Результат интеллектуальной деятельности: СПОСОБ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ НА МЕРНЫЕ ДЛИНЫ И ЛЕТУЧАЯ ЗУБЧАТАЯ ДИСКОВАЯ ПИЛА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к способу резки непрерывно движущихся труб на мерные длины в линиях трубосварочных станов и летучей зубчатой дисковой пиле для осуществления способа.
Известен способ резки круглого проката на мерные длины, а.с. СССР №1134315, кл. B23D 45/00, заявл. 02.04.82 г., опубл. 15.01.85 г., включающий вход режущего инструмента, резку с большой скоростью вращения режущего инструмента и корректируемой задаваемой скоростью поперечной подачи режущего инструмента и выход режущего инструмента. Согласно способу при резке скорость поперечной подачи режущего инструмента корректируют после регистрации заданного изменения величины удельного сопротивления резания и по определенной на одном резе величине удельного сопротивления задают скорость поперечной подачи.
Основным недостатком данного способа резки круглого проката на мерные длины является то, что даже после корректирования скорости подачи режущего инструмента весь рез проката происходит с постоянной скоростью. При постоянной максимальной скорости поперечной подачи до 1 м/сек и большой скорости вращения режущего инструмента при входе и выходе режущего инструмента на торце разрезаемого проката образуются большие заусенцы. При постоянной, меньшей максимальной скорости поперечной подачи и большой скорости вращения режущего инструмента качество реза улучшается, но резко снижается производительность зубчатой дисковой пилы в результате того, что растет величина цикла времени, необходимого на резку проката, уменьшается сортамент по длине проката и происходит интенсивный износ зубьев режущего диска за счет увеличения их работы.
Известна летучая зубчатая дисковая пила для резки непрерывно движущихся профилей на мерные длины, а.с. №376998, кл. B23D 25/04, заявл. 13.04.70 г., опубл. 15.11.78 г., содержащая следящие ролики, станину, по направляющим которой с помощью главного гидроцилиндра перемещается каретка, размещенные на каретке режущий инструмент, насосно-аккумуляторная установка, посредством гидроцилиндра обеспечивающая регулируемую по скорости и усилию поперечную подачу режущего инструмента на профиль, и электродвигатель. На каретке установлен также импульсный датчик перемещения, осуществляющий синхронизацию движения каретки с разрезаемым профилем.
Основным недостатком конструкции этой летучей зубчатой дисковой пилы является то, что весь рез профиля на ней можно осуществлять только с постоянной максимальной скоростью поперечной подачи при большой скорости вращения режущего инструмента, в результате чего при входе и выходе режущего инструмента на торце разрезаемого профиля образуются большие заусенцы.
Низкое качество торцов профилей при резке на данной пиле обусловлено также тем, что из-за отсутствия в ее конструкции механизма зажима профиль режется незафиксированным относительно размещенного на каретке режущего инструмента. В результате на перемещающийся профиль действуют передаваемые режущим инструментом усилия, которые смещают его относительно оси подачи. Рез получается косым, а при тонкой стенке профиля происходит еще и деформация торцов. Это ведет к дополнительной обработке торцов и дополнительным финансовым затратам.
Еще одним недостатком конструкции рассматриваемой летучей зубчатой дисковой пилы является ее низкая надежность при работе вследствие того, что ее каретка и профиль при разрезании движутся раздельно, и даже небольшое рассогласование их скоростей приводит к поломке режущего инструмента и остановке пилы.
Из известных способов резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучих зубчатых дисковых пил для осуществления этих способов наиболее близкими по технической сущности являются способ резки и летучая зубчатая дисковая пила, описанные в а.с. СССР №1042917, кл. B23D 45/24, заявл. 25.09.81 г., опубл. 23.09.83 г.
Способ резки непрерывно движущихся сварных прямошовных труб на мерные длины включает вход режущего инструмента, резку с большой скоростью вращения режущего инструмента в пределах 80-100 м/сек за счет накопленной кинетической энергии вращающихся масс, с максимальной скоростью его поперечной подачи до 1 м/сек и максимальной глубиной реза на один зуб диска и выход режущего инструмента.
Недостатком известного способа резки на мерные длины является то, что весь рез труб происходит только с постоянной максимальной скоростью поперечной подачи при большой скорости вращения режущего инструмента, в результате чего при входе и выходе режущего инструмента на торце разрезаемых труб образуются большие заусенцы. Это снижает качество труб и требует дополнительных затрат на устранение заусенцев.
Летучая зубчатая дисковая пила для осуществления рассмотренного выше способа содержит следящие ролики, станину, по направляющим которой перемещается каретка, привод перемещения каретки, размещенные на каретке механизм зажима трубы и расположенный в подшипниковой опоре поворотный механизм поперечной подачи с закрепленным на нем режущим инструментом. Поворотный механизм поперечной подачи кинематически связан с приводом поперечной подачи и приводом вращения режущего инструмента от электродвигателей. На валу электродвигателя привода вращения закреплен маховик. Привод поворотного механизма поперечной подачи и привод вращения режущего инструмента включают систему зубчатых колес и специальных редукторов.
Основным недостатком данной летучей зубчатой дисковой пилы является то, что ее конструкция не может предотвратить образование заусенцев на торце труб. Это происходит из-за того, что она не может обеспечить разные скорости поперечной подачи при входе и выходе режущего инструмента и при основном резе вследствие сложной системы зубчатых колес и специальных редукторов в поворотном механизме поперечной подачи и применения в его приводе электродвигателя.
Другим недостатком рассматриваемой летучей зубчатой дисковой пилы является то, что из-за сложности конструкции приводов поворотного механизма поперечной подачи и вращения режущего инструмента, требуется дополнительная установка на каретке станции смазки зубчатых зацеплений, требуются дополнительные энергозатраты, усложняется обслуживание оборудования и снижается степень его ремонтопригодности.
Задачей настоящего изобретения является создание способа резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучей зубчатой дисковой пилы для его осуществления, позволяющих получать высококачественные трубы за счет обеспечения качественного реза без заусенцев при сохранении производительности летучей зубчатой дисковой пилы.
Поставленная задача достигается тем, что в способе резки непрерывно движущихся сварных прямошовных труб на мерные длины летучей зубчатой дисковой пилой путем вращения с большой скоростью режущего инструмента за счет накопленной кинетической энергии вращающихся масс и его поперечной подачи, включающем вход режущего инструмента в трубу, основной рез с максимальной скоростью поперечной подачи при максимальной глубине реза на один зуб диска и выход режущего инструмента из трубы, согласно изобретению вход и выход режущего инструмента осуществляют с минимальной скоростью поперечной подачи при минимальной глубине реза на один зуб диска, определяемой зависимостью
S=Zn·Z·n/1000, где
S - скорость поперечной подачи режущего инструмента, м·об/мин,
Zn - глубина реза на один зуб, мм,
Z - число зубьев дисковой пилы,
n - число оборотов вращения пилы, об/мин.
В летучей зубчатой дисковой пиле для резки непрерывно движущихся сварных прямошовных труб на мерные длины, содержащей следящие ролики, станину, на направляющих которой смонтирована каретка, привод перемещения каретки, размещенные на каретке механизм зажима трубы и поворотный механизм поперечной подачи с закрепленным на нем режущим инструментом, при этом поворотный механизм поперечной подачи кинематически связан с гидроприводом поперечной подачи, снабженным регулятором рабочей жидкости с электронным пропорциональным управлением, и с электродвигателем, на валу которого закреплен маховик, согласно изобретению поворотный механизм поперечной подачи выполнен в виде установленного в подшипниковых опорах держателя и размещенной на его свободном конце в подшипниковых опорах траверсы с отверстием в центральной части, в котором расположена втулка и насадка, при этом передний конец насадки опирается на траверсу и соединен со штоком гидропривода поперечной подачи, а на другом конце насадки установлены пружина в двух охватывающих втулках и гайки, обеспечивающие регулировку усилия пружины, при этом одна из охватывающих втулок размещена на корпусе траверсы.
Такое выполнение предлагаемого способа резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучей зубчатой дисковой пилы для его осуществления позволяет получать высококачественные трубы за счет обеспечения качественного реза без заусенцев при сохранении производительности летучей зубчатой дисковой пилы.
Качественный рез труб без заусенцев при сохранении производительности летучей зубчатой дисковой пилы достигается благодаря обеспечению минимальных скоростей поперечной подачи при входе и выходе режущего инструмента при минимальной глубине реза на один зуб диска и максимальной скорости поперечной подачи при основном резе при максимальной глубине реза на один зуб диска.
Изменение скоростей поперечной подачи режущего инструмента обеспечивается благодаря изменению усилий пружины поворотного механизма поперечной подачи, от предварительно заданного значения усилия пружины при настройке с помощью гаек, при котором вход режущего инструмента в трубу происходит с минимальной скоростью, до максимального значения, при котором достигается максимальная скорость поперечной подачи и происходит основной рез трубы. Изменение скоростей достигается также благодаря применению гидропривода поперечной подачи и снабжению его регулятором рабочей жидкости с электронным пропорциональным управлением, воздействующим по специальной программе на гидропривод для достижения минимальной скорости поперечной подачи при выходе режущего инструмента из трубы, равной скорости поперечной подачи режущего инструмента при входе.
Для пояснения изобретения ниже приводится конкретный пример выполнения летучей зубчатой дисковой пилы для резки непрерывно движущихся сварных прямошовных труб на мерные длины и описан пример осуществления способа резки на ней, со ссылками на прилагаемые чертежи, на которых:
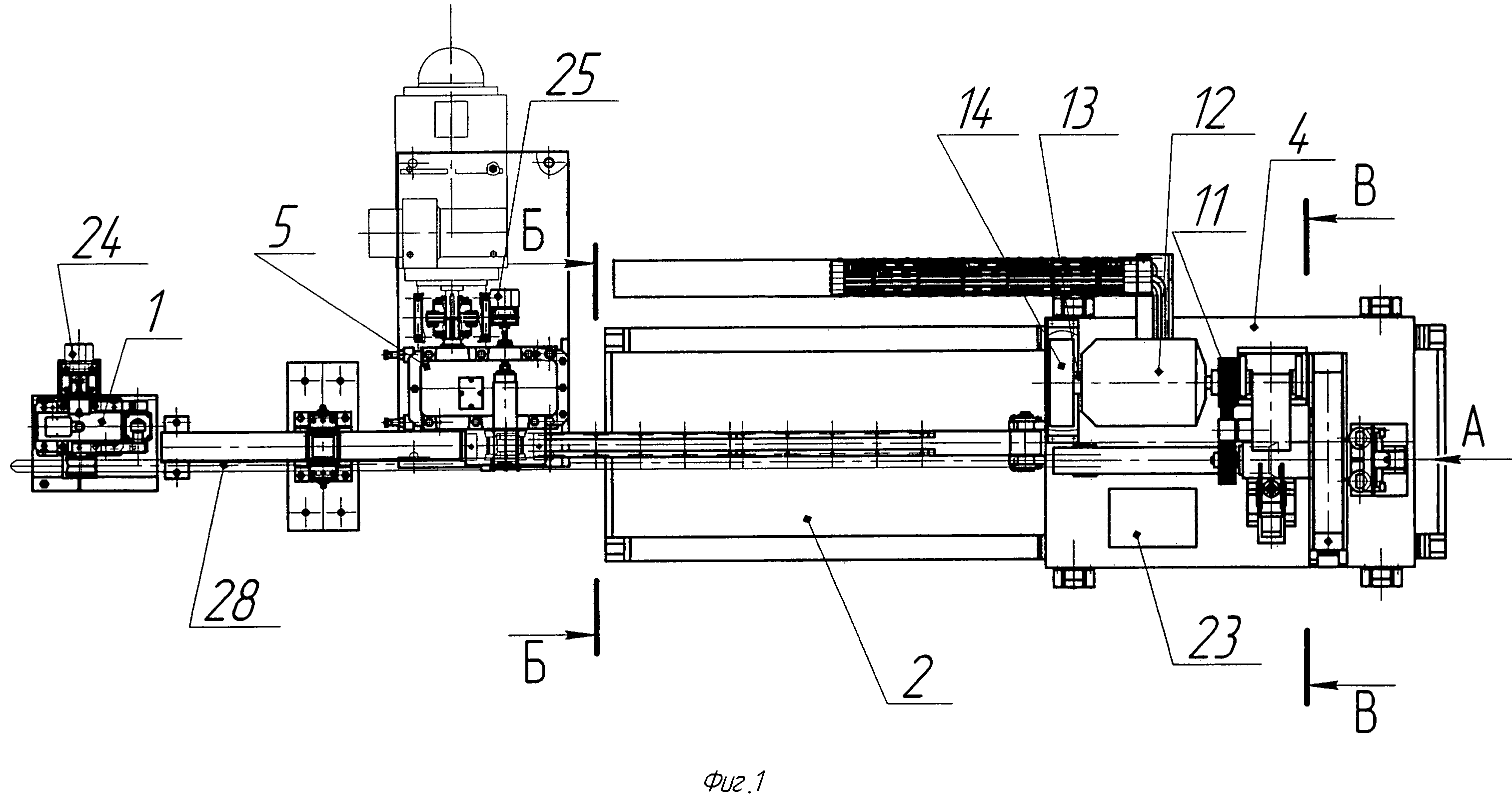
на фиг. 1 изображен общий вид зубчатой дисковой пилы в плане,
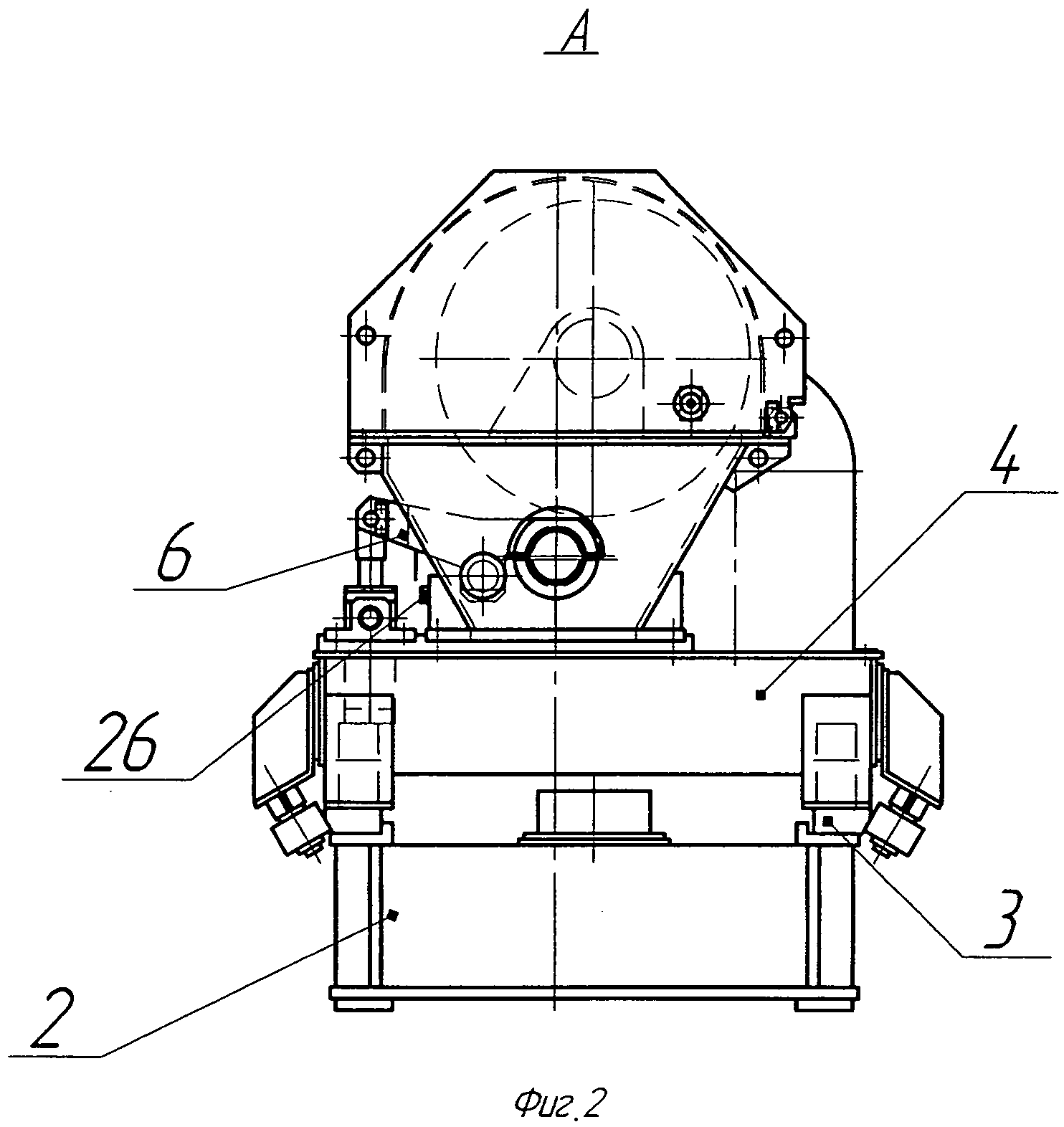
на фиг. 2 - то же, вид по стрелке А на фиг. 1,
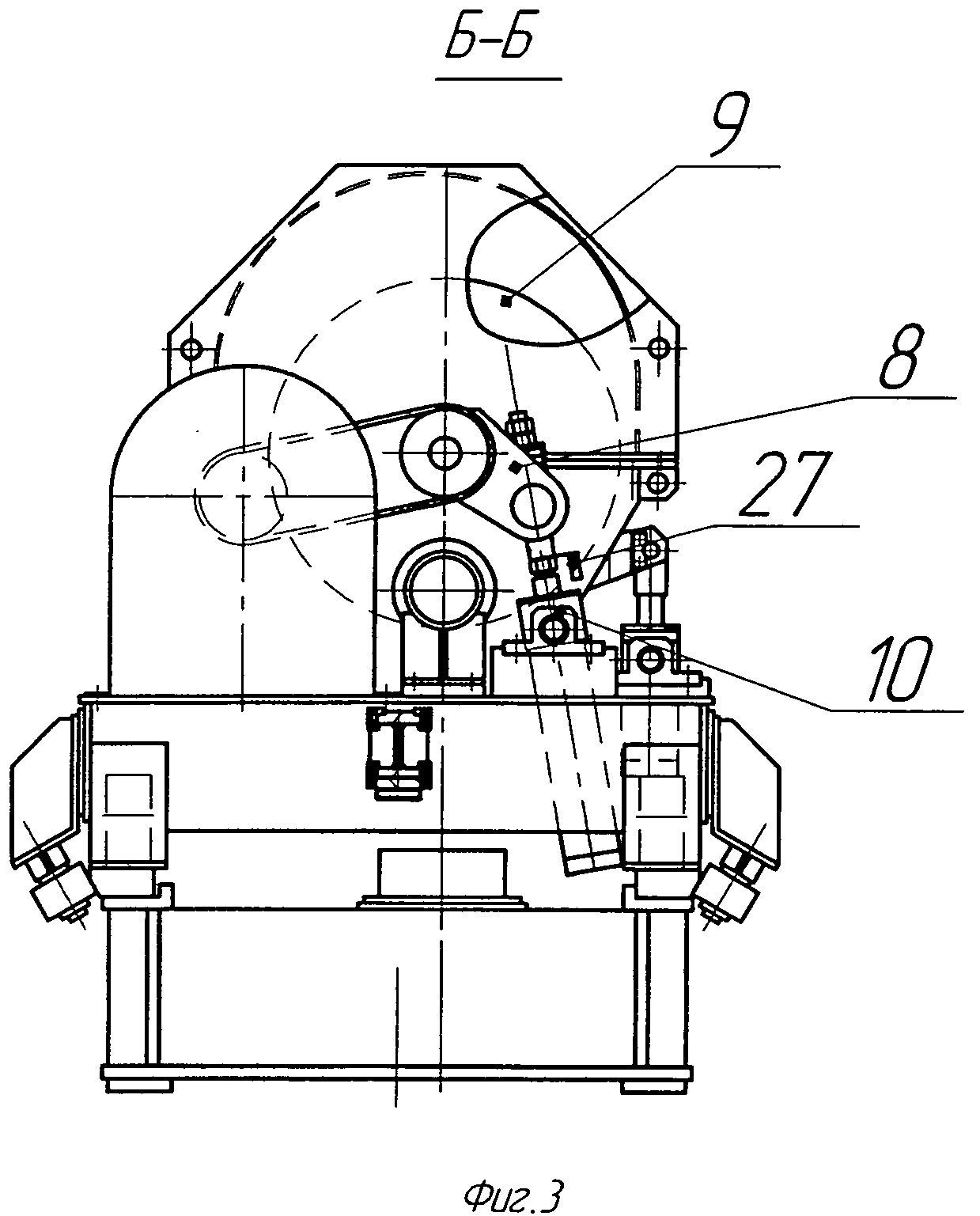
на фиг. 3 - то же, разрез Б-Б на фиг. 1,
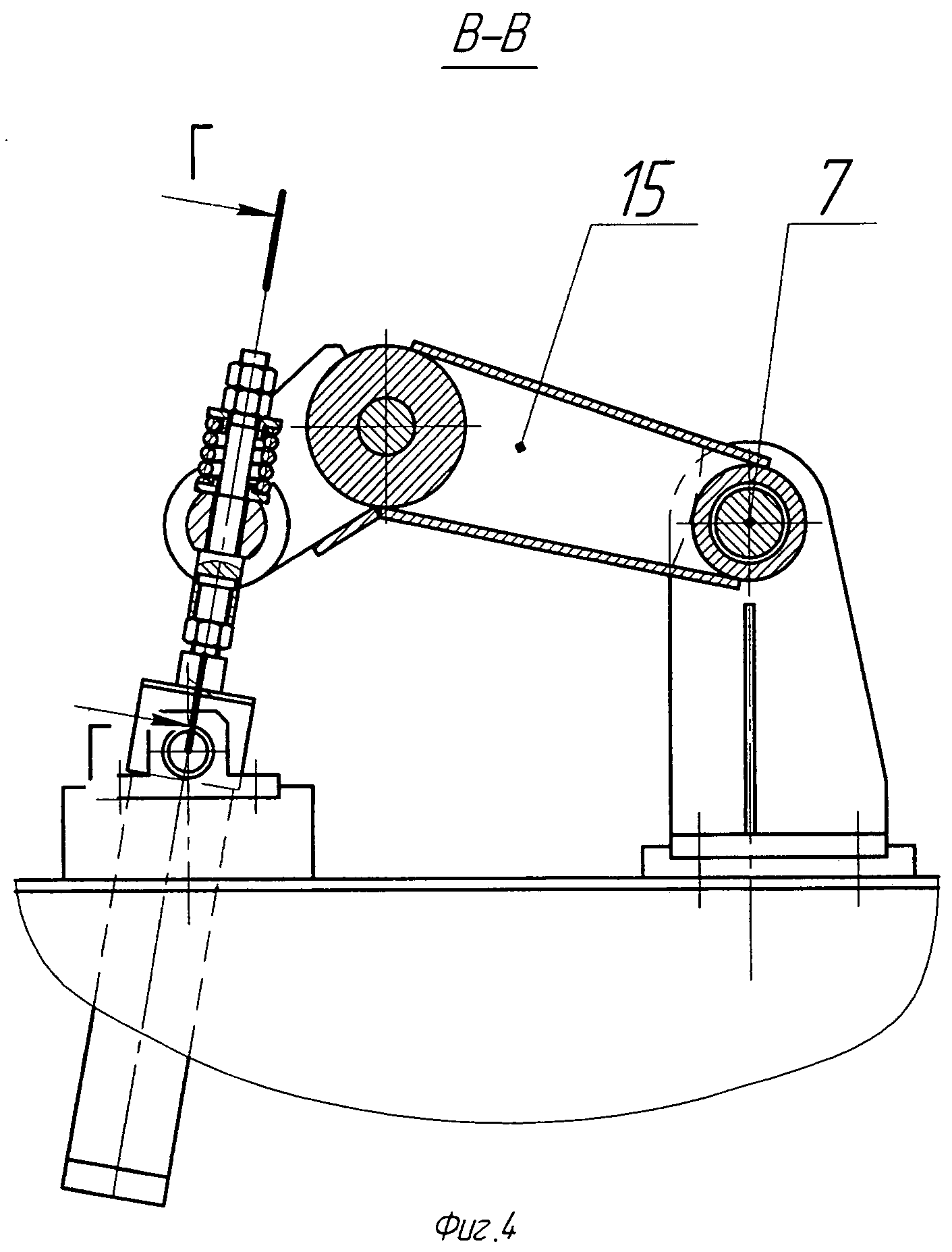
на фиг. 4 - разрез В-В на фиг. 1, механизм поперечной подачи,
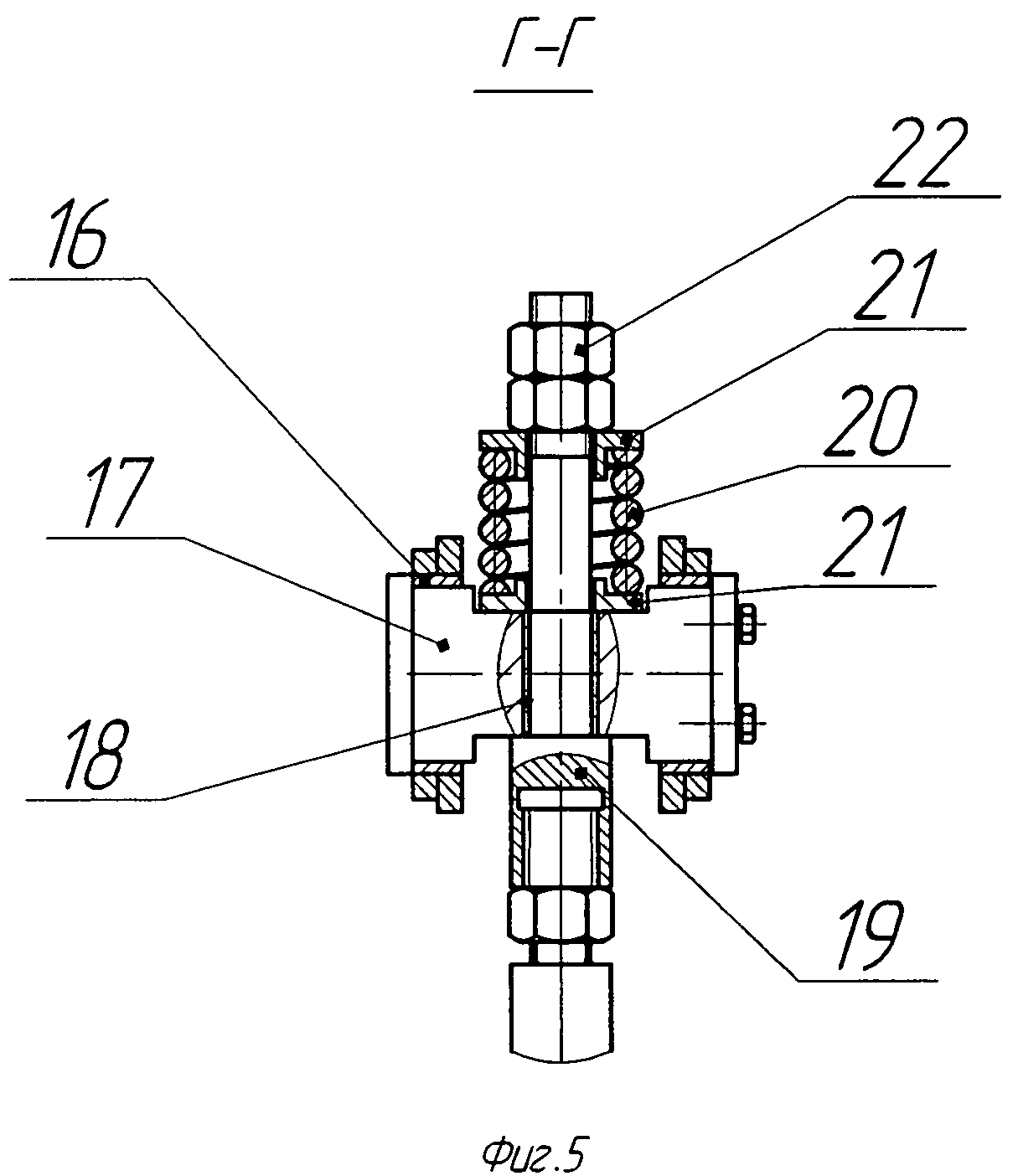
на фиг. 5 - то же, разрез Г-Г на фиг. 4.
Летучая зубчатая дисковая пила для резки непрерывно движущихся сварных прямошовных труб на мерные длины содержит следящие ролики 1, станину 2, по направляющим 3 которой перемещается каретка 4, и привод 5 перемещения каретки. На каретке 4 размещены механизм 6 зажима трубы и расположенный в подшипниковой опоре 7 поворотный механизм 8 поперечной подачи с закрепленным на нем режущим инструментом 9. Поворотный механизм 8 поперечной подачи кинематически связан с гидроприводом 10 и через клиноременную передачу 11 - с электродвигателем 12, на валу 13 которого закреплен маховик 14.
Поворотный механизм 8 поперечной подачи выполнен в виде установленного в подшипниковых опорах держателя 15 и размещенной на его свободном конце в подшипниковых опорах 16 траверсы 17 с отверстием в центральной части. В отверстии расположена втулка 18 и насадка 19. Передний конец насадки 19 опирается на траверсу 17 и соединяется со штоком гидропривода 10, на другом конце насадки 19 смонтирована пружина 20 в двух охватывающих ее втулках 21, одна из которых размещена на корпусе траверсы, а свободный конец насадки 19 имеет резьбу с установленными на ней гайками 22, обеспечивающими регулировку необходимого усилия пружины 20.
Гидропривод 10 поперечной подачи снабжен регулятором 23 рабочей жидкости с электронным пропорциональным управлением, которое осуществляется по специальной программе.
На следящих роликах 1 и на приводе 5 перемещения каретки 4 установлены импульсные датчики 24, 25, а на механизме 6 зажима и поворотном механизме 8 поперечной передачи - датчики 26, 27 положения.
Для отсчета длины трубы 28 следящие ролики 1 выполнены со счетным устройством (не показано), которое электрически связано с программным устройством (не показано). В соответствии с заданной длиной трубы программное устройство переключают на одну из программ.
Резку непрерывно движущейся сварной прямошовной трубы на мерные длины на летучей зубчатой дисковой пиле осуществляют следующим образом.
Перед началом резки каретка 4 находится в исходном положении. В поворотном механизме 8 поперечной подачи пружина 20 с помощью гаек 22 настроена таким образом, чтобы вход режущего инструмента в трубу 28 происходил с минимальной скоростью поперечной подачи. Режущему инструменту 9 от электродвигателя 12 через клиноременную передачу сообщают окружную скорость 90-100 м/сек. Поворотный механизм 8 поперечной передачи находится в исходном положении, при этом режущий инструмент 9 расположен вне зоны резания трубы.
Когда труба 28 проходит через следящие ролики 1, импульсным датчиком 24 производится отсчет ее заданной длины и скорости движения. Одновременно с этим подают команду приводу 5 перемещения каретки 4 и с помощью импульсного датчика 25 сообщают ей скорость, равную скорости трубы, причем разгон каретки 4 производят из состояния покоя.
При достижении равенства скоростей система управления приводами подает команду на включение механизма 6 зажима трубы, производящего ее зажатие.
При прохождении заданной длины отрезаемой трубы включают гидропривод 10, с помощью которого механизм 8 поперечной подачи с режущим инструментом 9 подают на резку. В начале реза перемещение рабочего инструмента 9, благодаря предварительной настройке пружины 20 и ее деформации, происходит с минимальной скоростью поперечной подачи, равной
S=Zn·Z·n/1000, где
Zn - глубина реза на один зуб, мм,
Z - число зубьев дисковой пилы,
n - число оборотов вращения пилы, об/мин,
при минимальной глубине реза на один зуб диска. Это происходит до тех пор, пока рабочая деформация витков пружины не создаст усилие, равное максимальному усилию резания, при котором происходит основной рез с максимальной скоростью поперечной подачи и максимальной глубиной реза на один зуб диска. В конце реза при выходе режущего инструмента 9, когда величина разрезаемой трубы 28 станет равной минимальной глубине реза на один зуб диска, регулятор 23 рабочей жидкости с электронным пропорциональным управлением воздействует по специальной программе на гидропривод 10, снижая скорость поперечной подачи до минимальной, равной скорости поперечной подачи режущего инструмента в начале реза.
После того как труба разрезана, поворотный механизм 8 поперечной передачи возвращают в исходное контролируемое датчиком 26 положение, механизм 6 зажима трубы отводят в контролируемое датчиком 27 положение, каретку 24 с помощью привода 5 также возвращают в исходное положение.
Все это время электродвигатель 12 работает в режиме непрерывного вращения и, благодаря наличию на его валу маховика 14, режущий инструмент 9 к началу следующего реза запасает необходимую для реза кинетическую энергию.
Пример выполнения способа
Минимальные скорости Smin поперечной подачи при входе и выходе режущего инструмента и максимальная скорость Smax поперечной подачи при основном резе трубы на летучей зубчатой пиле с диаметром диска 560 мм, при
|
составляют
Smin=Znmin·Z·n/1000=0,03·192·3000/1000=17,28 м·об/мин
при Znmin=0,03,
Smax=Znmax·Z·n/1000=0,06·192·3000/1000=34,56 м·об/мин
при Znmax=0,06.
Таким образом, Smax=2Smin.
При резке труб различного диаметра и толщины стенки величина площади сечения трубы в зоне резания будет переменной.
Предложенные способ резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучая зубчатая дисковая пила для его осуществления по сравнению с известными позволяют получать высококачественные трубы за счет обеспечения качественного реза без заусенцев при сохранении производительности летучей зубчатой дисковой пилы.
Рабочая линия трубоэлектросварочного агрегата
Формовочная клеть
Устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата
Клапан горячего дутья доменных воздухонагревателей
Перекладыватель для поперечного перемещения длинномерного проката
Подшипник жидкостного трения прокатного стана
Стан холодной прокатки труб
Спиральный накопитель полосы
Способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой
Универсальный шарнир
Рабочая линия трубоэлектросварочного агрегата
Формовочная клеть
Установка для снятия рулонов с накопителя и установки их на разматыватель
Устройство для траспортировки и сбора труб в накопители
Устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата
Клапан горячего дутья доменных воздухонагревателей
Перекладыватель для поперечного перемещения длинномерного проката
Подшипник жидкостного трения прокатного стана
Стан холодной прокатки труб
Спиральный накопитель полосы

