Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ С ТРЕХВАЛКОВОЙ СХЕМЫ НА ДВУХВАЛКОВУЮ И ОБРАТНО
Вид РИД
Изобретение
Изобретение относится к металлургическому производству, а точнее к прокатному оборудованию, непосредственно к станам винтовой прокатки круглого сорта и труб и касается замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно.
Известен способ замены кассет с валками в клети стана поперечно-винтовой прокатки, см. а.с. СССР №1759488, кл. В21В 19/02, заявл. 15.10.90 г., опубл. 07.09.92 г. Способ включает снятие крышки с основания станины клети, замену кассет с валками, разворот крышки в пространстве посредством вспомогательных механизмов, например талей, лебедок, домкратов, рычагов, замену кассет с валками с последующей установкой крышки на основание станины грузоподъемным устройством.
Недостатком этого способа является высокая трудоемкость замены кассет с валками в крышке клети при переходе с одной схемы клети на другую или обратно. Это объясняется тем, что для извлечения кассет с валками из крышки клети ее необходимо развернуть для того, чтобы кассету с валком можно было извлечь грузоподъемным устройством вертикально вверх, и уже затем установить новую кассету с валком. Для осуществления разворота крышки клети необходимо воспользоваться вспомогательными механизмами, например талями, лебедками, домкратами, рычагами.
Указанный недостаток приводит к значительным непроизводительным простоям прокатного стана в целом и снижению его годовой производительности.
Из известных наиболее близким по технической сущности является способ замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно, см. а.с. СССР №605651, кл. В21В 19/06, заявл. 15.01.75 г., опубл. 05.05.78 г.
Известный способ включает снятие крышки с основания станины клети и ее поворот, замену кассет с валками, разворот крышки в пространстве на 180° в положение новой клети и установку крышки на основание станины клети в рабочее положение.
Для замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую используют вспомогательные механизмы, например тали, лебедки, домкраты, рычаги для разворота крышки относительно оси, перпендикулярной плоскости разъема станины.
Недостатком известного способа является значительная трудоемкость его осуществления, обусловленная тем, что при повороте крышки вокруг оси, расположенной под углом к вертикали, используют ряд вспомогательных механизмов, таких как лебедки, тали, домкраты, рычаги и прочее оборудование. Это вызвано тем, что ось крышки клети необходимо разворачивать на 180° относительно наклонной оси, перпендикулярной плоскости разъема станины клети.
Указанный недостаток приводит к значительным простоям оборудования при замене кассет с валками в клети с трехвалковой схемы на двухвалковую или обратно, что в итоге снижает годовую производительность прокатного стана, где эксплуатируется указанная клеть.
Задача настоящего изобретения состоит в создании способа для замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно, позволяющего снизить трудоемкость этой операции и повысить производительность прокатного стана в целом.
Поставленная задача достигается тем, что в способе замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно, включающем снятие крышки с основания станины клети и ее поворот, замену кассет с валками, разворот крышки в пространстве на 180° в положение новой клети и установку крышки на основание станины клети в рабочее положение, согласно изобретению замена кассет с валками с трехвалковой схемы на двухвалковую и замена кассет с валками с двухвалковой схемы на трехвалковую осуществляют посредством закрепления крышки клети на консольной вилкообразной балке, расположенной на валу, установленном на стойке с возможностью вращения, а разворот крышки в пространстве на 180° в положение с трехвалковой схемы на двухвалковую или обратно осуществляют вокруг оси, проходящей через центр тяжести крышки.
Такое выполнение способа замены кассет с валками в клети стана поперечно-винтовой прокатки позволит снизить трудоемкость этой операции и повысить производительность прокатного стана в целом.
Это достигается за счет того, что замену кассет с валками в клети с трехвалковой схемы на двухвалковую или обратно осуществляют путем закрепления крышки клети на консольной вилкообразной балке, расположенной на валу, установленном на стойке с возможностью вращения, а также за счет того, крышку клети разворачивают в пространстве на 180° вокруг вертикальной оси, проходящей через центр тяжести крышки. Благодаря этому исключаются дополнительные вспомогательные механизмы, снижается трудоемкость замены кассет с валками, сокращаются простои и повышается производительность прокатного стана в целом.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
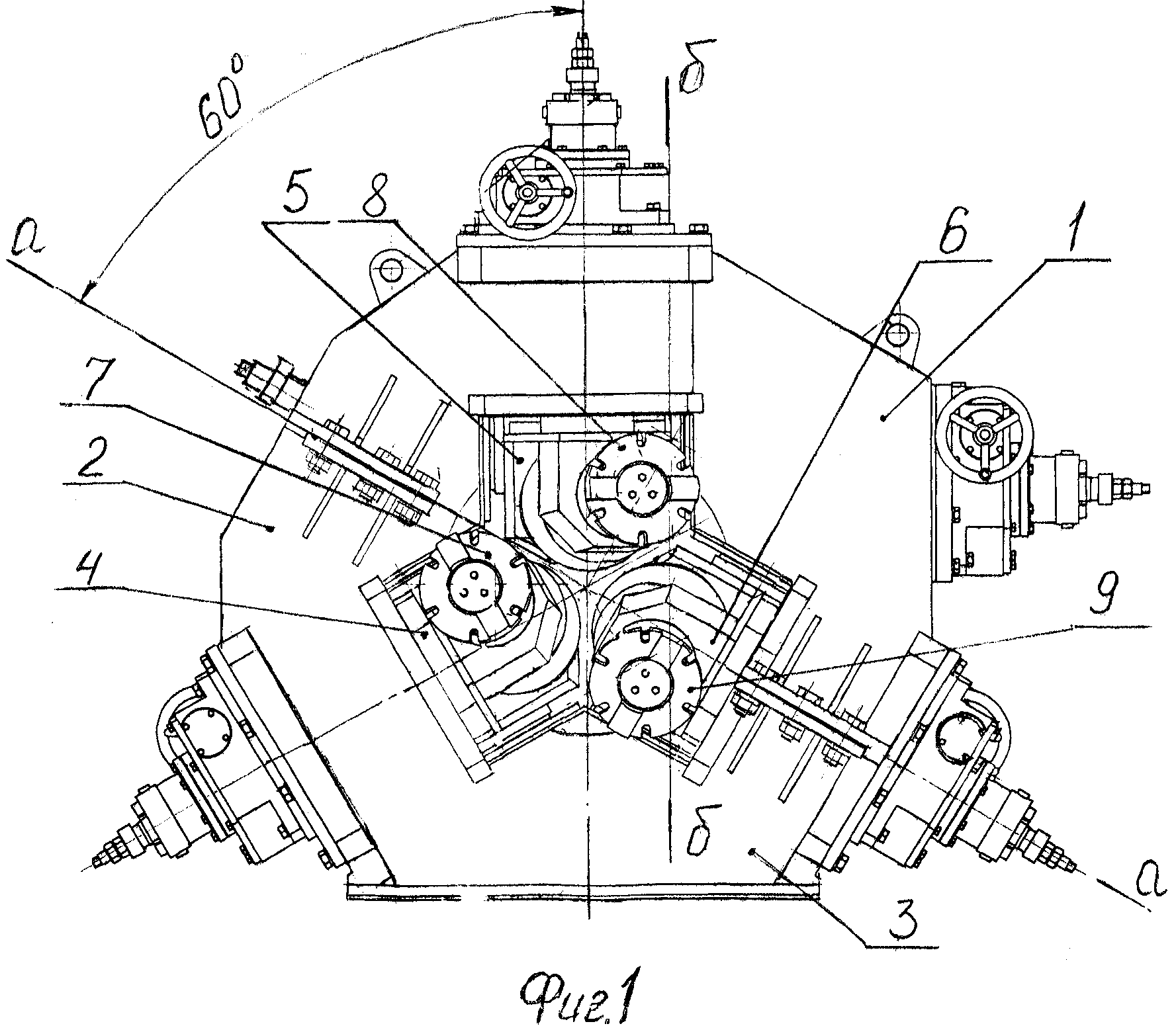
на фиг. 1 изображена клеть стана поперечно-винтовой прокатки при трехвалковой схеме прокатки;
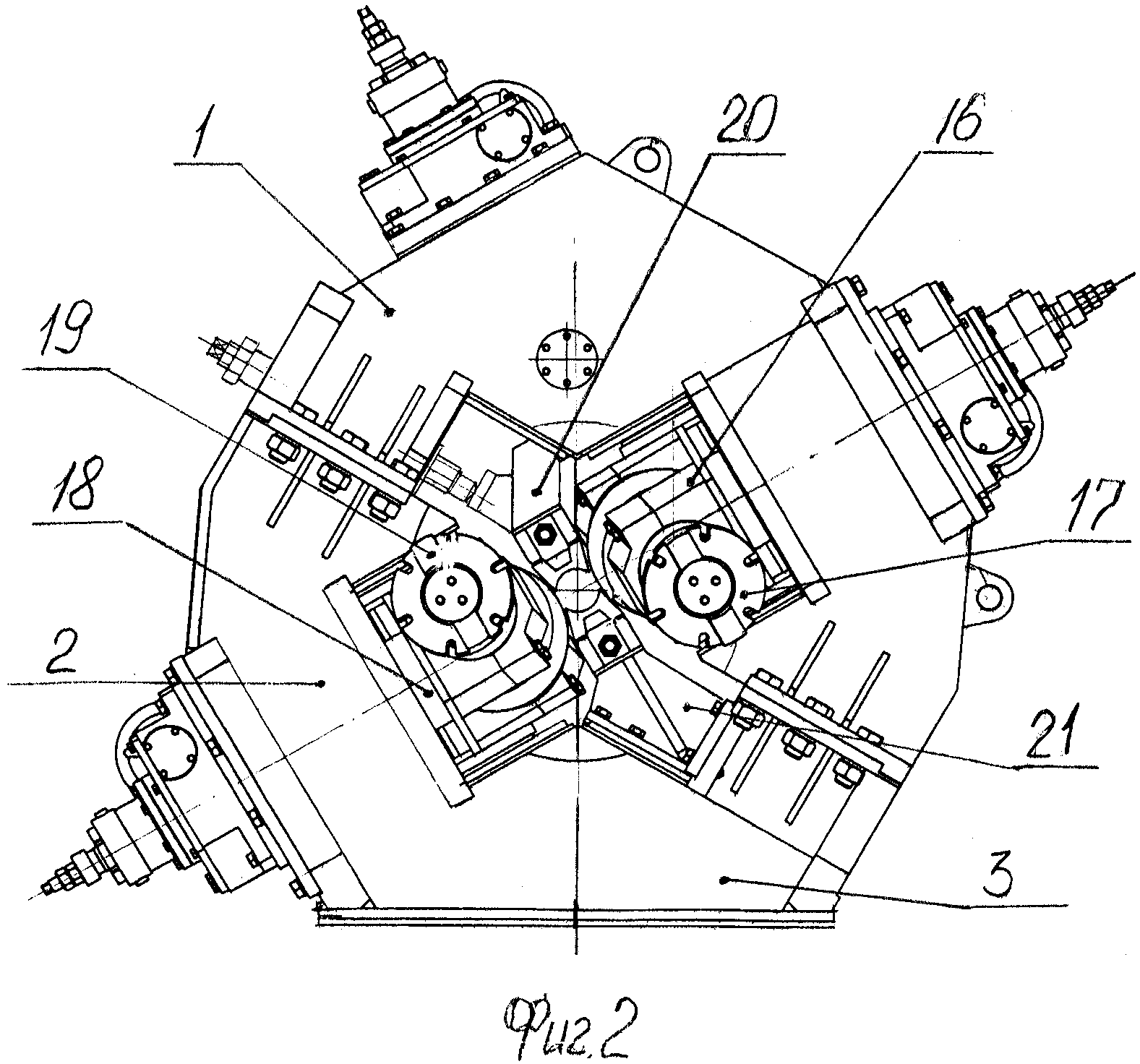
на фиг. 2 - то же, при двухвалковой схеме прокатки;
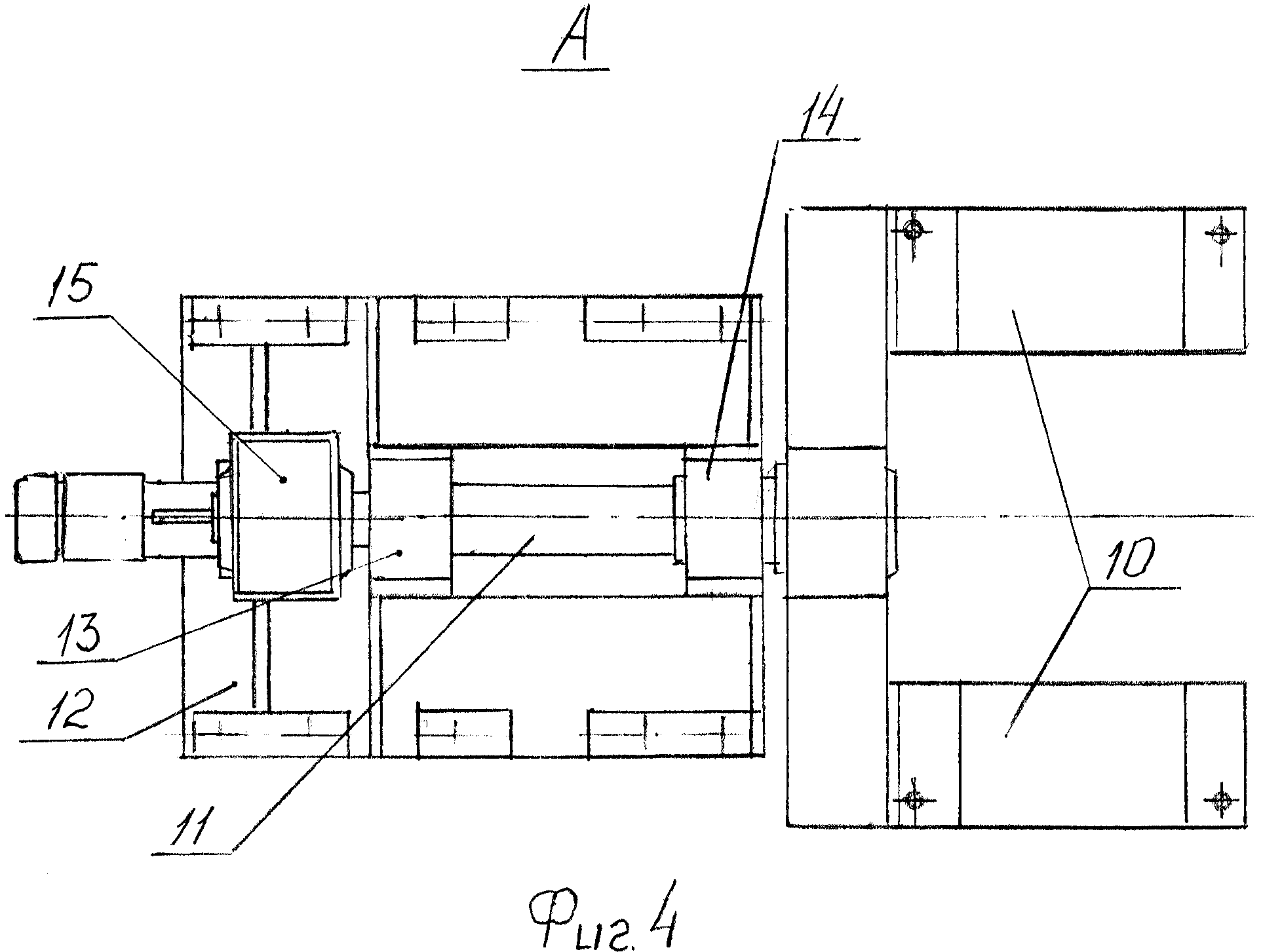
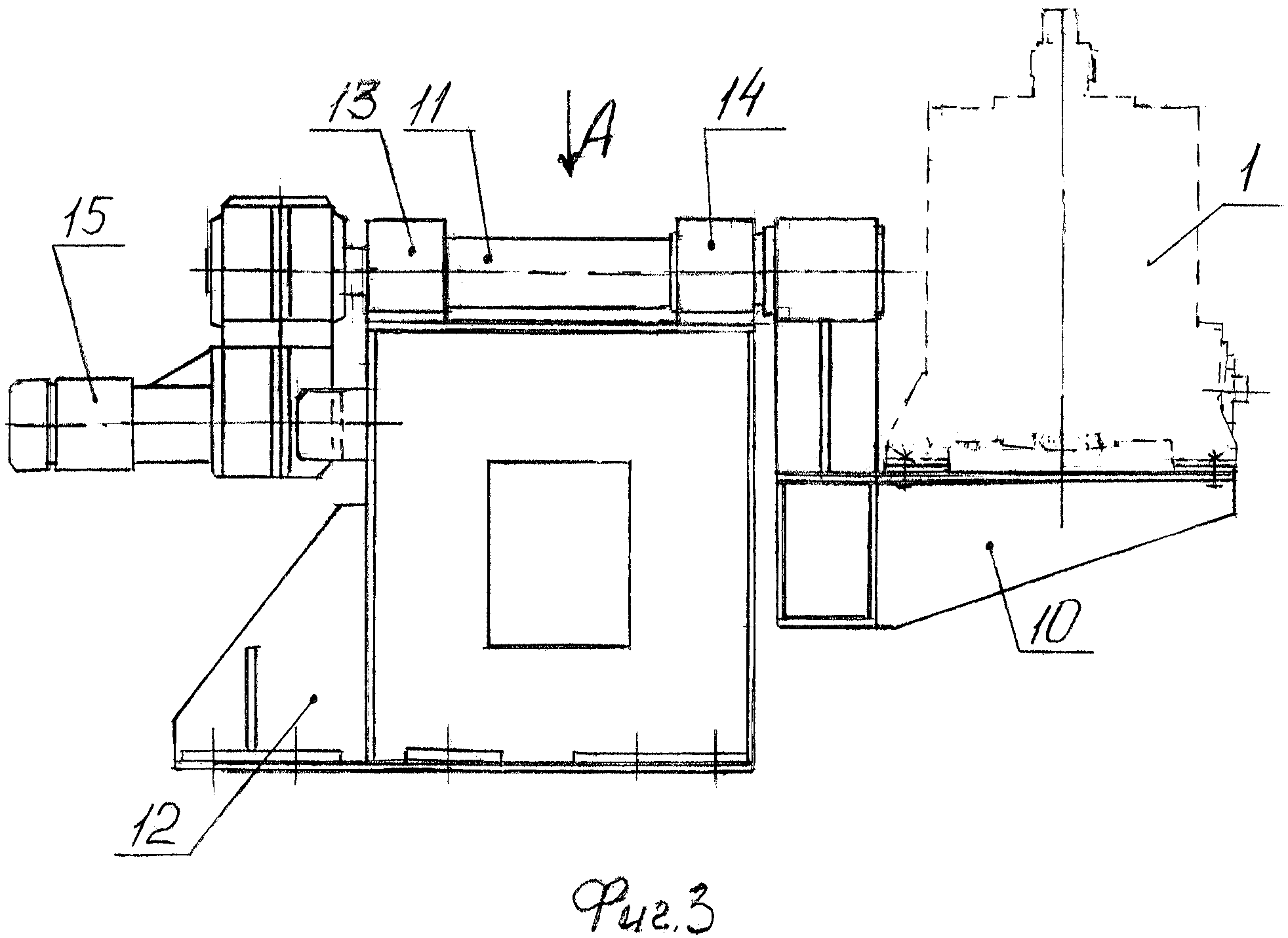
на фиг. 3 - вилкообразная балка, общий вид;
на фиг. 4 - то же, вид по стрелке А на фиг. 3;
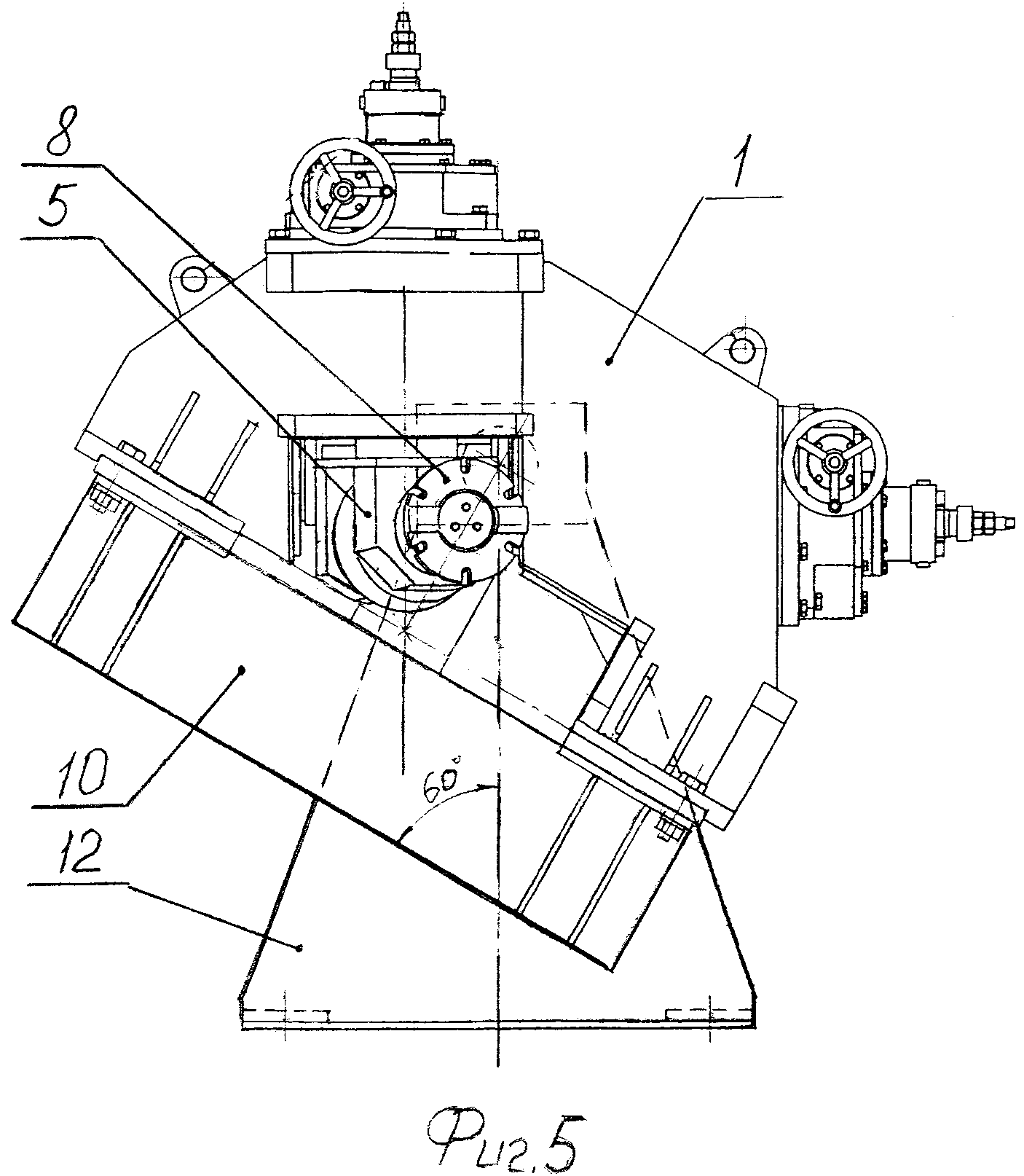
на фиг. 5 - положение крышки, закрепленной на балке по трехвалковой схеме;
на фиг. 6 - положение крышки, закрепленной на балке при извлечении кассеты с валком по трехвалковой схеме;
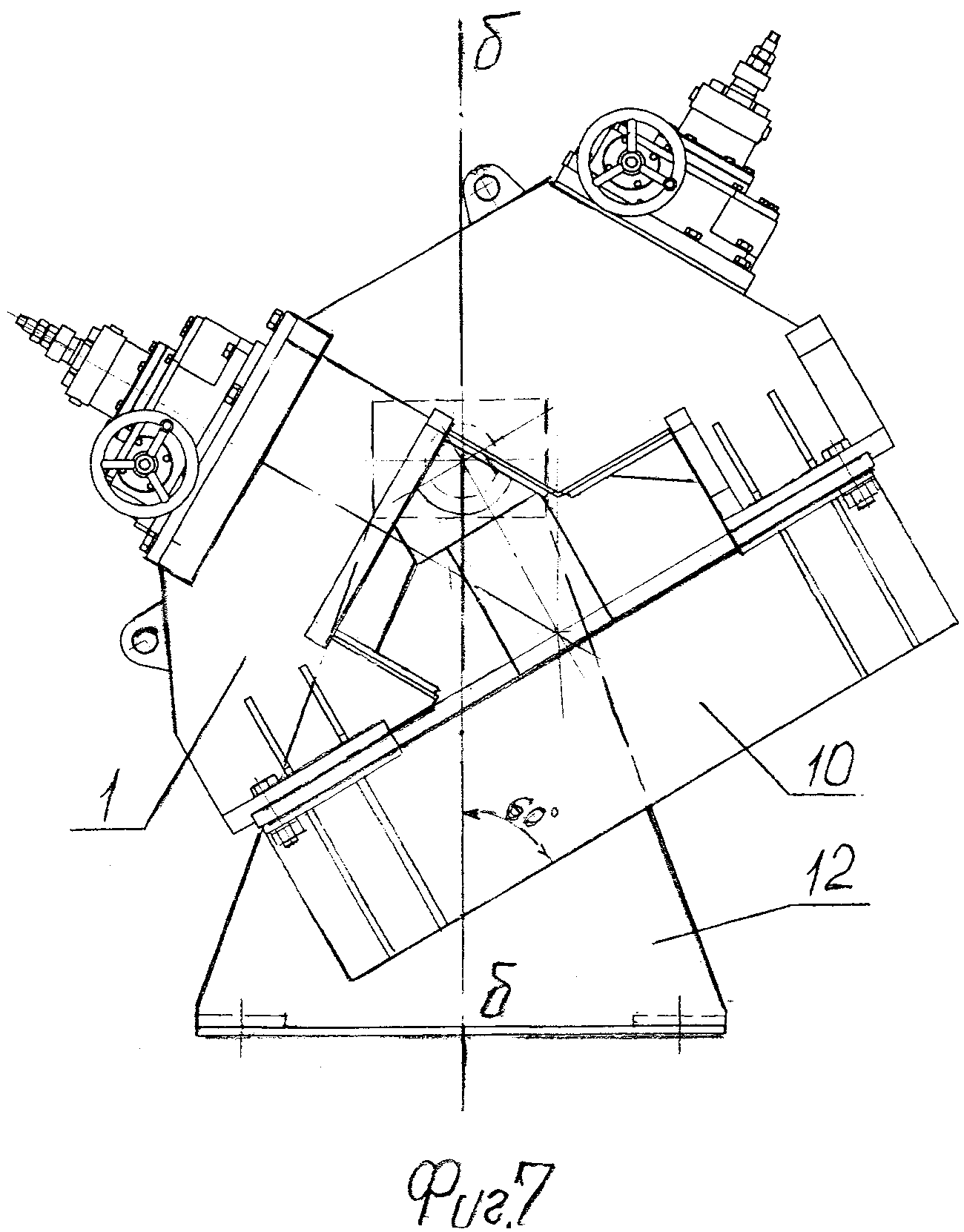
на фиг. 7 - промежуточное положение крышки с балкой перед подъемом крышки клети;
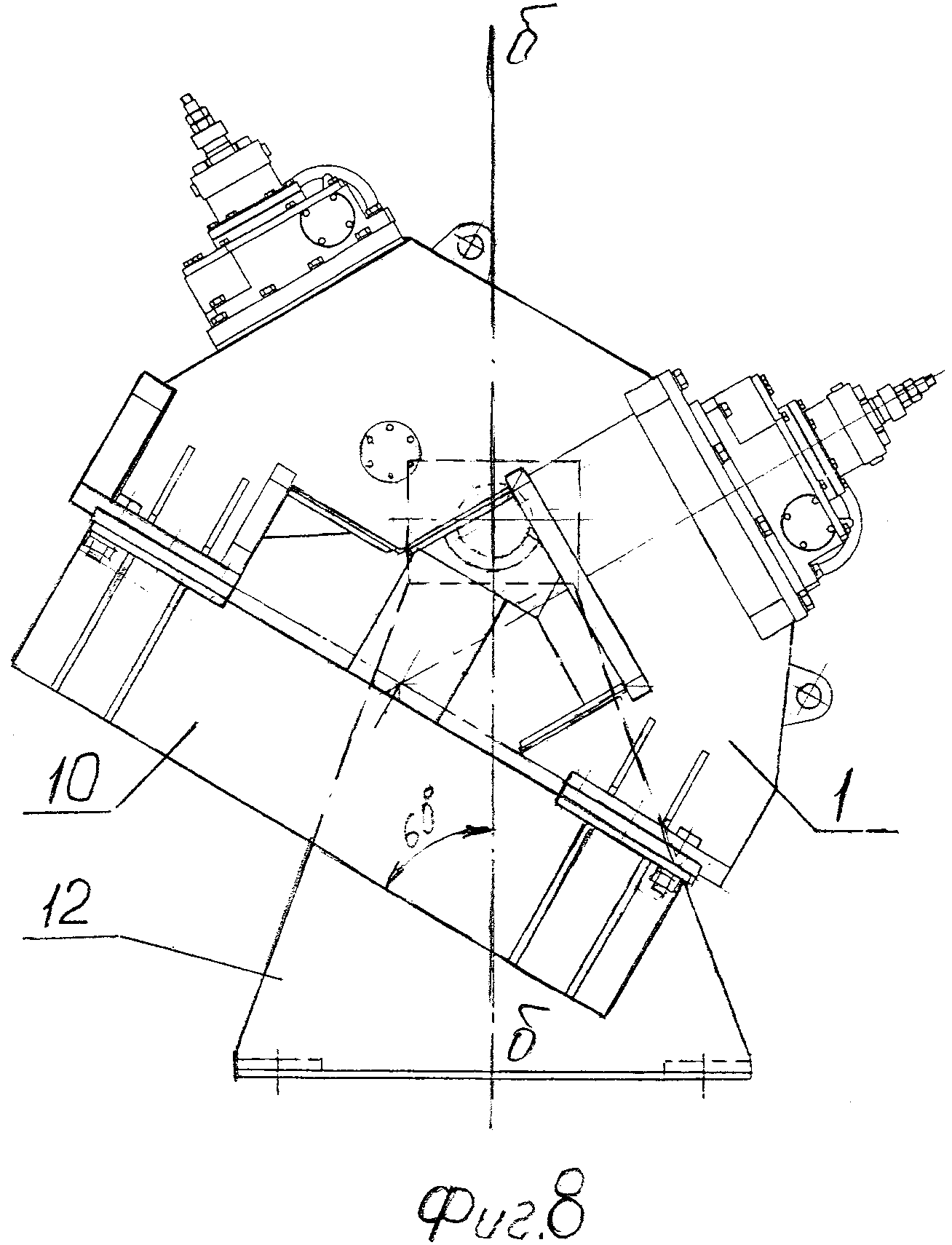
на фиг. 8 - положение крышки после разворота в пространстве вокруг вертикальной оси б-б на 180° под двухвалковую схему и ее закрепление на балке;
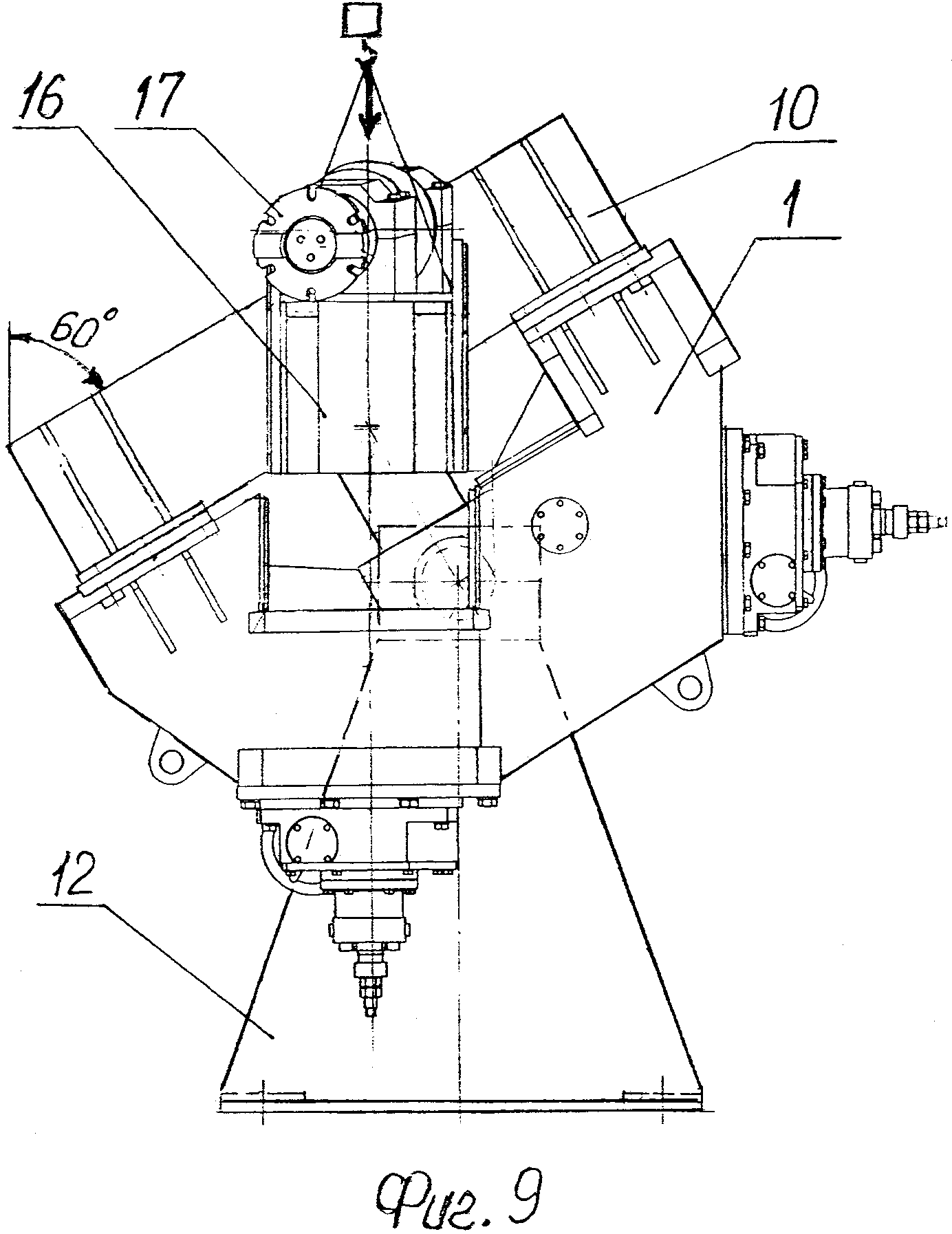
на фиг. 9 - положение крышки с балкой для установки новой кассеты с валком;
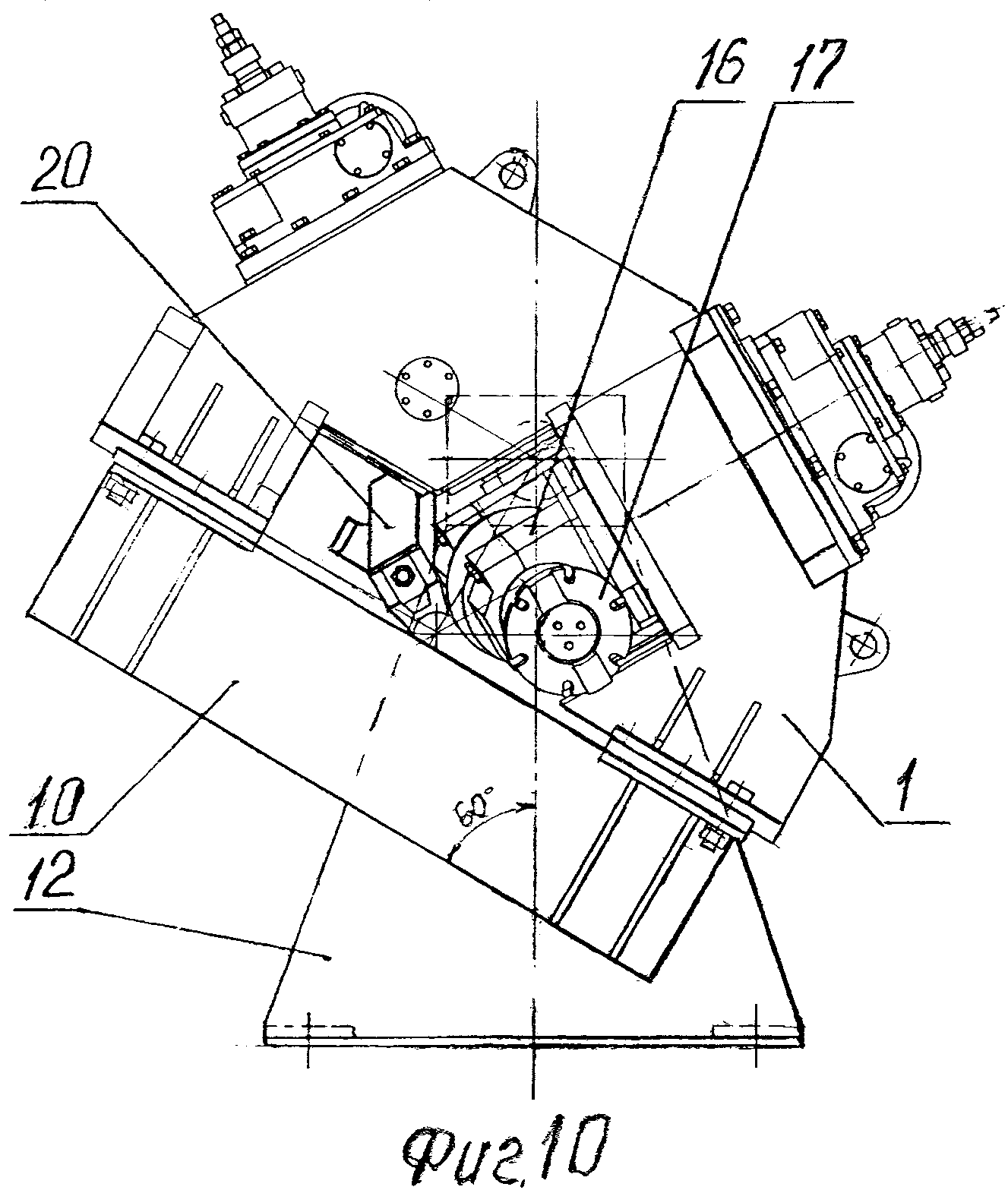
на фиг. 10 - положение крышки с балкой перед снятием крышки для установки на станину клети по двухвалковой схеме.
Способ замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно включает снятие крышки 1 с основания 2 станины 3 клети, замену кассет 4, 5, 6 с валками 7, 8, 9, разворот крышки 1 в пространстве на 180°в положение новой клети и установку крышки 1 на основание 2 станины 3 клети в рабочее положение.
Способ замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую осуществляют следующим образом. Крышку 1 снимают с основания 2 станины 3 клети (фиг. 1) и крепят ее на консольную вилкообразную балку 10, расположенную на валу 11, установленном на стойке 12 с возможностью вращения (фиг. 3, 5). Вал 11 расположен в подшипниковых опорах 13, 14 и имеет электромеханический привод 15. Затем приводом 15 крышку 1 посредством балки 10 поворачивают в положение выемки кассеты 5 с валком 8 (фиг. 6). Далее крышка 1 вместе с балкой 10 переводится в промежуточное положение (фиг. 7). Крышку 1 рассоединяют с балкой 10, приподнимают подъемным краном и разворачивают в пространстве на 180° вокруг вертикальной оси б-б, проходящей через центр тяжести крышки 1 в положение двухвалковой схемы. После этого крышку 1 клети опять крепят на балке 10 (фиг. 8). Затем крышку 1 вместе с балкой 10 переводят в положение (фиг. 9) для установки новой кассеты 16 с валком 17 грузоподъемным устройством. Производится также установка новой кассеты 18 с валком 19 в основание 2 станины 3 клети (фиг. 2). Затем крышка 1 с балкой 10 переводится в положение фиг. 10, крышку 1 снимают с балки и устанавливают ее в рабочее положение на основание 2 станины 3 клети (фиг. 2), что соответствует окончанию замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую. Замена кассет с валками в клети стана поперечно-винтовой прокатки с двухвалковой схемы на трехвалковую производится в обратном порядке.
После замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую устанавливают линейкодержатели 20, 21, а после замены кассет с валками с двухвалковой схемы на трехвалковую линейкодержатели 20, 21 убирают.
Предложенный способ замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно по сравнению с известными позволяет снизить трудоемкость этой операции и повысить производительность прокатного стана в целом.
Способ замены кассет с валками в клети стана поперечно-винтовой прокатки с трехвалковой схемы на двухвалковую или обратно, включающий снятие крышки с основания станины клети и ее поворот, замену кассет с валками, разворот крышки в пространстве на 180° и установку крышки на основание станины клети в рабочее положение, отличающийся тем, что замену кассет с валками осуществляют посредством закрепления крышки клети на консольной вилкообразной балке, расположенной на валу, установленном на стойке с возможностью вращения, а разворот крышки в пространстве на 180° осуществляют вокруг оси, проходящей через центр тяжести крышки.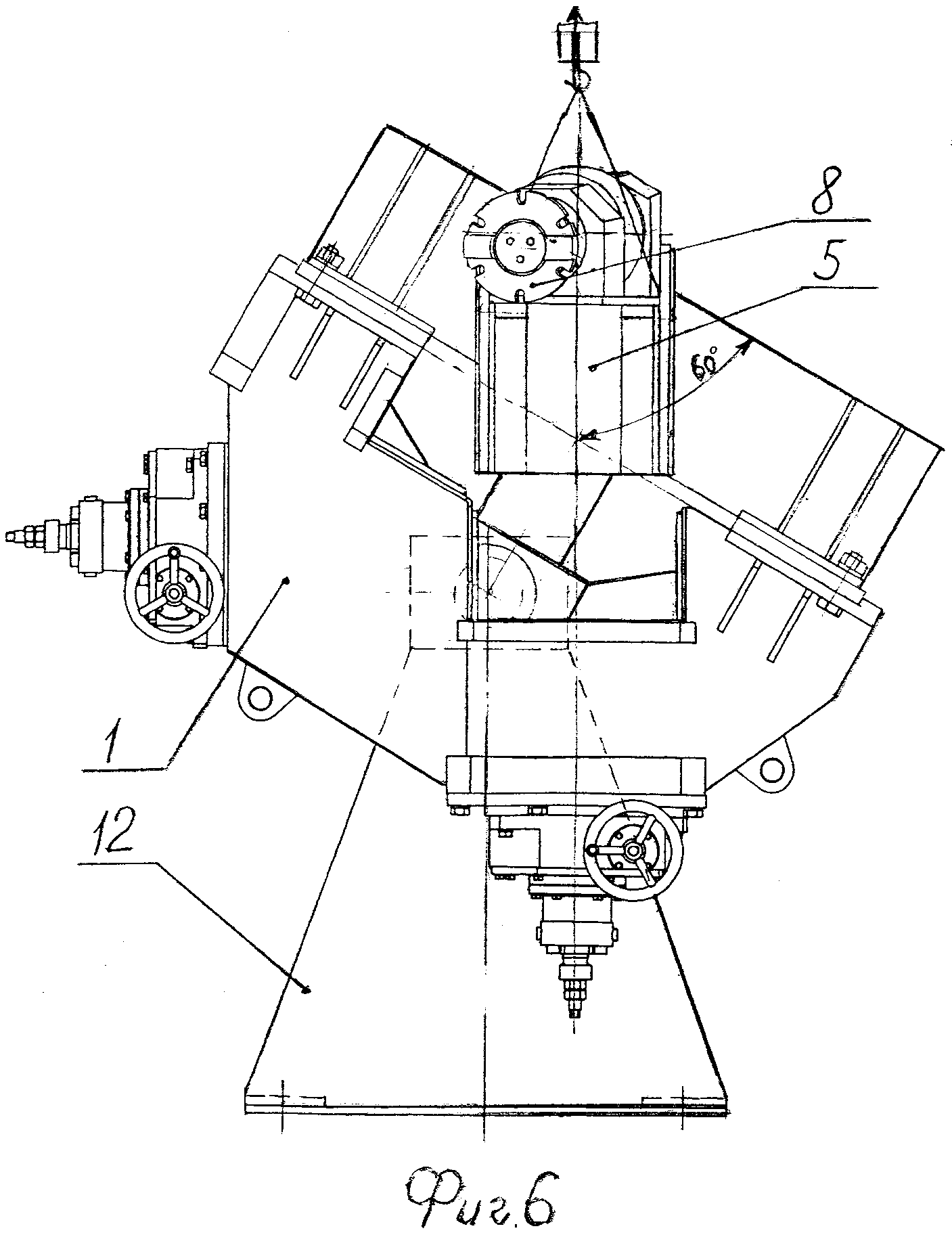
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб
Способ и стан для производства сварных прямошовных труб
Устройство для производства изделий из листового металла
Способ резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучая зубчатая дисковая пила для его осуществления
Рабочая клеть стана поперечно-винтовой прокатки
Устройство для установки стержня с оправкой на трубопрокатном стане
Шариковый шарнир
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб
Способ и стан для производства сварных прямошовных труб

