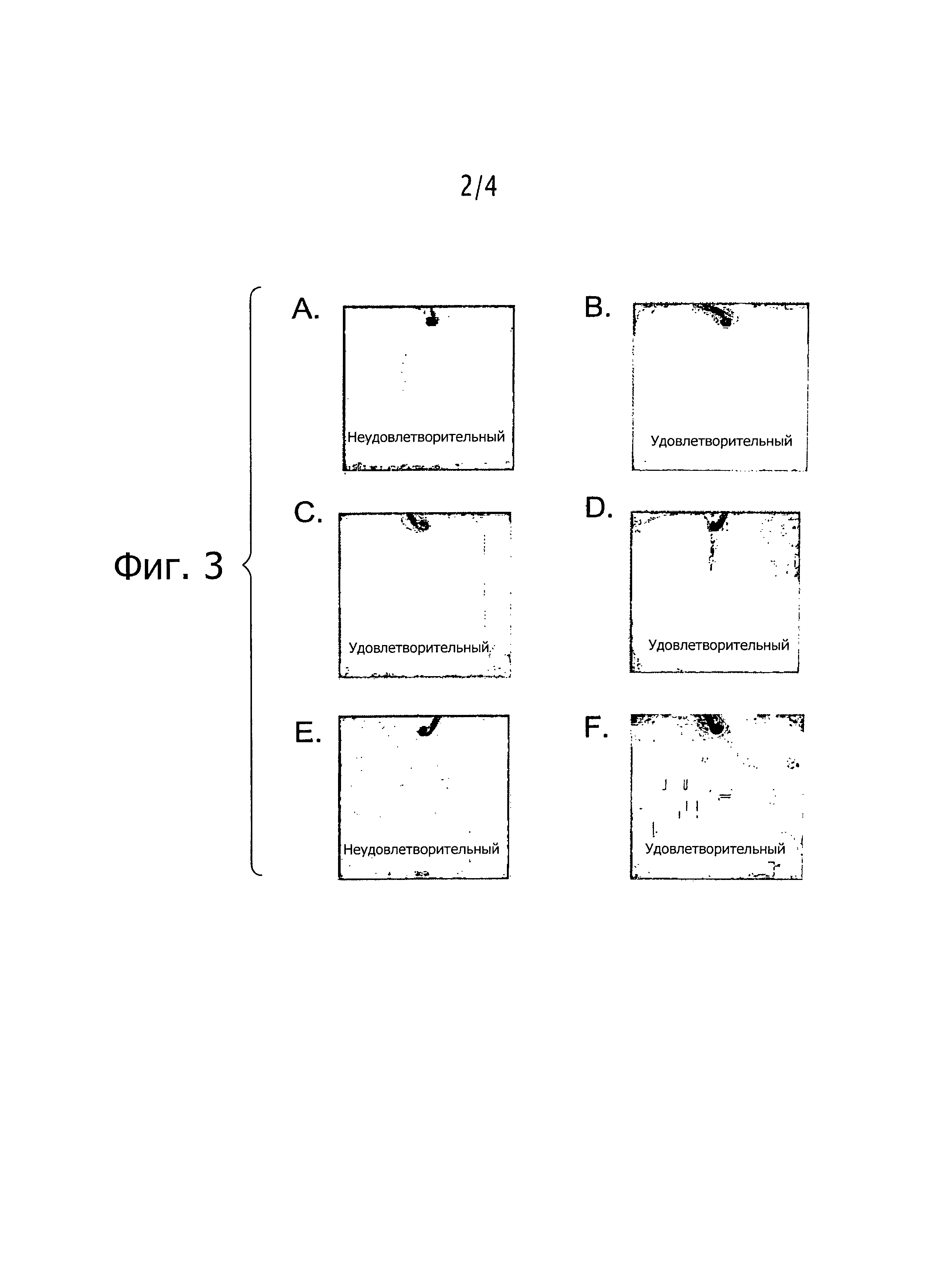
Фиг. 2A-2D и 3A-3F представляют слайды, которые иллюстрируют результаты коррозионных испытаний, проведенных в коррозионно-испытательной камере с контролируемой влажностью и температурой на разных испытуемых образцах стального листа, обработанного в соответствии с изобретением или необработанного.
Фиг. 4-6 являются кривыми, иллюстрирующими результаты испытания на старение с естественным воздействием среды под навесом, выполненные на различных испытуемых образцах из металлического листа, обработанного в соответствии с изобретением или необработанного.
Металлический лист 1 на фиг. 1 включает стальную подложку 3, предпочтительно изготовленную горячей прокаткой с последующей холодной прокаткой, и который может быть смотан, например, для последующего использования в качестве детали автомобильного кузова.
Однако изобретение не ограничивается этой областью и также может быть использовано для любой стальной детали независимо от ее предполагаемого конечного использования.
В этом примере металлический лист 1 затем разматывают из рулона, затем разрезают и формуют для изготовления деталей.
На одну поверхность 5 подложки 3 наносят покрытие 7. В некоторых осуществлениях покрытие 7 этого типа может присутствовать на обеих сторонах подложки 3.
Покрытие 7 включает, по меньшей мере, один слой 9 на основе цинка. Слой 9 предпочтительно включает 0,1-20 мас. % магния.
Толщина этого слоя 9 обычно менее или равна 20 мкм, и он предназначен для защиты подложки 3 от точечной коррозии обычным способом. Следует отметить, что относительная толщина подложки 3 и разных слоев, которые ее покрывают, приведены не в масштабе на фиг. 1, для облегчения интерпретации иллюстрации.
Слой 9 включает, по меньшей мере, 0,1 мас. % магния, потому что ниже этого содержания эффект защиты от коррозии не обнаруживается.
В одном предпочтительном осуществлении слой 9 включает, по меньшей мере, 0,5%, предпочтительно, по меньшей мере, 2 мас. % магния.
Содержание магния ограничивается 20 мас. % в слое 9, так как было замечено, что более высокое содержание привело бы к чрезмерно быстрому износу покрытия 7 и, таким образом, как ни парадоксально, к снижению антикоррозионного действия.
Слой 9 может, в частности, быть нанесен процессом вакуумного осаждения, например с помощью магнетронного распыления или вакуумного испарения за счет эффекта Джоуля, путем индукции или пучком электронов.
В этом случае слой 9 обычно включает только цинк и магний, хотя другие элементы, такие как алюминий и кремний, могут быть добавлены, если это необходимо для улучшения других характеристик слоя 9, таких как его пластичность или сила сцепления с подложкой 3.
Когда слой 9 содержит только цинк и магний, особое предпочтение отдается содержанию магния в слое 9 в диапазоне 14-18 мас.%, и результаты становятся даже еще лучше, если большая часть слоя соответствует интерметаллическому соединению, формулы Zr2Mg, содержащего около 16 мас. % магния, который имеет особенно хорошие свойства в отношении стойкости к точечной коррозии.
В некоторых осуществлениях покрытие 7 может включать слой 11 цинка между слоем 9 и поверхностью 5 подложки 3. Этот слой 11 может быть нанесен, например, вакуумным осаждением или методом электроосаждения.
В этом последнем случае магний может быть просто осажден в вакууме на цинк, ранее нанесенный методом электроосаждения на подложку 3 с последующим выполнением термообработки для образования сплава магния и цинка, которые были нанесены, и тем самым формируя слой 9, который содержит цинк и магний в верхней части слоя 11, который содержит цинк.
Когда слой 9 содержит цинк, магний и алюминий, особенно предпочтительно, если слой 9 включает 0,1-10 мас. % магния и 0,1-20 мас. % алюминия. Кроме того, предпочтительно слой 9 включает 2-4 мас. % магния и 2-6 мас. % алюминия и поэтому близок к составу тройной эвтектики цинк/алюминий/магний.
В этом случае слой 9 может быть получен процессом нанесения покрытия методом погружения в ванну с расплавленным цинком, включающим магний до содержания 10 мас. % и алюминия до содержания 20 мас. %. Ванна также может содержать до 0,3 мас. % необязательных дополнительных элементов, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr или Bi.
Эти различные элементы могут, среди прочего, повысить пластичность или силы сцепления слоя 9 к подложке 3. Специалисты в этой области техники, знающие об их влиянии на характеристики слоя 9, будут знать, как их использовать в зависимости от дополнительных требуемых целей. Наконец, ванна может содержать остаточные элементы, содержащиеся в исходных расплавленных слитках или связанные с прохождением подложки 3 через ванну.
Покрытие 7 покрыто временным защитным слоем 13.
Слой 13 получают, например, нанесением на покрытие 7, после обезжиривания, если необходимо, водного рабочего раствора, содержащего сульфат-ионы  концентрацией более или равной 0,01 моль/л. Слой 13, таким образом, формируется на основе гидроксисульфата цинка и сульфата цинка. Он является достаточно толстым и с прочным сцеплением.
концентрацией более или равной 0,01 моль/л. Слой 13, таким образом, формируется на основе гидроксисульфата цинка и сульфата цинка. Он является достаточно толстым и с прочным сцеплением.
Невозможно сформировать такой слой 13, когда концентрация
составляет менее 0,01 моль/л, но также было установлено, что слишком высокая концентрация существенно не повышает скорость осаждения и может даже слегка ее уменьшить.
Водный рабочий раствор наносят обычным способом, например погружением, распылением или покрытием.
В одном предпочтительном осуществлении водный рабочий раствор также содержит ионы Zn2+ в концентрации больше или равной 0,01 моль/л, что дает возможность получить более однородное осаждение.
Например, водный рабочий раствор может быть приготовлен растворением сульфата цинка в чистой воде. Например, может быть использован гептагидрат сульфата цинка (ZnSO4, 7H2O). Концентрация ионов Zn2+ при этом равна концентрации анионов
.
pH водного рабочего раствора предпочтительно соответствует нормальному pH раствора без добавления основания или кислоты. Значение этого pH, обычно составляет 5-7.
Водный рабочий раствор предпочтительно наносят на покрытие 7 в условиях температуры, времени контакта с покрытием 7, концентрации ионов
и Zn2+, подобранных таким образом, что слой 13 содержит количество серы, большее или равное 0,5 мг/м2.
Время контакта водного рабочего раствора с покрытием 7 предпочтительно составляет от 2 секунд до 2 минут, и температура водного рабочего раствора составляет 20-60°C.
Используемый водный рабочий раствор предпочтительно содержит 20-160 г/л гептагидрата сульфата цинка, что соответствует концентрации ионов Zn2+ и
0,07-0,55 моль/л. Было установлено, что в этом диапазоне концентраций скорость осаждения существенно не зависит от значения концентрации.
Водный рабочий раствор преимущественно наносят в условиях температуры, времени контакта с покрытием 7 и концентраций ионов
и Zn2+, подобранных для формирования слоя 13, который содержит 3,7-27 мг/м2 серы.
В одном осуществлении изобретения водный рабочий раствор содержит реагент, который окисляет цинк, такой как пероксид водорода. Это окислитель может иметь сильно выраженный эффект ускорителя сульфатирования/гидроксисульфатирования при низкой концентрации. Было установлено, что добавление только 0,03%, т.е. 8×10-3 моль/л пероксида водорода или 2×10-4 моль/л перманганата калия в раствор позволяет (приблизительно) удвоить скорость осаждения. С другой стороны, было установлено, что концентрации в 100 раз больше уже не позволяют достичь этого увеличения скорости осаждения.
После нанесения водного рабочего раствора и перед сушкой осажденный слой 13 является прочно сцепленным. Сушку регулируют для удаления остаточной жидкой воды из осадка.
Между стадией нанесения и стадией сушки лист 1 предпочтительно промывают для удаления растворимой части полученного осадка. Отсутствие промывки и получение конечного осадка, который частично растворим в воде, не очень способствуют снижению разрушения покрытия 7 во время последующего формования листа 1, так как полученный осадок действительно включает нерастворимый в воде слой 13.
В дополнительном осуществлении изобретения концентрация ионов
в водном рабочем растворе более или равна 0,01 моль/л, и его наносят при анодной поляризации, и pH водного рабочего раствора более или равен 12 и менее 13.
Если pH раствора менее 12, на обрабатываемой поверхности не образуются прилипшие гидроксисульфаты. Если pH раствора более или равен 13, то гидроксисульфат растворяется и/или разлагается до гидроксидов цинка.
Когда в водном рабочем растворе используется сульфат натрия, на поверхности наблюдается незначительное формирование гидроксисульфатов, если концентрация сульфата натрия менее 1,42 г/л в растворе. Эта концентрация эквивалентна 0,01 моль/л
, а в общем важно, чтобы концентрация
ионов была более или равной 0,01 моль/л и предпочтительно более или равной 0,07 моль/л.
Кроме того, концентрация сульфат-ионов предпочтительно менее или равна 1 моль/л. Если сульфат натрия используется с концентрацией выше 142 г/л, например 180 г/л, снижения эффективности формирования слоя 13 не наблюдается.
Общее количество нанесенных гидросульфатов и сульфатов предпочтительно должно быть более или равным 0,5 мг/м2 и менее или равным 30 мг/м2 серы, предпочтительно 3,5-27 мг/м2 серы.
Плотность заряда на обрабатываемой поверхности предпочтительно составляет 10-100 К/дм2.
Предпочтительно осаждение слоя на основе гидроксисульфата цинка/сульфата цинка 13 осуществляют при высокой плотности тока поляризации, в частности более 20 А/дм2 и, например, 200 А/дм2.
Титановый катод может быть использован в качестве вспомогательного электрода.
Температура водного рабочего раствора обычно составляет 20-60°C. Процесс предпочтительно проводят при температуре, превышающей или равной 40°C, чтобы увеличить проводимость раствора и уменьшить омические потери.
После формирования слоя 13 в соответствии с этим другим осуществлением обработанную поверхность тщательно промывают деминерализованной водой. Эта стадия промывки позволяет удалить щелочные реагенты на поверхности осадка, т.е. реагенты, которые могут вызвать проблемы коррозии.
После формирования слоя 13 на поверхности в соответствии с одним из вышеописанных способов на слой 13 листа 1 необязательно может быть нанесена смазка.
Эта смазка может быть выполнена нанесением слоя масла (не показан) массой менее 2 г/м2 на слой 13.
Как будет видно в последующих неограничивающих примерах, которые представлены исключительно в качестве иллюстрации, изобретатели показали, что наличие слоя 13 позволяет улучшить стойкость к почернению в случае покрытия 7, которое содержит цинк и магний, а также улучшить стойкость к потускнению, если покрытие 7 содержит цинк, магний и алюминий. Эта повышенная стойкость особенно полезна в случае отсутствия масляной пленки, например, как в результате выпотевания пленки масла, нанесенной на покрытие 7.
Это увеличение стойкости к почернению и потускнению обусловлена в основном образованием конверсионного слоя на основе гидроксисульфата цинка Zn4SO4(OH)6.
Реакциями, протекающими при нанесении водного рабочего раствора на покрытие 7, являются:
1. Действие кислоты на металлический цинк (
раствор при pH 5-7), что приводит к образованию ионов Zn2+ и подщелачиванию среды: Zn+2H2O→Zn2++2OH-+H2.
2. Осаждение гидроксисульфата цинка за счет накопления Zn2+ и ОН- ионов в сульфатном растворе:  .
.
По сравнению с покрытием, которое не содержит цинк, присутствие магния в покрытии 7 способствует стабилизации слоя гидроксисульфата цинка во времени и, следовательно, к предотвращению его превращения в карбонат цинка под действием CO2 атмосферы. Известно, что карбонаты цинка обеспечивают более слабую защиту (ниже барьер), чем гидроксисульфаты цинка.
Стойкость к почернению
Испытуемые образцы, вырезанные из двух типов листа 1, а именно:
- лист 1, покрытие 7 которого включает слой 11 цинка толщиной 5,5 мкм и слой 9 толщиной 3,5 мкм, причем слой 9 состоит из около 84 мас. % цинка и 16 мас. % магния. Для получения этих слоев первый слой 7,5 мкм цинка осаждают электроосаждением и слой 1,5 мкм магния вакуумным осаждением и металлический лист подвергают термической обработке для сплавления магния и цинка. Эти испытуемые образцы далее будут обозначаться ZEMg; и
- лист 1, покрытие 7 которого включает слой 11 цинка толщиной 4 мкм, нанесенное вакуумным осаждением, и слой 9 толщиной 3,5 мкм, нанесенный вакуумным осаждением и содержащий около 80 мас. % цинка и 20 мас. % магния. Эти испытуемые образцы далее будут обозначаться ZnMg/FULL PVD.
Подложка 3 испытуемых образцов ZEMg и ZnMgFullPVD является холоднокатаной сталью для глубокой вытяжки.
Некоторые испытательные образцы покрывают слоем 13 массой 17-20 мг/м2 серы. Условия нанесения для формирования слоя 13 следующие:
- Способ нанесения = устройством для нанесения раствора центрифугированием со скоростью 700 об/мин в течение 15 секунд,
- Концентрация раствора = 40 г/л гептагидрата сульфата цинка,
- pH раствора=5,
- Температура раствора = комнатная,
- Сушка = нагрев испытуемых образцов до температуры 70-80°C.
Временную защиту испытуемых образцов оценивают испытанием в коррозионно-испытательной камере с контролируемыми влажностью и температурой, как указано в DIN EN ISO 6270-2, после нанесения следующих защитных смазок на слои 13:
- Quaker (зарегистрированная торговая марка) 6130: масса пленки масла около 1 г/м2, и
- Fuchs (зарегистрированная торговая марка) 4107 S: масса пленки масла около 1,2 г/м2.
При испытании в коррозионно-испытательной камере с контролируемыми влажностью и температурой в соответствии с DIN EN ISO 6270-2 испытуемые образцы подвергают двум циклам испытаний на старение в течение 24 часов в коррозионно-испытательной камере с контролируемыми влажностью и температурой, т.е. камере с контролируемыми атмосферой и температурой. Эти циклы моделируют условия коррозии рулона ленты или полосы, разрезанной на листы, во время хранения. Каждый цикл включает:
- первую фазу 8 часов при 40°C±3°C и около 98% относительной влажности, затем
- вторую фазу 16 часов при 21°C±3°C и при относительной влажности менее 98%.
По завершении этих циклов визуально определяемое изменение должно быть менее 10% поверхности испытуемых образцов:
- После 10 циклов с 1 г/м2 смазки Quaker 6130 для французских автопроизводителей,
- После 15 циклов с 1,2 г/м2 смазки Fuchs 4107 S для немецких автопроизводителей.
Доля измененной поверхности определяется путем визуального осмотра оператором.
На фиг. 2А показан внешний вид испытуемого образца ZEMg без слоя 13 после нанесения смазки Quaker 6130, как описано выше. У этого испытуемого образца имеется значительное почернение, что делает его непригодным для использования французскими автопроизводителями. С другой стороны, испытуемые образцы ZEMg со слоем 13 (фиг. 2В-2D) и после нанесения смазки Quaker 6130, как описано выше, всегда отвечают требованиям французских автопроизводителей после завершения испытания.
Фиг. 3А-3D показывают внешний вид по завершении испытания ZnMg Full PVD испытуемых образцов без слоя 13 (фиг. 3А) и со слоем 13 (фиг. 3В-3D), после нанесения смазки Quaker 6130, как описано выше. Как показано на этих чертежах, наличие слоя 13 позволяет соответствовать требованиям французских автопроизводителей.
Испытуемый образец ZnMg Full PVD без слоя 13 (фиг. 3Е) после нанесения смазки Fuchs, как описано выше, не отвечает требованиям немецких автопроизводителей, в отличие от образца ZnMg Full PVD со слоем 13 (фиг. 3F) после нанесения смазки Fuchs, как описано выше.
Результаты испытаний, проведенных в коррозионно-испытательной камере с контролируемыми влажностью и температурой, подтверждены измерением сопротивления поляризации, проведенным на основе испытаний измерением импеданса и поляризационной кривой в 5% растворе хлорида натрия с pH 7.
Эти измерения показывают, что сопротивление поляризации испытуемых образцов ZnMg Full PVD без слоя 13 составляет 160-380 Ω. Со слоем 13 это сопротивление возрастает до значений 840-1200 Ω и подтверждает тем самым защитную способность слоя 13.
Все результаты, полученные на испытуемых образцах ZnMg Full PVD, показывают, что слои 13 позволяют уменьшить почернение листа 1 с покрытием 7, содержащим цинк и магний. Этот эффект не зависит от снижения выпотевания, которое может иметь место на слое 13, как описано в заявке WO-2005/071 140. Поэтому покрытие 7 может быть использовано со слоем 13 без смазки, сохраняя при этом эффективную временную защиту.
Стойкость к потускнению
В этом случае только одна конфигурация металлического листа 1 была изучена. Покрытие 7 включает только один слой 9 толщиной около 10 мкм и содержит около 3 мас. % магния, около 3,7 мас. % алюминия, остаток включает цинк и неизбежные примеси. Подложка 3 является в этом случае холоднокатаной сталью для глубокой вытяжки. Эти испытуемые образцы далее обозначаются ZnMgAI.
Продукты из двух различных источников, соответствующие этой конфигурации, тестируют и обозначаются далее AR 2596 и AR 2598.
Временную защиту испытуемых образцов ZnMgAI оценивают с помощью испытания на старение в естественных условиях под навесом в соответствии со стандартом VDA 230-213 (длительность испытания 12 недель). Было установлено, что испытания, проведенные в коррозионно-испытательной камере с контролируемыми влажностью и температурой не позволяют воспроизвести явление потускнения, наблюдаемое в естественных условиях хранения.
Испытуемые образцы ZnMgAI тестируют со смазкой (Quaker 6130 пленка масла массой около 1 г/м2) и без смазки, со слоем 13 и без слоя 13. Для сравнения, те же испытания проводят на образцах, вырезанных из стандартного оцинкованного листа с цинковым покрытием толщиной 10 мкм и подложкой из холоднокатаной стали для глубокой вытяжки. Эти последние образцы обозначены далее G1.
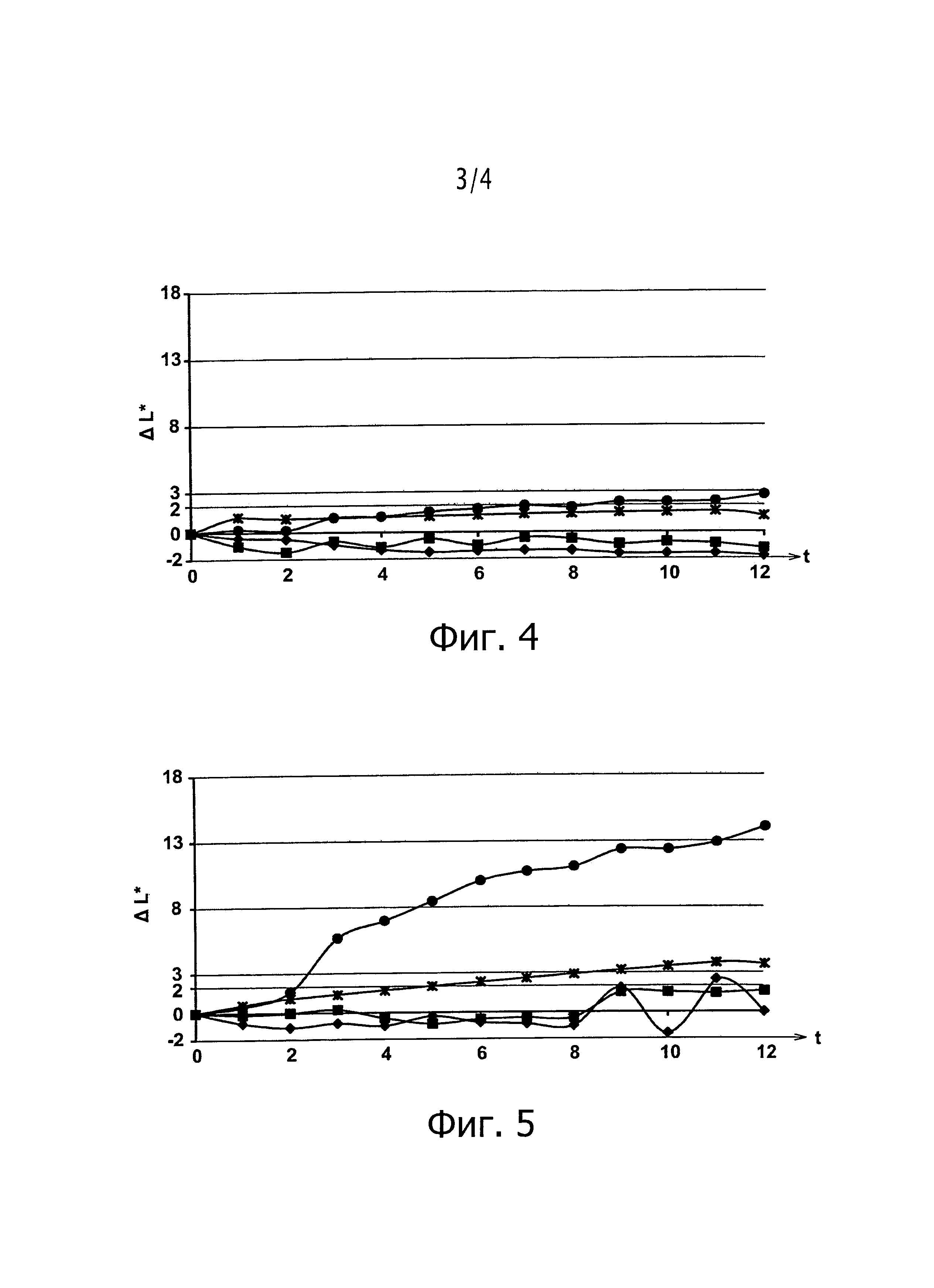
Контроль процесса потускнения во время испытания проводят с помощью колориметра, измеряющего изменение яркости (измерение ΔL*).
Пороговое значение  , соответствующее появлению потускнения, задают равным 2.
, соответствующее появлению потускнения, задают равным 2.
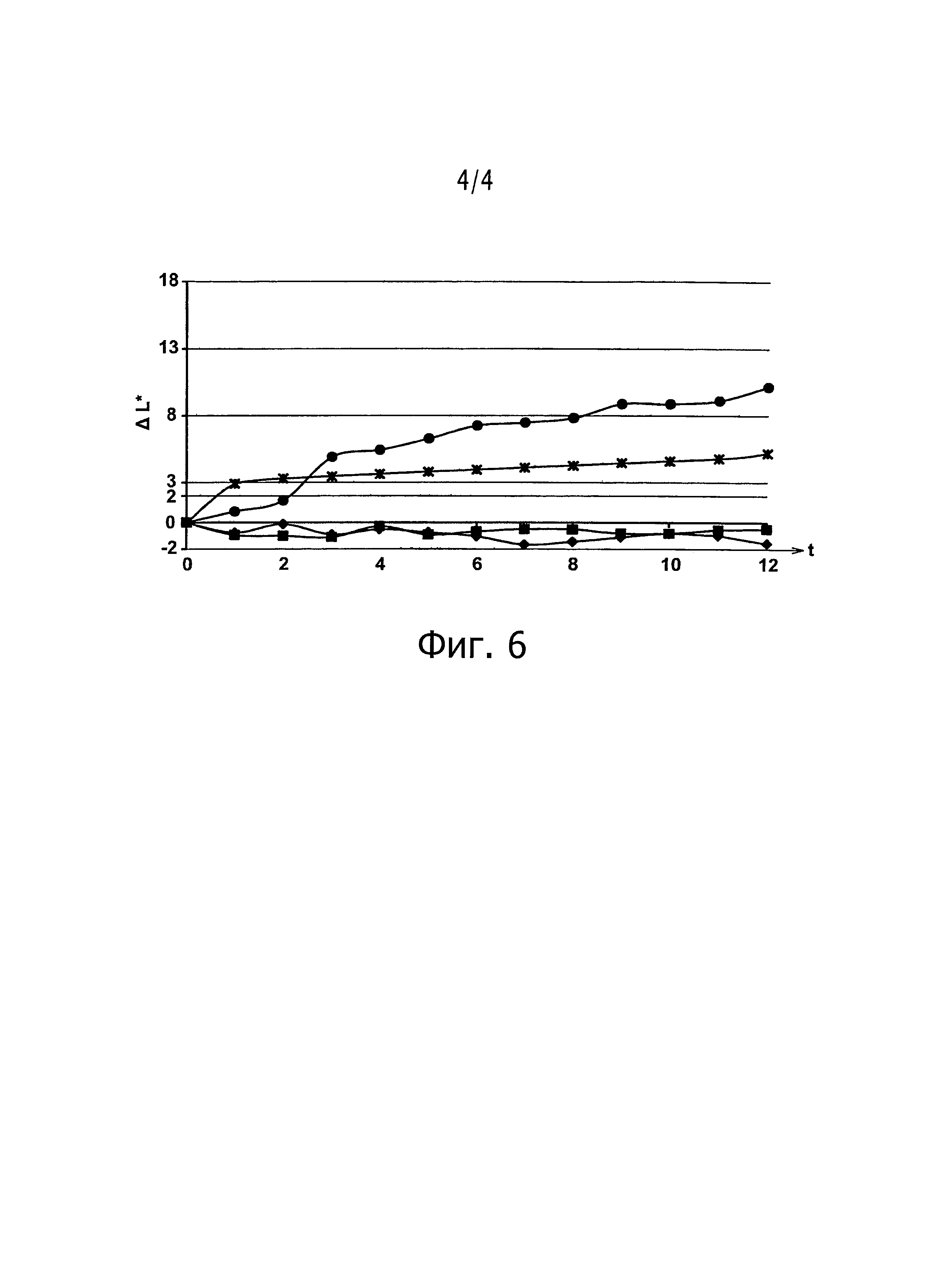
Полученные результаты для образцов Gl, ZnMgAI AR 2596 и ZnMgAI AR 2598 иллюстрируются соответственно на фиг. 4-6, где время в неделях откладывается по оси абсцисс и изменение ΔL* откладывается по оси ординат.
Различные кривые обозначаются следующими символами на каждой из фиг. 4-6;
●: образцы без слоя 13 и без смазки,
X: испытуемые образцы без слоя 13, но с пленкой смазки Quaker 6130 массой около 1 г/м2,
■: испытуемые образцы со слоем 13 и пленкой смазки Quaker 6130 массой около 1 г/м2,
♦: испытуемые образцы со слоем 13 без смазки.
Эти результаты демонстрируют преимущество слоев 13 для временной защиты от потускнения покрытий 7, содержащих цинк, магний и алюминий, потому что все испытуемые образцы со слоем 13 имеют более медленную кинетику потускнения, чем испытуемые образцы без слоя 13, со смазкой или без смазки, вывод, который также применим для испытуемых образцов G1.
После 12 недель уровень потускнения, достигаемый испытуемыми образцами ZnMgAI со слоем 13, эквивалентен потускнению испытуемых образцов G1 со смазкой.
Способ получения металлической полосы с покрытием, имеющей улучшенный внешний вид
Способ изготовления металлической полосы с покрытием с улучшенным внешним видом
Инфракрасный отражатель
Термостойкая аустенитная сталь, обладающая стойкостью к растрескиванию при снятии напряжений
Стальной лист с многослойным покрытием
Способ изготовления сверхпрочной мартенситной стали и лист, полученный этим способом
Горячекатаный стальной лист и соответствующий способ изготовления
Предварительно сформованная в горячем состоянии сварная стальная деталь с высокой механической прочностью и способ ее получения
Оборудование для непрерывного литья
Холоднокатаный стальной лист с покрытием из цинка или цинкового сплава, способ его производства и применение такого стального листа
Способ получения металлической полосы с покрытием, имеющей улучшенный внешний вид
Способ изготовления металлической полосы с покрытием с улучшенным внешним видом
Инфракрасный отражатель
Термостойкая аустенитная сталь, обладающая стойкостью к растрескиванию при снятии напряжений
Стальной лист с многослойным покрытием
Способ изготовления сверхпрочной мартенситной стали и лист, полученный этим способом
Горячекатаный стальной лист и соответствующий способ изготовления
Предварительно сформованная в горячем состоянии сварная стальная деталь с высокой механической прочностью и способ ее получения
Оборудование для непрерывного литья
Холоднокатаный стальной лист с покрытием из цинка или цинкового сплава, способ его производства и применение такого стального листа

