Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к способу прокатки труб на редукционно-растяжном стане.
Известно, что одним из распространенных методов получения бесшовных труб является прокатка толстостенной гильзы на непрерывном и затем на редукционном станах. Назначение первого - формирование стенки путем прокатки гильзы на оправке, второго - формирование диаметра путем обжатия без оправки заготовки после непрерывного стана в ряде клетей. Для ликвидации неизбежного при уменьшении диаметра увеличения толщины стенки процесс редуцирования в клетях редукционного стана ведется с созданием натяжения, степень которого характеризуется величиной продольных напряжений σх, точнее отношением  где σs - сопротивление деформации металла при заданной температуре и скорости деформации. Известно, что при σx=0,5σs уменьшение диаметра (редуцирование) происходит без изменения толщины стенки. На практике натяжение может достигать σx=0,7σs (см. книгу: Данилов Ф.А., Глейберг В.Г., Балакин В.Г. «Горячая прокатка и прессование труб», М., Металлургия, 1972 г.).
где σs - сопротивление деформации металла при заданной температуре и скорости деформации. Известно, что при σx=0,5σs уменьшение диаметра (редуцирование) происходит без изменения толщины стенки. На практике натяжение может достигать σx=0,7σs (см. книгу: Данилов Ф.А., Глейберг В.Г., Балакин В.Г. «Горячая прокатка и прессование труб», М., Металлургия, 1972 г.).
Создание натяжения между клетями достигается подбором скоростного режима между клетями. Регулируя величину σх, получают либо сохранение, либо изменение в ту или иную сторону исходной на гильзе толщины стенки.
Недостатком этого способа получения труб является наличие значительных концевых отходов, где толщина стенки превышает поле допуска. Это связано с тем, что для создания нужного натяжения, то есть необходимой величины σx, требуется несколько пар клетей, точнее двух блоков, первый блок тормозной, второй - тянущий, вследствие чего начало и конец прокатываемой трубы деформируется при натяжении, меньшем заданного.
Известен способ прокатки труб на редукционно-растяжном стане путем утонения концов гильзы на подвижной оправке переменного диаметра вне этого стана (см. а.с. СССР №657880, кл. B21B 17/08, заявл. 10.05.76 г., опубл. 25.04.79 г.).
Известный способ включает деформацию полой заготовки валками на оправке, у которой передний конец выполнен большего диаметра, чем основная центральная часть, а задний конец имеет диаметр несколько больше переднего. В начале прокатка ведется на переднем конце оправки, далее основная часть гильзы прокатывается на средней части оправки с получением номинальной стенки, задний конец гильзы прокатывается на утолщенном заднем конце оправки. При прокатке среднего основного участка гильзы она, двигаясь относительно оправки, раздается на переднем утолщенном конце оправки.
Недостатком данного способа является наличие концевых отходов.
Известен также способ прокатки труб на редукционно-растяжном стане, описанный в патенте КНР 1100010А, кл. B21B 17/02, заявл. 04.07.94 г., опубл. 15.03.95 г.
Данный способ, как и предыдущий, предусматривает необходимое формирование стенки гильзы перед ее прокаткой на редукционно-растяжном стане. С этой целью процесс прокатки в непрерывном стане ведется на длинной оправке, задний конец которой имеет участок с увеличенным до 4 мм диаметром относительно диаметра всей оправки. Этот участок на заднем конце плавно на заданной длине переходит в основной размер.
Недостатком этого способа является невозможность утонять передний конец гильзы.
Кроме того, он эффективен лишь при малых вытяжках на редукционно-растяжном стане. Так, авторы изобретения приводят пример формирования заднего конца оправки при вытяжке µ=2 из гильзы, примерно, 145×5,1 в трубу 73×5,5, при этом диаметр утолщенного конца оправки выполняют на 4 мм больше основного участка. С помощью этого способа удается снизить обрезь с 2,5 м до 0,8 м.
Как можно видеть из вышеизложенного, известные способы снижения концевых отходов на редукционно-растяжном стане основаны на предварительном утонении концов гильзы, которое выполняется на отдельном, например, непрерывном стане.
Общими недостатками известных способов являются невозможность достичь большой компенсации утолщения при редуцировании, с неустановившимся режимом натяжения, особенно при больших вытяжках.
Из известных способов наиболее близким по технической сущности является способ прокатки на редукционно-растяжном стане, описанный в патенте Японии №58110107, кл. B21B 17/08, опубл. 30.06.83 г.
Этот способ включает деформацию полой заготовки валками на оправке в клетях редукционного стана с применением короткой плавающей оправки, которая располагается в очаге деформации чистовой (последней) клети стана.
Для оценки эффективности предлагаемого способа следует рассмотреть особенность деформирования труб на плавающей оправке.
Такая оправка состоит из трех участков: первый участок - цилиндрический, который располагается в зоне деформации стенки трубы и является рабочим; второй участок - конический, который располагается перед очагом деформации стенки и, упираясь в редуцируемую часть трубы, обеспечивает удержание оправки в нужном положении; третий участок - цилиндрический, по диаметру близкий к внутреннему диаметру трубы перед деформирующей клетью, имеет вспомогательную функцию. Такие оправки широко применяются при бухтовом волочении труб.
Согласно исследованиям (см. книгу Перлин И.Л., Ерманок М.З. «Теория волочения», М., Металлургия, 1971 г.) для их успешного применения необходимы следующие условия.
Первое: угол конической части оправки αоп должен быть больше угла трения между трубой и инструментом, то есть
αоп>ρ,
где ρ - угол трения трубы об оправку.
Это условие легко выполнимо при холодном волочении, где коэффициенты трения благодаря смазке f≤0,1, но при горячей прокатке, где коэффициенты трения трубы об инструмент составляют f=0,3-0,4, требует применения конической части оправки с углом αоп>20°.
Второе условие: угол конической части оправки αоп должен быть меньше угла волоки α, то есть
αоп<α
Второе условие в сочетании с первым делает возможным применение данного изобретения только в редких случаях.
Действительно, если принять угол оправки αоп=20°, то второе условие требует, чтобы угол в точке, где коническая часть оправки упирается в редуцируемую трубу, был бы не меньше 20°. При диаметре валков в клети Дв=330 мм (наиболее распространенный размер) диаметральное обжатие трубы должно составлять
Δ=Дв(1-cos α)≈20 мм,
что невозможно, тем более в чистовой клети. Таким образом, данный способ применим лишь в некоторых частных случаях.
Недостатком данного способа является наличие концевых отходов.
Задача настоящего изобретения состоит в создании способа прокатки на редукционно-растяжном стане, позволяющего снизить концевые отходы путем сокращения длины участков с неустановившимся режимом натяжения.
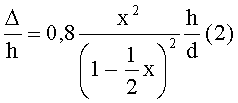
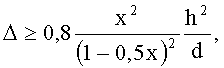
Поставленная задача достигается тем, что в способе прокатки труб на редукционно-растяжном стане, включающем деформацию полой заготовки валками на оправке в клетях стана, согласно изобретению, деформацию полой заготовки в первой клети стана осуществляют на короткой цилиндроконической оправке, кроме того обжатие стенки в первой клети стана при установившемся режиме на цилиндрическом участке оправки должно быть не менее величины, определяемой формулой
где  - заданное относительное натяжение, h - толщина стенки трубы, d - диаметр трубы.
- заданное относительное натяжение, h - толщина стенки трубы, d - диаметр трубы.
Такое выполнение способа прокатки труб на редукционно-растяжном стане позволяет снизить концевые отходы путем сокращения длины участков с неустановившимся режимом натяжения.
Это достигается тем, что необходимое тормозное (в том числе предельное) усилие создается в первой клети за счет того, что в этой клети выполняется прокатка стенки на короткой удерживаемой оправке.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
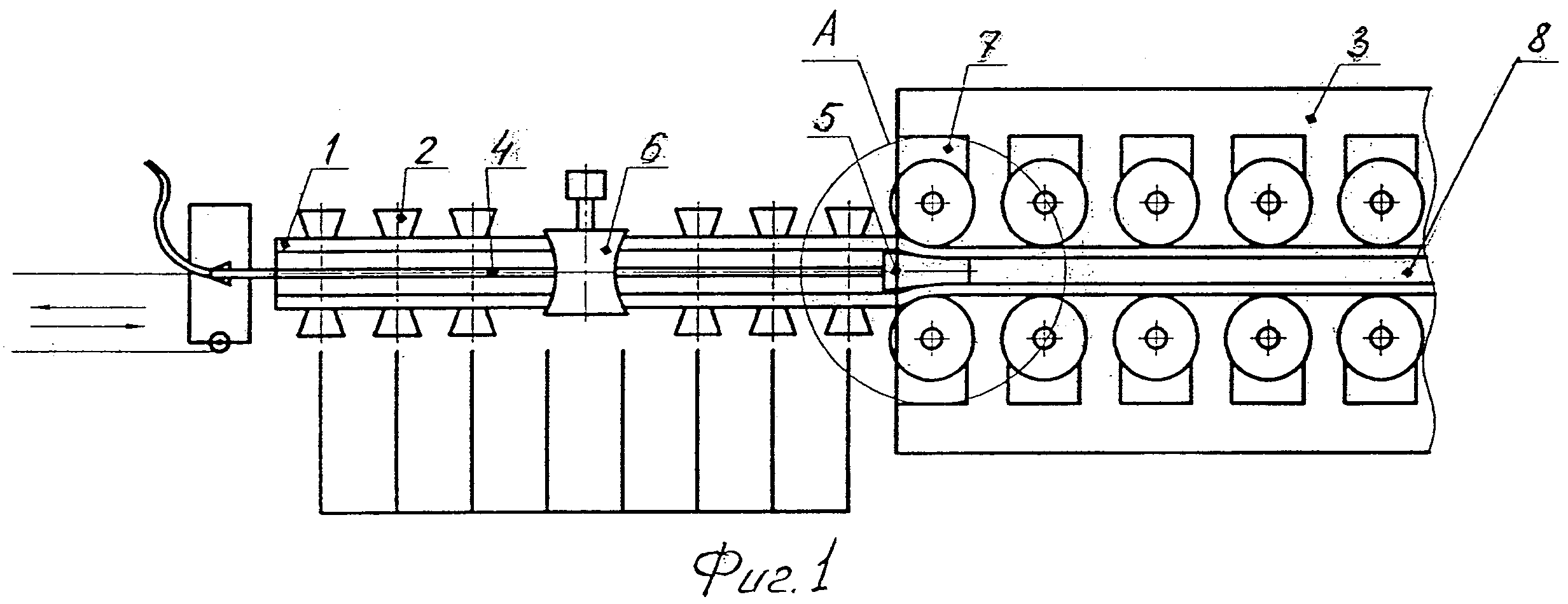
на фиг.1 - изображен способ прокатки труб на редукционно-растяжном стане;
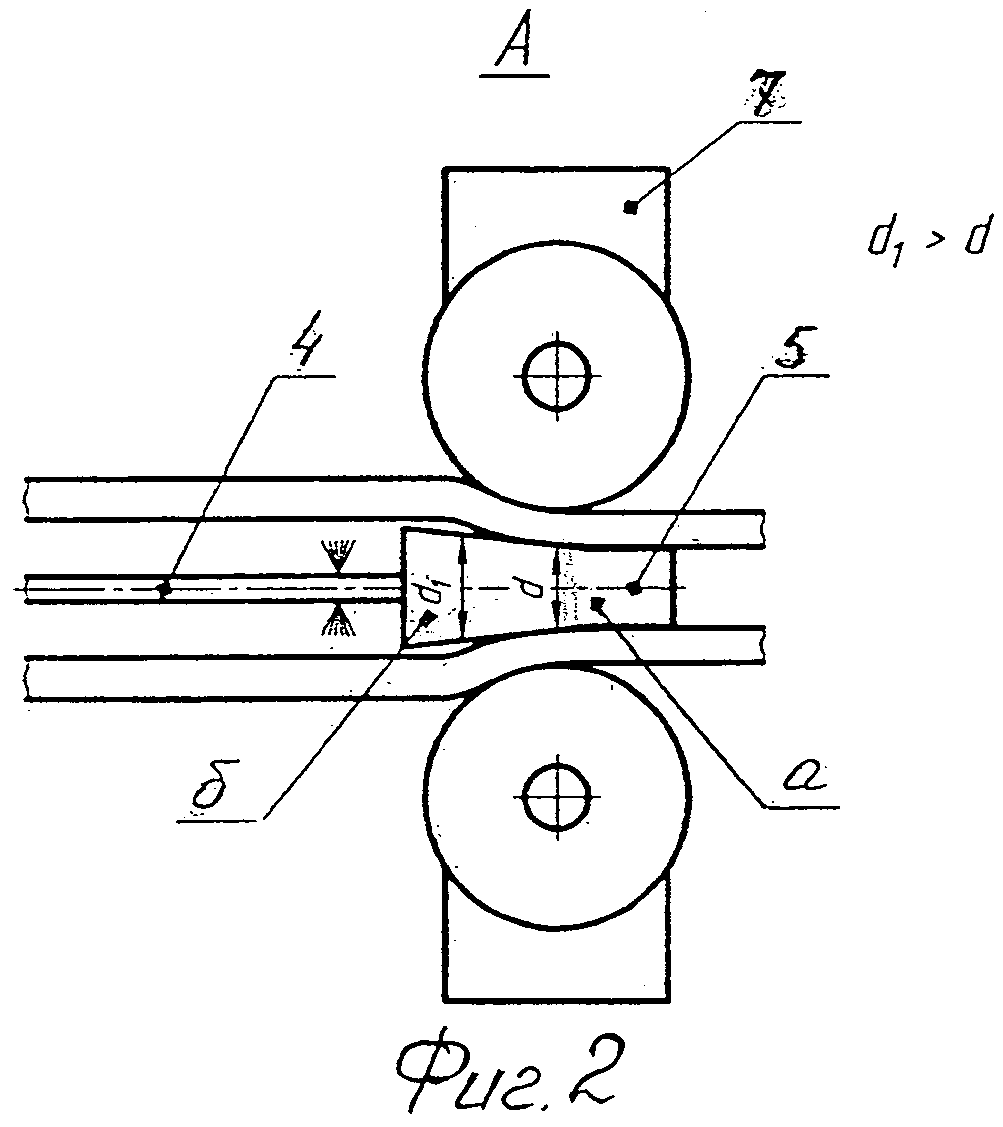
на фиг.2 - место А на фиг.1.
Вначале дадим сравнительную оценку наибольшему тормозному усилию в первой клети при условии редуцирования и прокатки стенки.
При редуцировании величина продольных напряжений, которые может обеспечить одна клеть
В этой формуле  - среднее радиальное давление на стенки калибра при редуцировании, где
- среднее радиальное давление на стенки калибра при редуцировании, где
h - толщина стенки трубы (безразлично до или после деформации, учитывая малую степень редуцирования),
d0 - средний диаметр по средней линии,
σs - сопротивление деформированию при заданной температуре и скорости деформации,
 - среднее по длине очага тангенциальное напряжение,
- среднее по длине очага тангенциальное напряжение,
f - коэффициент трения,
 - средняя площадь контакта трубы с калибром, где
- средняя площадь контакта трубы с калибром, где  - средняя длина очага деформации, Δ - обжатие, D - средний диаметр валка по калибру.
- средняя длина очага деформации, Δ - обжатие, D - средний диаметр валка по калибру.
При дальнейшем анализе этой формулы учитываем:
- диаметр валков на редукционных станах лежит в пределах (2,5-3)d, а с учетом выреза под калибр по его среднему сечению D=(2,2-2,7)d,
- тонкостенность гильз, поступающих с непрерывного стана, лежит в пределах 
- предельная степень деформации в клети (критическая частная деформация) из условия устойчивости профиля при отсутствии натяжения составляет 3-7%.
Приняв средние значения  получим
получим 
Таким образом, для получения относительного натяжения  необходимо минимум две или даже три клети в тормозном блоке.
необходимо минимум две или даже три клети в тормозном блоке.
В случае обжатия стенки структура формулы для предельного продольного напряжения выглядит
Используя прежние параметры, получаем значение обжатия при заданной степени относительного натяжения 
Так, например, для гильзы ⌀ 108×4 (при соотношении  ) для получения тормозного усилия, соответствующего
) для получения тормозного усилия, соответствующего  необходимо минимальное обжатие Δ=0,09 мм.
необходимо минимальное обжатие Δ=0,09 мм.
Способ прокатки труб на редукционно-растяжном стане осуществляется следующим образом.
Полая гильза 1 с непрерывного стана подается на задающий рольганг 2, расположенный на линии редукционно-растяжного стана 3, где в гильзу 1 задается стержень 4 с короткой оправкой 5, которая имеет цилиндрический "а" на переднем и переменный конический "б" на заднем конце диаметры. При этом диаметр цилиндрического участка "а" должен обеспечивать утонение стенки не менее того, которое определяется формулой (2), исходя из заданного натяжения в стане.
Для обеспечения стабильности процесса прокатки гильза задается в стан принудительно трайбаппаратом 6. Начало прокатки в первой клети 7 осуществляется на утолщенной конической части "б" оправки 5, чем обеспечивается предварительное утонение стенки аналогично рассмотренным ранее изобретениям. По мере перемещения переднего конца трубы 8 оправка 5 перемещается против хода, и, начиная с заданного участка, начинается прокатка на цилиндрическом участке "а" оправки 5. Минимальное обжатие, которое необходимо для обеспечения заданного натяжения первой клетью 7, определяется формулой (2).
При подходе к первой прокатывающей клети 7 стана заднего конца гильзы 1 процесс перемещения повторяется в обратном порядке.
Предложенный способ прокатки труб на редукционно-растяжном стане по сравнению с известными позволяет снизить концевые отходы путем сокращения длины участков с неустановившимся режимом натяжения и утонения.
Способ прокатки труб на редукционно-растяжном стане, включающий деформацию полой заготовки валками на оправке в клетях стана, отличающийся тем, что деформацию полой заготовки в первой клети стана осуществляют на короткой цилиндро-конической оправке, при этом обжатие стенки в первой клети стана при установившемся режиме на цилиндрическом участке оправки устанавливают не менее величины Δ, определяемой формулой где - заданное относительное натяжение, - продольные напряжения металла, - сопротивление деформации металла, h - толщина стенки трубы, мм, d - диаметр трубы, мм.
Рабочая линия трубоэлектросварочного агрегата
Формовочная клеть
Установка для снятия рулонов с накопителя и установки их на разматыватель
Устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата
Клапан горячего дутья доменных воздухонагревателей
Перекладыватель для поперечного перемещения длинномерного проката
Подшипник жидкостного трения прокатного стана
Стан холодной прокатки труб
Спиральный накопитель полосы
Способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой
Рабочая линия трубоэлектросварочного агрегата
Формовочная клеть
Установка для снятия рулонов с накопителя и установки их на разматыватель
Устройство для траспортировки и сбора труб в накопители
Устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата
Клапан горячего дутья доменных воздухонагревателей
Перекладыватель для поперечного перемещения длинномерного проката
Подшипник жидкостного трения прокатного стана
Стан холодной прокатки труб
Спиральный накопитель полосы

