Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при производстве горячекатаных широких полос на непрерывном стане горячей прокатки.
Известен способ горячей прокатки полос, включающий прокатку полос на широкополосном стане с межклетьевым охлаждением в чистовой группе клетей стана водой сверху и снизу и последующее охлаждение полосы водой на отводящем рольганге. При горячей прокатке в чистовой группе клетей производят чередование по ходу прокатки управляемого переменного по ширине полосы охлаждения водой в четных проходах и равномерного по ее ширине охлаждения в нечетных проходах, причем в четных проходах охлаждение поверхности полосы по ее ширине осуществляют перед входом в очаг деформации путем ограничения подачи воды в центральную часть полосы (Патент РФ №2288051, МПК B21B 1/26, 2006). Задачей, решаемой заявленным изобретением, является уменьшение поперечной разнотолщинности широкого проката.
Недостатком данного способа является неравномерное охлаждение по ширине, что создает неоднородность микроструктуры и свойств по ширине полосы.
Наиболее близким по технической сущности является способ непрерывной прокатки металлических полос, включающий одновременное регулирование продольной и поперечной разнотолщинности полос в процессе непрерывной прокатки, состоящий в том, что регулирование поперечной разнотолщинности полосы производят путем приложения усилия противоизгиба валков, а продольную разнотолщинность регулируют за счет изменения величины заднего натяжения полосы, которое регулируют путем изменения скорости вращения валков в предыдущей по ходу прокатки клети. (Патент РФ №2281817, МПК B21B 1/26, 2006) - прототип.
Недостаток известного способа состоит в том, что системы регулирования продольной и поперечной разнотолщинности с помощью противоизгиба валков и изменения величины натяжения являются инерционными, а также не позволяют достичь необходимой профилировки образующей валка для обеспечения нужной разнотолщинности (выпуклость не более 0,06 мм).
Техническим результатом предлагаемого изобретения является повышение точности геометрических размеров по толщине полос, прокатываемых на непрерывном широкополосном стане. Кроме того, полосы, произведенные по предлагаемой технологии, могут использоваться в качестве подката для станов, производящих трубы методом печной сварки, что позволяет получить минимальную разницу в толщине свариваемых кромок трубы, исключающую образование дефектов при дальнейшем редуцировании.
Технический результат достигается тем, что в способе горячей прокатки полос толщиной 2,5-3,5 мм с поперечной разнотолщинностью не более 0,06 мм на непрерывном широкополосном стане, включающем в начале кампании рабочих валков разогрев бочек рабочих валков путем прокатки не более 30 полос шириной В1<(В-50) мм, последующую прокатку не менее 2000 тонн проката шириной В2 мм, при этом В≤В2≤(В+50), и затем прокатку не более 1050 тонн проката заданной ширины В мм в конце кампании рабочих валков.
Производство узкого металлопроката шириной В1<(В-50) мм в начале компании рабочих валков позволяет разогреть рабочие валки в средней части по длине бочки и уменьшить вогнутость валков за счет теплового расширения. Прокатка менее 30 полос не позволяет гарантировать качественный разогрев бочек рабочих валков. При прокатке более 30 полос увеличивается выработка рабочих валков, что может способствовать увеличению съема при их шлифовке.
Заявленное требование к минимальному объему металла от перевалки до прокатки рассматриваемого проката (не менее 2000 тонн) обусловлено необходимостью уменьшения вогнутости рабочих валков в зоне ширины В мм рассматриваемого сортамента и создает необходимую выработку на валках чистовой группы, которая позволяет удерживать все прокатываемые полосы в одной и той же части бочки рабочих валков по ширине, где за счет теплового профиля обеспечивается их минимальная вогнутость. Исключение прокатки широкого металлопроката с шириной более (В+50) мм позволяет обеспечить равномерную выработку рабочих валков в той части длины бочки валка, где планируется прокатка рассматриваемого сортамента.
Максимальный объем рассматриваемого сортамента шириной В мм выбирается исходя из количества не более 1050 тонн. Данное условие позволяет минимизировать износ валка в форме ящичного калибра и обеспечивает уменьшение кромочного клина, что снижает поперечную разнотолщинность готовой полосы.
Выполнение заявленных требований в комплексе позволяет обеспечить требуемую разнотолщинность полосы, а именно выпуклость горячекатаных полос не более 0,06 мм. Использование таких полос в качестве подката для станов, производящих трубы методом печной сварки, позволяет получить разницу в толщине свариваемых кромок трубы, исключающую образование дефектов при дальнейшем их редуцировании.
Способ осуществляется следующим образом: в прокатку назначают слябы для производства полос толщиной преимущественно 2,5-3,5 мм и шириной В мм в количестве не более 1050 тонн в конце компании рабочих валков, а объем металла от перевалки до прокатки рассматриваемого проката составляет не менее 2000 тонн; график прокатки планируют без узкого металлопроката шириной В1<(В-50) мм, кроме металлопроката для разогрева бочек рабочих валков (не более 30 полос в начале кампании). Прокатка полос шириной более (В+50) мм также исключается.
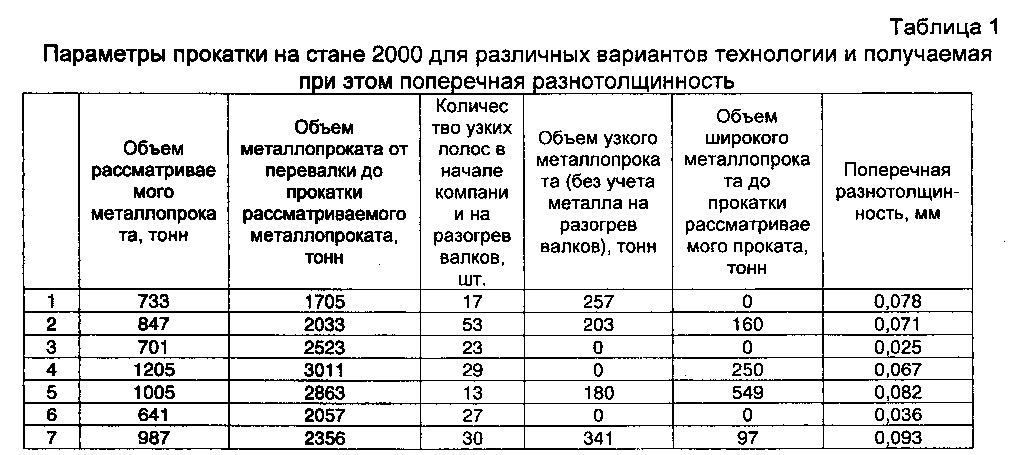
Из табл. 1 следует, что предложенные варианты технологии 3 и 6 имеют более низкую поперечную разнотолщинность.
При запредельных значениях параметров технологии (варианты технологии 1-2, 4-5 и 7) требование по поперечной разнотолщинности менее 0,06 мм не обеспечивается.
Использование предложенной в изобретении технологии создает благоприятные условия для повышения устойчивости процесса горячей прокатки и качества прокатываемых полос. Предлагаемый способ прокатки может быть использован как на существующих, так и на вновь создаваемых непрерывных станах горячей прокатки.
Способ горячей прокатки полос толщиной 2,5-3,5 мм с поперечной разнотолщинностью не более 0,06 мм на непрерывном широкополосном стане, включающий в начале кампании рабочих валков разогрев бочек рабочих валков путем прокатки не более 30 полос шириной В<(В-50) мм, последующую прокатку не менее 2000 тонн проката шириной В мм, при этом В≤В≤(В+50), и затем прокатку не более 1050 тонн проката заданной ширины В мм в конце кампании рабочих валков.Способ изготовления нераскручивающихся канатов закрытой конструкции и устройство для его осуществления
Листовой прокат, изготовленный из высокопрочной стали
Способ производства горячекатаного рулонного проката
Высокопрочный бетон
Рулонный прокат для обсадных и насосно-компрессорных труб и способ его производства
Способ производства низколегированного рулонного проката
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций
Способ производства высокопрочного оцинкованного проката
Способ производства высокопрочного оцинкованного проката
Стальной прокат повышенной коррозионной стойкости и изделие, выполненное из него
Способ производства тонких холоднокатаных полос для нанесения полимерного покрытия
Холоднокатаный прокат
Способ производства хладостойкого листового проката повышенной прочности
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций

