Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С ПОКРЫТИЕМ, ИМЕЮЩЕЙ УЛУЧШЕННЫЙ ВНЕШНИЙ ВИД
Вид РИД
Изобретение
Изобретение относится к способу получения металлической полосы с улучшенным внешним видом, более конкретно, для производства деталей кузовов наземных механических транспортных средств, однако без ограничения только этим.
На стальной лист, предназначенный для производства деталей для наземных механических транспортных средств, как правило, слой металлического, защищающего от коррозии покрытия на основе цинка, наносится либо погружением в ванну с расплавом на основе цинка, либо электролитическим осаждением в ванне для нанесения гальванических покрытий, содержащей ионы цинка.
Оцинкованный лист, предназначенный для производства деталей кузова, затем подвергают операциям формования и сборки для получения кузова без покраски и грунтовки, на который затем наносят по меньшей мере один слой краски, тем самым обеспечивая большую защиту от коррозии и привлекательный внешний вид.
Традиционно для этих целей производители автомобилей вначале наносят на кузов без покраски и грунтовки катафорезное покрытие, вслед за которым наносят грунтовочный слой, основной слой краски и, возможно, лаковое покрытие. Общепринятой практикой для получения удовлетворительного внешнего вида окрашенной поверхности является нанесение красочного покрытия общей толщиной между 90 и 120 мкм, состоящего из, например, катафорезного покрытия толщиной 20-30 мкм, грунтовочного слоя толщиной 40-50 мкм и основного слоя краски толщиной 30-40 мкм.
Для снижения толщины покрытий до уровня менее 90 мкм, некоторые автомобилестроительные компании предложили либо обойтись без стадии катафореза, либо уменьшить количество слоев краски с тем, чтобы увеличить производительность. Однако в настоящее время такое снижение толщины покрытия всегда оказывается в ущерб конечному внешнему виду окрашенной поверхности детали и в промышленное производство не внедряется.
Причиной этого является то, что поверхность покрытий на основе цинка, служащих в качестве основной подложки, обладает так называемой «волнистостью», которая в настоящее время может компенсироваться только нанесением толстого слоя краски, который подвержен риску проявления «эффекта апельсиновой кожуры», что недопустимо для деталей кузова.
Волнистость W поверхности представляет собой слабую псевдопериодическую геометрическую неравномерность с весьма продолжительной длиной волны (от 0,8 до 10 мм), которую отличают от шероховатости R, соответствующей геометрическим неравномерностям с более короткими длинами волн (<0,8 мм).
В настоящем изобретении для характеристики волнистости поверхности листа применяют среднее арифметическое Wa профиля волнистости, выраженное в мкм, и волнистость измеряют с порогом отсечения в 0,8 мм, обозначаемым Wa0,8.
Одна цель изобретения состоит в создании способа производства металлической полосы с защитным покрытием от коррозии, волнистость Wa0,8 которой была бы меньше, чем у полосы существующего уровня техники, таким образом позволяя производить окрашенные металлические детали, требующие меньшей общей толщины краски по сравнению с деталями существующего уровня техники.
В этой связи первый предмет изобретения представляет собой способ производства металлической полосы, имеющей металлическое покрытие для защиты от коррозии, содержащий стадии, состоящие в:
- пропускании металлической полосы через ванну из расплавленного металла, содержащую от 0,2 до 8 масс.% алюминия и магния в следующих соотношениях:
- от 0,1 до 8 масс.% магния при содержании алюминия не менее 2 масс.%, но менее 4 масс.%, или
- более 5 масс.%, но не более 8 масс.% магния при содержании алюминия не менее 4 масс.%, но не более 8 масс.%,
вплоть до 0,3 масс.% легирующих добавок, и остальное цинк и неизбежные примеси; и затем
- в выравнивании нанесенного на металлическую полосу покрытия с помощью сопел, распыляющих газ на каждую из сторон данной полосы, при этом указанный газ имеет окислительную способность ниже окислительной способности атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота; и затем
- пропускании полосы через изолирующую зону, ограниченную:
снизу линией выравнивания и верхними наружными поверхностями указанных сопел для выравнивания,
сверху верхней частью двух изолирующих боксов, размещаемых с каждой стороны полосы непосредственно над указанными соплами и имеющих высоту по меньшей мере 10 см относительно линии выравнивания, и
по сторонам боковыми частями указанных изолирующих боксов, при этом атмосфера в указанной изолирующей зоне имеет окислительную способность ниже, чем окислительная способность атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота, и выше, чем окислительная способность атмосферы, состоящей из 0,15 об.% кислорода и 99,85 об.% азота.
В предпочтительных способах воплощения способ согласно изобретению может, кроме того, включать следующие признаки, индивидуально или в комбинации:
- изолирующие боксы имеют высоту по меньшей мере 15 см, даже 20 см и более предпочтительно по меньшей мере 30 см относительно линии выравнивания;
- изолирующие боксы снабжают газом, имеющим окислительную способность ниже, чем окислительная способность атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота, и предпочтительно выше, чем окислительная способность атмосферы, состоящей из 0,15 об.% кислорода и 99,85 об.% азота.
- полосу, помимо этого, пропускают через изолирующую зону, расположенную перед линией выравнивания;
- расположенная перед линией выравнивания изолирующая зона начинается на выходе из ванны с расплавленным металлом и завершается ниже линии выравнивания;
- газ для выравнивания состоит из азота; и
- металлическая полоса является стальной полосой.
Предметом изобретения также является холоднокатаная, но не подвергнутая прогладочной прокатке металлическая полоса с нанесенным погружением в расплав покрытием, которая может быть получена способом согласно данному изобретению, слой металлического покрытия которой имеет волнистость Wa0,8, меньшую или равную 0,70 мкм, предпочтительно меньшую или равную 0,65 мкм, и содержит от 0,2 до 8 масс.% алюминия и магния в следующих соотношениях:
- от 0,1 до 8 масс.% магния при содержании алюминия не менее 0,2 масс.%, но менее 2 масс.%, или
- более 5 масс.%, но не более 8 масс.% магния, при содержании алюминия не менее 2 масс.%, но не более 8 масс.%,
- вплоть до 0,3 масс.% легирующих добавок, а остальное цинк и неизбежные примеси.
В одном предпочтительном воплощении металлическая полоса согласно изобретению состоит из стали.
Предметом изобретения также является металлическая деталь, полученная посредством деформации металлической полосы согласно изобретению, покрытие которой имеет волнистость Wao,8, меньшую или равную 0,65 мкм, предпочтительно меньшую или равную 0,60 мкм.
Еще одним предметом изобретения является металлическая деталь, полученная деформированием металлической полосы согласно изобретению, причем перед деформированием полосу подвергли операции прогладочной прокатки, покрытие которой имеет волнистость Wa0,8, меньшую или равную 0,70 мкм, предпочтительно меньшую или равную 0,60 мкм или даже 0,55 мкм.
Признаки и преимущества настоящего изобретения станут более очевидными из следующего далее описания, представленного с помощью неограничивающего примера.
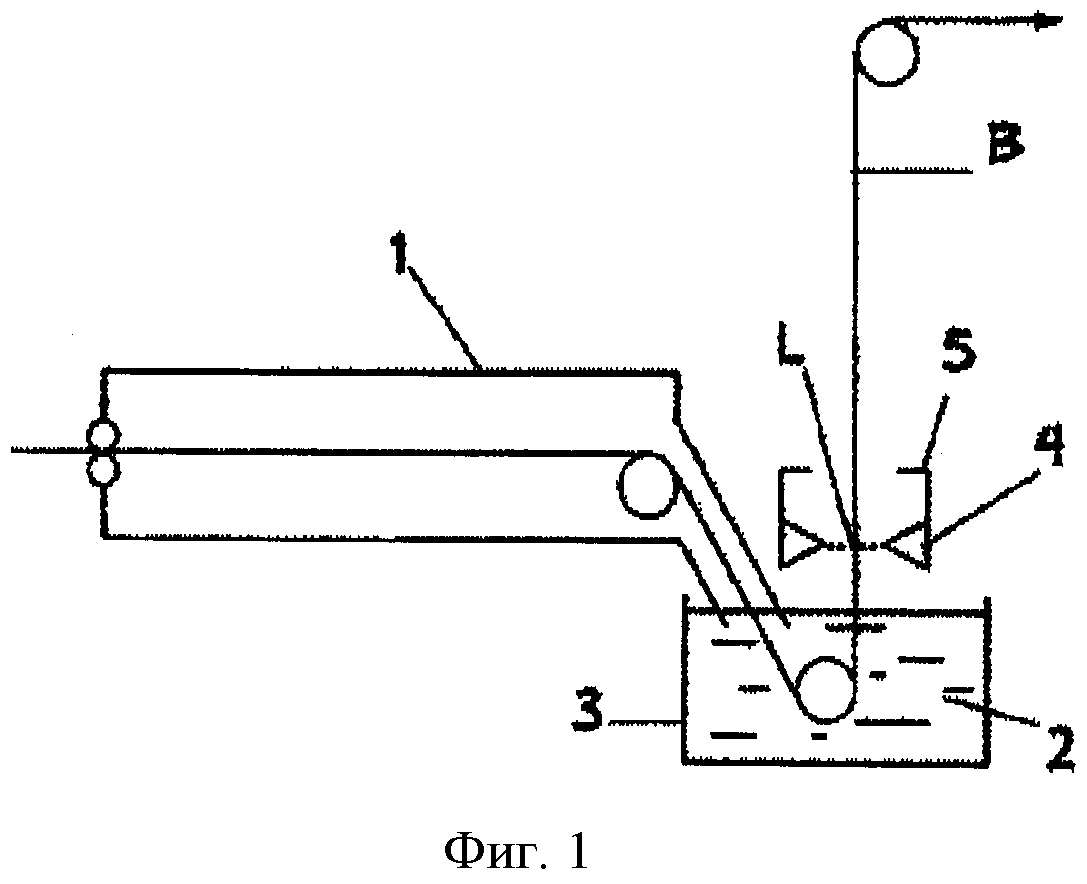
На фиг.1 представлена первая стадия способа согласно изобретению, которая состоит в непрерывном пропускании металлической полосы В, а именно, стальной полосы через ванну 2 для нанесения покрытия, содержащую расплавленный металл, содержащийся в резервуаре 3. До погружения в эту ванну 2 полосу, как правило, подвергают операции отжига в печи 1 для специальной подготовки ее поверхности.
На производственных линиях скорость продвижения полосы обычно составляет между, например, 40 м/мин и 200 м/мин, предпочтительно выше 120 м/мин или даже выше 150 м/мин.
Композиция ванны для нанесения покрытий, предназначенная для применения в способе согласно данному изобретению, основана на цинке и исходно содержит от 0,2 до 8 масс.% алюминия. Этот элемент позволяет, с одной стороны, улучшить адгезию покрытия к металлической полосе и, с другой стороны, предохраняет полосу от коррозии.
При содержании ниже 0,2% никакого влияния на адгезию не наблюдается, тогда как при содержании выше 8% возникают проблемы последующего отслаивания нанесенной краски.
Ванна также содержит магний для улучшения коррозионной стойкости цинкового покрытия и, в частности, коррозионной стойкости против красной ржавчины. Магний присутствует в следующих соотношениях:
от 0,1 до 8 масс.% магния при содержании алюминия не менее 0,2 масс.%, но менее 4 масс.%, или
более 5 масс.%, но не более 8 масс.%, при содержании алюминия не менее 4 масс.%, но не более 8 масс.%.
В одном предпочтительном воплощении магний присутствует в следующих соотношениях:
от 0,1 до 8 масс.% магния при содержании алюминия не менее 0,2 масс.%, но менее 2 масс.%, или
более 5 масс.%, но не более 8 масс.% магния при содержании алюминия, не менее 2 масс.%, но не более 8 масс.%.
В еще одном предпочтительном воплощении магний присутствует в следующих соотношениях:
от 0,1 до 8 масс.% магния при содержании алюминия не менее 0,2 масс.%, но менее 1,5 масс.%, или
более 5 масс.%, но не более 8 масс.%, при содержании алюминия, не менее 1,5 масс.%, но не более 8 масс.%.
Для получения ощутимого воздействия на коррозионную стойкость предпочтительно добавление по меньшей мере 0,1 масс.% или даже 0,2 масс.% магния. Его максимальное содержание в ванне ограничивается 8 масс.%, так как в ином случае у полученного покрытия могут возникать серьезные проблемы с растрескиванием во время последующего формования, особенно при операциях вытягивания. Уровни содержания магния от 0,1 до 5 масс.% и алюминия от 4 до 8 масс.% исключаются из-за образования видимых дефектов, заметных невооруженным глазом и наблюдаемых, когда полосу с таким диапазоном композиций подвергают процессу выравнивания в изолированном объеме согласно изобретению.
Композиция ванны может также содержать вплоть до 0,3 масс.% возможных легирующих добавок, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr или Bi. Эти различные элементы могут, inter alia (в числе прочего), улучшить, например, коррозионную стойкость покрытия, или его хрупкость, или его адгезивные свойства. Специалист в данной области, зная их действие на характеристики покрытия, сможет применить их в соответствии с требуемым назначением покрытия. Было также подтверждено, что эти элементы не мешают контролю волнистости, достигаемому способом согласно данному изобретению. Однако при некоторых обстоятельствах будет предпочтительным ограничение содержания титана уровнем менее 0,01% или даже менее 0,005%, так как этот элемент способен стать причиной проблем с загрязнением в обезжиривающих и фосфатирующих ваннах, применяемых производителями автомобилей. Наконец, ванна может содержать неизбежные примеси, поступающие из металлических слитков, загружаемых в резервуар, или же с проходящей через ванну полосы. Так, они могут включать, в частности, железо и т.п.
Температуру ванны поддерживают между ликвидусом, составляющим +10°С, и 700°С, при этом температура ликвидуса варьирует в зависимости от композиции. Поэтому для диапазона покрытий, применяемых в настоящем изобретении, эта температура находится между 350 и 700°С. Следует напомнить, что ликвидус является температурой, превышающей ту, при которой сплав находится полностью в расплавленном состоянии.
После прохождения через резервуар 3 покрытая с обеих сторон металлическая полоса В затем подвергается операции выравнивания с помощью форсунок 4, размещенных с каждой стороны полосы В и распыляющих газ для выравнивания на поверхность полосы В. Эта стандартная операция, известная специалистам в данной области, делает возможным выполнение точной регулировки толщины еще не затвердевшего покрытия.
Один из существенных признаков способа согласно изобретению состоит в выборе газа для выравнивания, имеющего окислительную способность ниже окислительной способности атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота. В частности, возможно использовать чистый азот или чистый аргон, или же смесь из азота или аргона и окисляющих газов, таких как, например, кислород, смеси СО/СO2 или смеси Н2/Н2O. Также возможно использовать смеси СО/СO2 или смеси Н2/Н2O без добавления инертного газа.
После стадии выравнивания другим существенным признаком способа согласно изобретению является прохождение через изолирующую зону, ограниченную:
- снизу линией выравнивания и верхними наружными поверхностями сопел 4 для выравнивания,
- сверху верхней частью двух изолирующих боксов 5, размещаемых с каждой стороны полосы непосредственно над соплами 4 и имеющих высоту по меньшей мере 10 см относительно линии выравнивания, и
- по сторонам боковыми частями изолирующих боксов 5, при этом атмосфера в указанной изолирующей зоне имеет окислительную способность ниже, чем окислительная способность атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота, и выше, чем окислительная способность атмосферы, состоящей из 0,15 об.% кислорода и 99,85 об.% азота.
Для определения окислительной способности атмосферы, окружающей полосу, оценивают ее эквивалентное равновесное парциальное давление кислорода.
Когда единственным присутствующим окисляющим газом является O2, смешанный с инертным газом (азотом или аргоном), это давление равно объемному содержанию O2, которое может измеряться в режиме реального времени с помощью подходящего датчика.
Когда присутствуют другие окисляющие газы, такие как Н2O или СO2, смешанные с восстановительным газом, таким как, например, Н2 или СО, эквивалентное парциальное давление кислорода вычисляют по закону действующих масс при данной температуре газа.
Например, для пары Н2/Н2O реакция выражается следующим образом:
Н2+1/2O2↔Н2O
В состоянии термодинамического равновесия парциальное давление газов удовлетворяет следующему уравнению:
где R - постоянная идеального газа, Т - температура газа в градусах Кельвина и ΔG - изменение свободной энергии реакции, которое может быть найдено из термодинамических таблиц, в калориях на моль или в джоулях на моль в зависимости от величины, взятой для постоянной R.
Величину рО2, эквивалентного равновесного парциального давления кислорода для рассматриваемой газообразной смеси, получают из вышеприведенного уравнения.
Для целей данного изобретения необходимо, чтобы величина рО2 составляла в изолирующих боксах 5 между 0,0015 и 0,04.
Авторы настоящего изобретения неожиданно обнаружили, что при использовании газа для выравнивания согласно изобретению и при пропускании полосы через такую изолирующую зону, получается покрытие, имеющее менее выраженную волнистость, чем волнистость полосы с покрытием существующего уровня техники.
Для целей настоящей заявки термин «линия выравнивания покрытия» понимают как означающий самый короткий участок, соединяющий форсунку и полосу, соответствующий минимальному пути следования газа для выравнивания, обозначаемому на фиг.1 буквой L.
Изолирующие боксы 5, применяемые в способе согласно изобретению, могут снабжаться газом, имеющим низкую окислительную способность, или же инертным газом, либо они могут просто снабжаться исходящим из форсунок потоком газа выравнивания.
Окислительная способность газа выравнивания и изолирующей атмосферы ограничивается окислительной способностью смеси, состоящей из 4 об.% кислорода и 96 об.% азота, поскольку при более высокой степени окисления волнистость покрытия по сравнению с существующим уровнем техники не улучшается.
С другой стороны, нижний предел окислительной способности изолирующей атмосферы, составляет окислительную способность, соответствующую смеси, состоящей из 0,15 об.% кислорода и 99,85 об.% азота, т.к. если эта изолирующая атмосфера будет не достаточно окисляющей, то ее применение будет способствовать испарению цинка с еще не затвердевшего покрытия и пары цинка могут затем загрязнять пар в изолирующем боксе и/или могут повторно осаждаться на полосе, таким образом создавая недопустимые видимые дефекты.
Для ограничения окисления перед выравниванием также может быть желательно, но не обязательно, продлить изолирующие боксы вплоть до поверхности ванны или вплоть до промежуточного положения между ванной и линией выравнивания, предпочтительно расположенного на расстоянии 10 см или даже 15 см ниже линии выравнивания. Это объясняется тем, что когда поверхность металлического листа выдерживают в безвоздушной атмосфере, такой слой образуется, но обычно удаляется и возвращается в ванну для нанесения покрытия под воздействием струи выравнивающего газа. Такая изоляция позволяет снизить в ванне количество оксидов, которые могут захватываться проходящей полосой и тем самым могут создавать недопустимые дефекты. Однако такая изоляция имеет недостаток, связанный с ускорением испарения цинка из ванны или жидкого покрытия, и поэтому будет предпочтительным, чтобы атмосфера в этих дополнительных изолирующих боксах имела бы более высокую окислительную способность, чем окислительная способность атмосферы, содержащий 0,15 об.% кислорода и 99,85 об.% азота.
Хотя для осуществления способа согласно данному изобретению могут применяться любые виды форсунок для выравнивания, более предпочтителен выбор форсунок, имеющих выходное отверстие в форме лезвия, ширина которого превышает ширину полосы, предназначенной для нанесения покрытия, так как такой тип форсунки делает возможным надлежащую изоляцию нижней части зоны выравнивания. В частности, предпочтительно могут применяться форсунки с треугольным поперечным сечением, как схематично показано на фиг.1. Эти форсунки, как правило, располагаются на высоте 30 см или даже 40 см над поверхностью ванны.
При соблюдении таких условий наблюдалось неожиданное и значительное снижение волнистости рассматриваемых покрытий, что демонстрируют результаты представленных ниже испытаний.
Когда полоса с нанесенным покрытием полностью охлаждается, она может быть подвергнута операции прогладочной прокатки, позволяющей придать ей текстуру, облегчающую процесс последующего формования. Причина этого состоит в том, что операция прогладочной прокатки придает поверхности полосы некоторую шероховатость, достаточную для надлежащего выполнения процесса формования, вследствие содействия хорошему удержанию масла, наносимого на полосу перед ее формованием.
Эту операцию прогладочной прокатки, как правило, выполняют для металлических листов, предназначенных для производства деталей кузова наземных механических транспортных средств. Когда металлический лист согласно изобретению предназначается для, например, изготовления бытовых электроприборов, эту дополнительную операцию не выполняют.
Лист, как подвергнутый прогладочной прокатке, так и не подвергнутый ей, затем подвергают процессу формования, например, вытягивания, сгибания или профилирования, предпочтительно вытягивания, для образования детали, которая затем может быть окрашена. В случае деталей для электробытовых устройств это лакокрасочное покрытие при необходимости может быть подвергнуто термической обработке физическими и/или химическими средствами, известными как таковые. Для этого окрашенная деталь может быть пропущена через канальную или индукционную печь, или же пропущена под УФ-лампами или электроннолучевым устройством.
Для производства автомобильных деталей лист погружают в ванну для нанесения покрытий методом катафореза и накладывают последовательно грунтовочный слой, основной слой краски и, возможно, наружное лаковое покрытие.
Перед нанесением на деталь катафорезного покрытия ее предварительно обезжиривают, а затем фосфатируют с тем, чтобы обеспечить сцепление с указанным покрытием. Катафорезное покрытие обеспечивает дополнительную защиту детали против коррозии. Грунтовочный слой краски, наносимый, как правило, распылением, обеспечивает подготовку конечного внешнего вида детали и защищает ее от воздействия мелких камней и ультрафиолетового облучения. Основной слой краски придает детали ее цвет и конечный внешний вид. Лаковое покрытие придает поверхности детали хорошую механическую прочность, хорошую устойчивость к агрессивным химическим веществам и привлекательный внешний вид.
Покраска (или лакокрасочная система), применяемая для предохранения деталей с гальваническим покрытием и обеспечения их оптимального внешнего вида, включает, например, катафорезное покрытие толщиной от 10 до 20 мкм, грунтовочный слой толщиной менее 30 мкм и основной слой краски толщиной менее 40 мкм.
В случаях, когда лакокрасочная система включает, кроме того, лаковое покрытие, толщины различных слоев краски, как правило, являются следующими:
- катафорезное покрытие: от менее 10 до 20 мкм;
- грунтовочный слой краски: менее 20 мкм;
- основной слой краски: менее 20 мкм и предпочтительно менее 10 мкм; и
- лаковое покрытие: предпочтительно менее 30 мкм.
Лакокрасочная система может также не содержать никакого катафорезного покрытия и может содержать только грунтовочный слой и основной слой краски и, при необходимости, лаковое покрытие.
Испытания
Испытания проводили на холоднокатаной металлической полосе, изготовленной из IF-Ti-стали, которая была пропущена через резервуар, содержащий расплав на основе цинка, содержащий алюминий и магний в различных соотношениях. Ванну поддерживали при температуре, на 70°С превышающей ликвидус композиции.
При выходе из ванны полученное покрытие с помощью двух обычных форсунок обрабатывали струей азота для выравнивания, чтобы получить толщину слоя около 7 мкм.
Маршрут прохождения стальной полосы между выходом из ванны для нанесения покрытия и зоной после выравнивания был подразделен на четыре зоны:
- зону 1, проходящую от выхода из ванны и вплоть до расстояния на 10 см ниже линии выравнивания;
- зону 2, проходящую от конца зоны 1 и вплоть до линии выравнивания;
- зону 3, проходящую от конца зоны 2 и вплоть до расстояния на 10 см выше линии выравнивания; и
- зону 4, проходящую от конца зоны 3 и вплоть до точки затвердевания металлического покрытия.
В каждой из этих зон были размещены изолирующие боксы с различными атмосферами на основе азота, содержащими объемную долю кислорода в соответствии с представленным в нижеследующей таблице или же состоящими из воздуха. Для оценки содержания кислорода в боксах использовали специальные датчики.
Сразу же после нанесения покрытия из листа были взяты три серии образцов. Первую серию не подвергали никаким дальнейшим модификациям, вторую серию подвергли вытягиванию на 3,5% в режиме равномерного растяжения в двух направлениях (Marciniak), в то время как третью серию, во-первых, подвергли операции прогладочной прокатки с удлинением на 1,5%, а затем вытягиванию, как во второй серии.
По ходу проведения испытаний измерялась волнистость Wa0,8. Это измерение состояло в приложении без скольжения механического зонда для определения профиля листа на длине 50 мм, измеряемого под углом в 45° к направлению прокатки. Его общая форма была определена аппроксимацией полученного сигнала полиномом 5-го порядка. Затем с помощью фильтра Гаусса с 0,8 мм порогом отсечения волнистость Wa была отделена от шероховатости Ra. Полученные результаты представлены в следующей таблице 1.
|
Из результатов испытания 1 можно видеть, что слишком высокая окислительная способность означает невозможность получения продукта с волнистостью, соответствующей требованиям производства деталей кузова.
Испытания 5, 7, 9 и 10 показали, что если обдув для выравнивания не контролируют, достигаются величины волнистости согласно существующему уровню техники, при этом они значительно хуже тех, которые могут быть достигнуты согласно изобретению.
Испытание 4 не позволило оценить волнистость полученного покрытия из-за точечных дефектов, признанных недопустимыми для внешнего вида деталей кузова (включения окалины, следы струй).
Наконец, можно видеть, что испытания 2, 3, 6, 8 и 11-13 согласно изобретению фактически позволяют получить уровни волнистости, недостигаемые ранее.
Способ изготовления металлической полосы с покрытием с улучшенным внешним видом
Инфракрасный отражатель
Термостойкая аустенитная сталь, обладающая стойкостью к растрескиванию при снятии напряжений
Стальной лист с многослойным покрытием
Способ изготовления сверхпрочной мартенситной стали и лист, полученный этим способом
Горячекатаный стальной лист и соответствующий способ изготовления
Предварительно сформованная в горячем состоянии сварная стальная деталь с высокой механической прочностью и способ ее получения
Оборудование для непрерывного литья
Холоднокатаный стальной лист с покрытием из цинка или цинкового сплава, способ его производства и применение такого стального листа
Применение раствора, содержащего сульфат-ионы, для уменьшения почернения или потускнения металлического листа при его хранении и металлический лист, обработанный таким раствором
Способ изготовления металлической полосы с покрытием с улучшенным внешним видом
Инфракрасный отражатель
Термостойкая аустенитная сталь, обладающая стойкостью к растрескиванию при снятии напряжений
Стальной лист с многослойным покрытием
Способ изготовления сверхпрочной мартенситной стали и лист, полученный этим способом
Горячекатаный стальной лист и соответствующий способ изготовления
Предварительно сформованная в горячем состоянии сварная стальная деталь с высокой механической прочностью и способ ее получения
Оборудование для непрерывного литья
Холоднокатаный стальной лист с покрытием из цинка или цинкового сплава, способ его производства и применение такого стального листа
Применение раствора, содержащего сульфат-ионы, для уменьшения почернения или потускнения металлического листа при его хранении и металлический лист, обработанный таким раствором

