Результат интеллектуальной деятельности: ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области энергетического и авиационного машиностроения, в частности к охлаждаемым лопаткам, преимущественно высокотемпературных газовых турбин.
В современных охлаждаемых лопатках высокотемпературных газовых турбин широко используется заградительное воздушное охлаждение, которое осуществляется вдувом относительно холодного воздуха на внешнюю поверхность профиля лопатки через проницаемый (пористый) материал «пористое или эффузивное охлаждение» (Швец И.Т., Дыбан Е.П. «Воздушное охлаждение деталей газовых турбин», АН УССР, Наукова думка, Киев, 1974, стр. 26-27, 95-98). Сущность «пористого охлаждения» заключается в том, струи охладителя на выходе из пор сливаются и образуют пограничный слой, существенно уменьшая тем самым конвективный теплообмен между газом и поверхностью профиля. Поэтому применение даже самых современных жаропрочных сплавов, обеспечивающих высокий уровень эксплуатационных свойств (жаропрочность, пластичность, термостойкость и т.д.) в лопатках газотурбинных двигателей, не обеспечит дальнейшее повышение температуры газа перед турбиной без использования эффективной системы охлаждения.
Широко известны конструкции охлаждаемых лопаток, в которых выполнены полости для подвода охлаждающей среды лопатки, обеспечивая работоспособность лопатки при высоких температурах (100…200°C). Изменения температуры лопатки в различных ее точках имеют циклический характер, связанный с циклической работой газотурбинного двигателя. Существующая большая неравномерность температурного поля как по толщине, где температура составляет 900…1040°C на внешней поверхности и 550…750°C на поверхности внутренней полости, так и по профилю пера лопатки, где температура достигает 1000…1040°C на входной кромке и 850…950°C на середине профиля, приводит к появлению больших циклических знакопеременных напряжений. Возникновение термических напряжений обусловлено неравномерным расширением материала детали при ее неравномерном нагреве, когда более нагретые участки, расширяясь, оказываются стесненными более холодными участками. Уровень напряжений в некоторых частях лопатки, например на кромках, превышает предел упругости. В результате материал лопатки получает значительные знакопеременные деформации, приводящие к быстрому, за 500-5000 циклов, разрушению лопатки. Для получения таких конструкций лопаток обычно используют раздельное изготовление отдельных частей лопаток: литье несущих частей, деформацию волокон, спекание порошкообразных материалов с последующим соединением их сваркой или пайкой, механическое нанесение отверстий.
Известна лопатка, профиль которой выполнен из спеченных порошкообразных композитных материалов, соединенных между собой сваркой или пайкой, с выполненными в ней отверстиями (патент США №4422229 А, МПК F01D 5/18, опубл. 27.12.1983 г.).
Известна охлаждаемая лопатка, состоящая из нескольких слоев пористого материала, соединенных между собой диффузионной сваркой (патент США №4022542 А, МПК F01D 5/18, опубл. 10.05.1977 г.).
Однако наличие сварных соединений сокращает срок службы лопаток, увеличивает трудоемкость их изготовления, а также невозможность получения охлаждающих каналов в объеме тела лопатки только литьем.
Известна охлаждаемая лопатка газовой турбины, изготовленная из плотного материала и содержащая в нем полости для прохода охлаждающей среды, передняя кромка которой выполнена в виде проницаемой оболочки из пористого материала, изготовленного из проволочных переплетений (патент США №4314442 А, МПК F01B 5/18, опубл. 09.02.1982 г.).
Однако малое гидравлическое сопротивление оболочки не обеспечивает ей надежную защиту от высокотемпературных потоков рабочей среды, а возможное проникновение горячего газа во внутреннюю полость в зоне критической точки может привести к сильному разогреву кромки и выходу из строя.
Известна лопатка, содержащая несущий металлический стержень с каналами для подачи воздуха во внутреннюю область пера, вокруг которого крепится слой пористого материала - металлического войлока для охлаждения внешней поверхности конструкции (патент США №4629397 А, МПК F01B 5/18, опубл. 16.12.1986 г.).
Недостатком такой конструкции лопатки является низкая прочность металлического войлока, требующая создания дополнительного слоя вокруг него для защиты от горячей газовой струи.
Известна конструкция охлаждаемой рабочей лопатки турбины, включающая многослойную оболочку, образующую профиль пера, прикрепленную к литому стержню, на поверхности которого изготавливают охлаждающие каналы для снижения температуры основного материала. Оболочка изготовлена из трех или большего числа слоев листового материала малой толщины, причем в них выдавлены углубления с отверстиями, которые после соединения слоев пайкой образуют каналы заданной формы по толщине оболочки, по которым из стержня проходит охлаждающий оболочку воздух, выходящий через большое количество отверстий на поверхности оболочки, образуя защитную пленку (патент США №3606572 А, МПК F01B 5/18, опубл. 20.09.1971 г.).
Однако подобная конструкция лопатки сложна в производстве, поскольку для хорошего охлаждения требуется обеспечить высокую точность изготовления каналов в отдельных слоях и обеспечить точность их сборки и пайки, иначе сечение каналов будет отличаться от расчетного и охлаждение нарушится. Кроме того, выход из строя одного канала вследствие окисления материала или засорения приведет к местному перегреву и разрушению оболочки лопатки.
Известна охлаждаемая лопатка с объемно-сетчатой конструкцией охлаждающих каналов и монокристаллической структурой с полостью и отверстиями для прохода охлаждаемой среды (патент RU №2094170 С1, МПК B22D 27/04, F01D 5/18, опубл. 27.10.1997).
Известна охлаждаемая лопатка, содержащая полости для прохода охлаждаемой среды, соединенные между собой каналами, оси которых проходят через критическую линию передней кромки, закрепленной на лопатке и выполненной в виде проницаемой оболочки из пористого материала, поры которого образованы проволочными переплетениями (патент RU №2186223 С2, МПК F01D 5/18, опубл. 27.07.2002).
Недостатками данных технических решений является то, что существующие лопатки снабжены либо отдельными накладками, либо оболочками из пористых материалов, закрепленных на лопатках, изготовленных из плотного материала. Такие технические решения не обеспечивают получение цельной пористой структуры лопатки, изменяющейся в ее объеме по заранее заданному закону с целью создания равномерного температурного поля и эффективного подвода охлаждающей среды к внешней поверхности ее профиля. Невозможность изготовления лопатки полностью из пористого материала вынуждает применять различные материалы для отдельных частей лопатки, имеющих различные температурные нагрузки. При наличии знакопеременных температурных нагрузок это приводит к трещинообразованию и в итоге снижению ресурса лопатки.
Известна охлаждаемая лопатка турбины, конструкция которой включает теплозащитное керамическое покрытие, нанесенное на наиболее нагретых частях профиля пера, например на входной и выходной кромках (патент США №6106231 А, МПК F01D 5/28, F01D 5/18, опубл. 22.08.2000 г.).
Недостатком конструкции данной лопатки является сохранение циклических температурных перепадов между внешней и внутренней поверхностями лопатки, что ведет к сохранению напряжений по толщине стенки лопатки. Учитывая значительную разницу в коэффициентах линейного расширения материала лопатки и керамического покрытия, неизбежно появление напряжений и в нанесенном покрытии. Низкая стойкость керамики к растягивающим напряжениям неизбежно ведет к быстрому растрескиванию и сколу покрытия с последующим разрушением основного материала.
Известна конструкция лопатки, на поверхности которой нанесено многослойное металлокерамическое теплозащитное покрытие, причем керамический пористый слой на основе ZrO2 нанесен поверх конденсированного металлического подслоя, в котором выполнены малоразмерные каналы шириной 0,01…0,1 мм с образованием каналов над ними. По каналам подают воздух, который через поры выходит на поверхность лопатки, обеспечивая образование защитной воздушной пленки и охлаждение поверхности лопатки (патент США №6551061 B2, МПК F01D 5/18, опубл. 22.04.2003 г.).
Недостатком данной конструкции являются большие гидравлические потери в малоразмерных каналах, ведущие к большой неравномерности давления по их длине, что затрудняет создание сплошной воздушной пленки. Для обеспечения достаточной прочности покрытия оно должно иметь высокую плотность, что ухудшает его воздухопроницаемость, а значит ограничивает толщину. Каналы внутри слоя керамики являются концентраторами напряжений, что может привести к снижению механических свойств покрытия. Это снижает теплозащитные свойства керамического покрытия.
Наиболее близким техническим решением, выбранным в качестве прототипа, является лопатка, содержащая полости для подвода охлаждающей среды, порошковый неметаллический пористый материал в виде керамического слоя и пористый металлический материал (патент РФ №2267615 С1, МПК F01D 5/18, опубл. 10.01.2006 г.).
Основными недостатками технического решения является то, что известные лопатки снабжены в виде отдельных многослойных накладок или покрытий пера из пористых материалов в виде керамического слоя и металлического слоя, закрепляемых на основе, либо в виде оболочки лопатки, что не обеспечивает возможности их эксплуатации при рабочих температурах ее внешней поверхности 1800…2000°C, а также получения однородной пористости всей поверхности лопатки с возможностью ее изменения по заранее заданному закону. Невозможность изготовления лопаток полностью из пористого материала вынуждает применять различные материалы для отдельных частей лопатки, имеющих различные температурные нагрузки. При наличии знакопеременных температурных нагрузок это приводит к трещинообразованию и в итоге снижению ресурса лопатки.
Технической задачей данного технического решения является повышение термоциклического ресурса и стойкости к трещинообразованию лопатки путем создания однородной пористости в объеме лопатки с возможностью ее изменения по заранее заданному закону и обеспечение работоспособности лопатки при температуре набегающего потока продуктов сгорания до 1800…2000°C.
Для решения поставленной задачи в охлаждаемой лопатке газотурбинного двигателя, содержащей полости для подвода охлаждающей среды, порошкообразный неметаллический пористый материал и металлический материал, согласно изобретению лопатка выполнена по технологии послойного лазерного спекания порошкообразных материалов, содержащих в каждом слое неметаллический пористый проницаемый материал, армированный металлическим материалом, образующим периодическую структуру кубической формы до получения заданного профиля лопатки в формате 3D, при этом внешний слой поверхности лопатки, контактирующий с высокотемпературным набегающим потоком продуктов сгорания, выполнен из неметаллического пористого проницаемого материала толщиной не более стороны периодической структуры кубической формы.
При этом в качестве неметаллического пористого проницаемого материала используют диоксид циркония.
При этом в качестве металлического материала для образования периодической структуры кубической формы используют коррозионно-стойкие, жаростойкие, жаропрочные стали и сплавы.
Изготовление заданного профиля лопатки по технологии послойного лазерного спекания порошковых материалов в формате 3D, содержащих в каждом слое неметаллический пористый проницаемый материал, армированный металлическим материалом, образующим периодическую структуру кубической формы, способствует достижению высоких рабочих температур внешней поверхности лопатки (1800-2000°C), получение однородной пористости всей лопатки с возможностью ее изменения по заранее заданному закону. Выполнение лопатки по технологии послойного лазерного спекания в формате 3D порошковых материалов (неметаллического пористого проницаемого материала и армирующего его металлического материала периодической структуры кубической формы) повышает ее стойкость к трещинообразованию и, соответственно, увеличению термоциклического ресурса за счет создания в лопатке равномерного поля температур. В качестве неметаллического пористого проницаемого высокотемпературного материала с низкой теплопроводностью используют диоксид циркония, а в качестве армирующего металлического материала с высокой плотностью, теплопроводностью и прочностью используют коррозионно-стойкие, жаростойкие и жаропрочные стали и сплавы.
Выполнение внешнего слоя поверхности лопатки из пористого проницаемого неметаллического материала, толщиной не более стороны периодической структуры кубической формы, исключает выход армирующего металлического материала, образующего периодическую структуру кубической формы, на внешнюю поверхность лопатки и ее контакт с высокотемпературным набегающим потоком продуктов сгорания, что способствует повышению рабочей температуры высокотемпературного набегающего потока до 1800-2000°C и уменьшению температурных градиентов в теле лопатки.
Предлагаемая конструкция охлаждаемой лопатки газотурбинного двигателя поясняется чертежами, где:
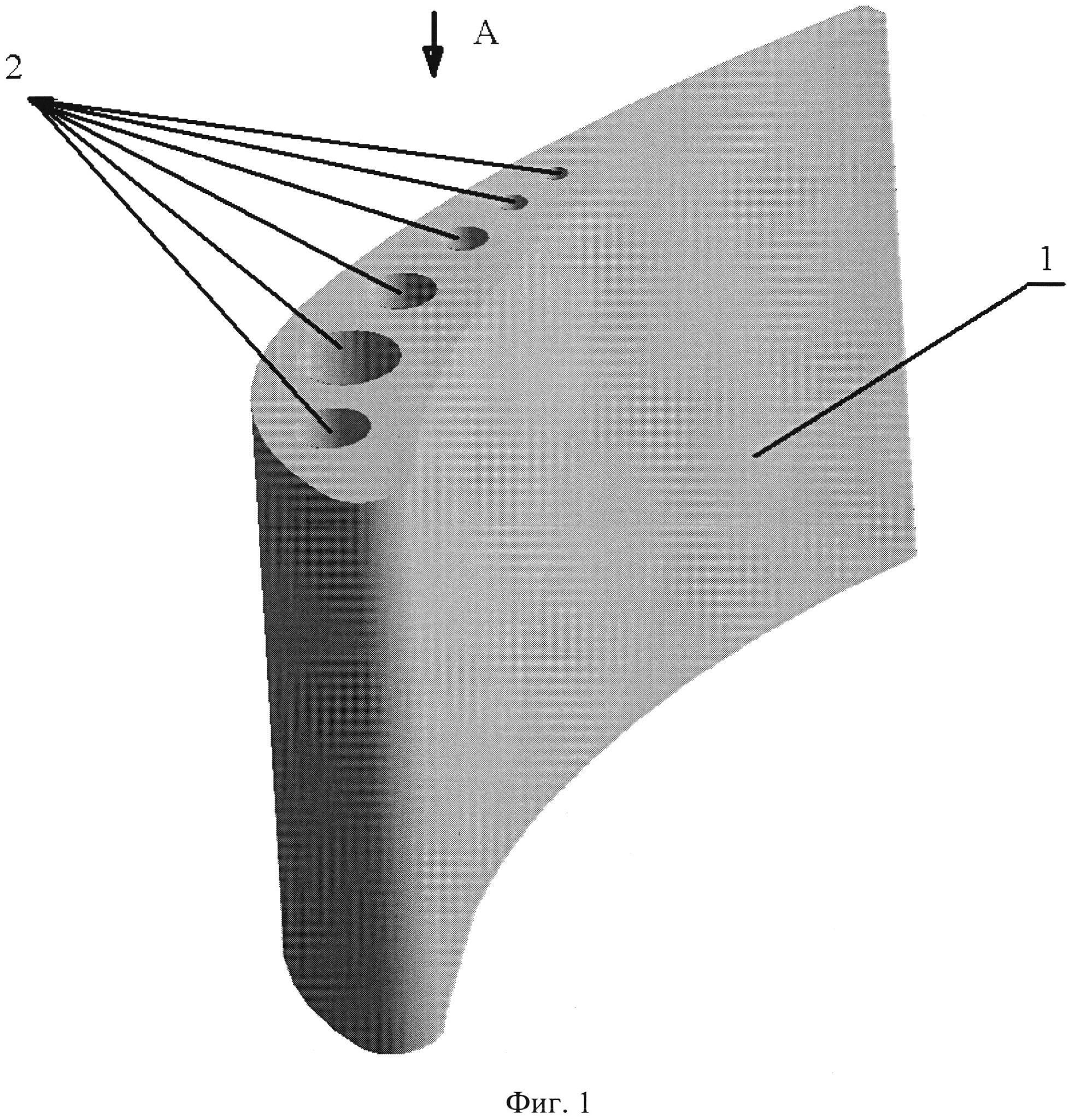
на фиг. 1 представлена охлаждаемая лопатка газотурбинного двигателя, выполненная полностью по технологии послойного лазерного спекания в формате 3D порошкообразных материалов - неметаллического пористого проницаемого материала, армированного металлическим материалом, образующим периодическую структуру кубической формы, общий вид;
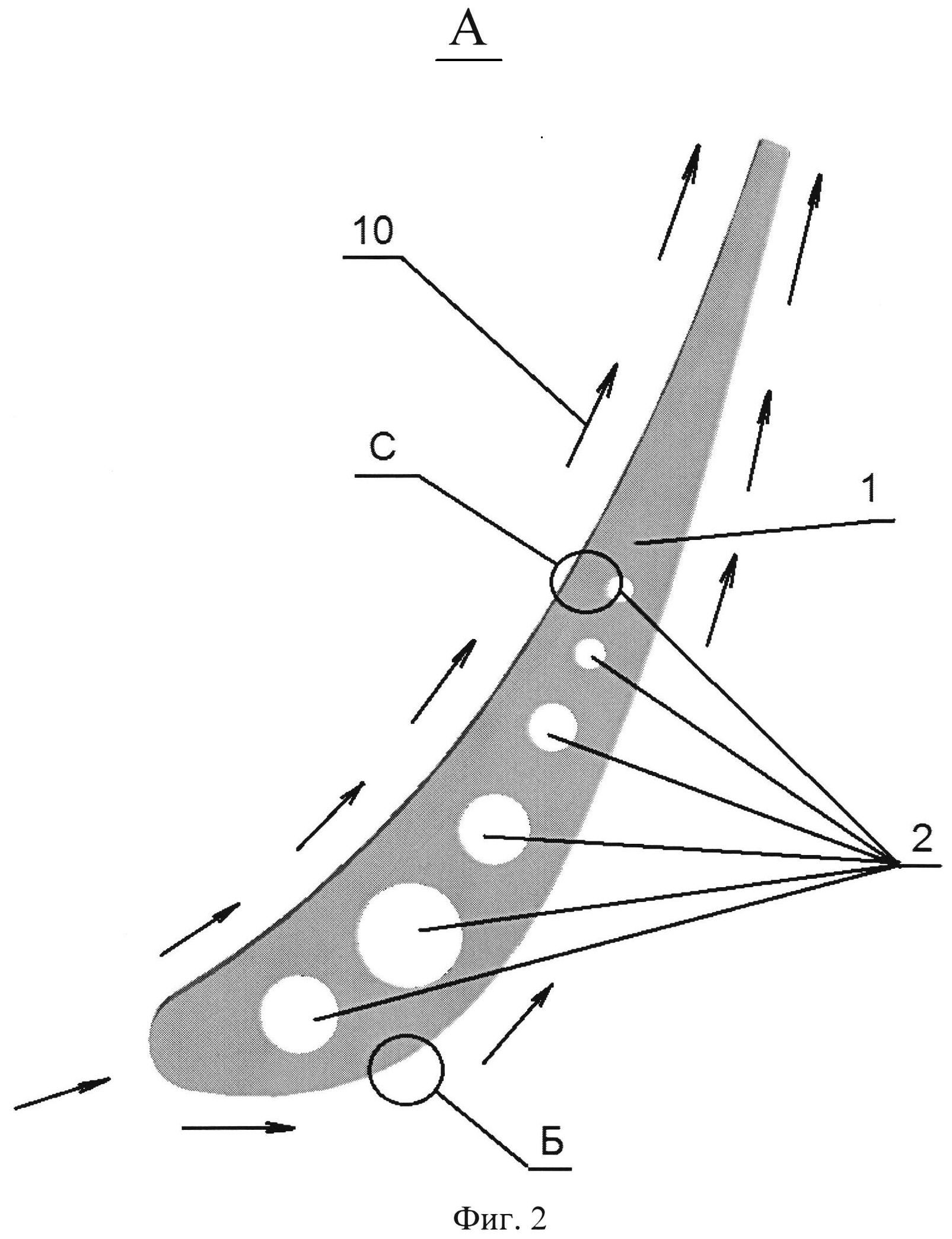
на фиг. 2 - вид А на фиг. 1, показан подвод охлаждающей среды через полости охлаждаемой лопатки, а также подвод высокотемпературного набегающего потока продуктов сгорания к охлаждаемой лопатке, вид сверху;
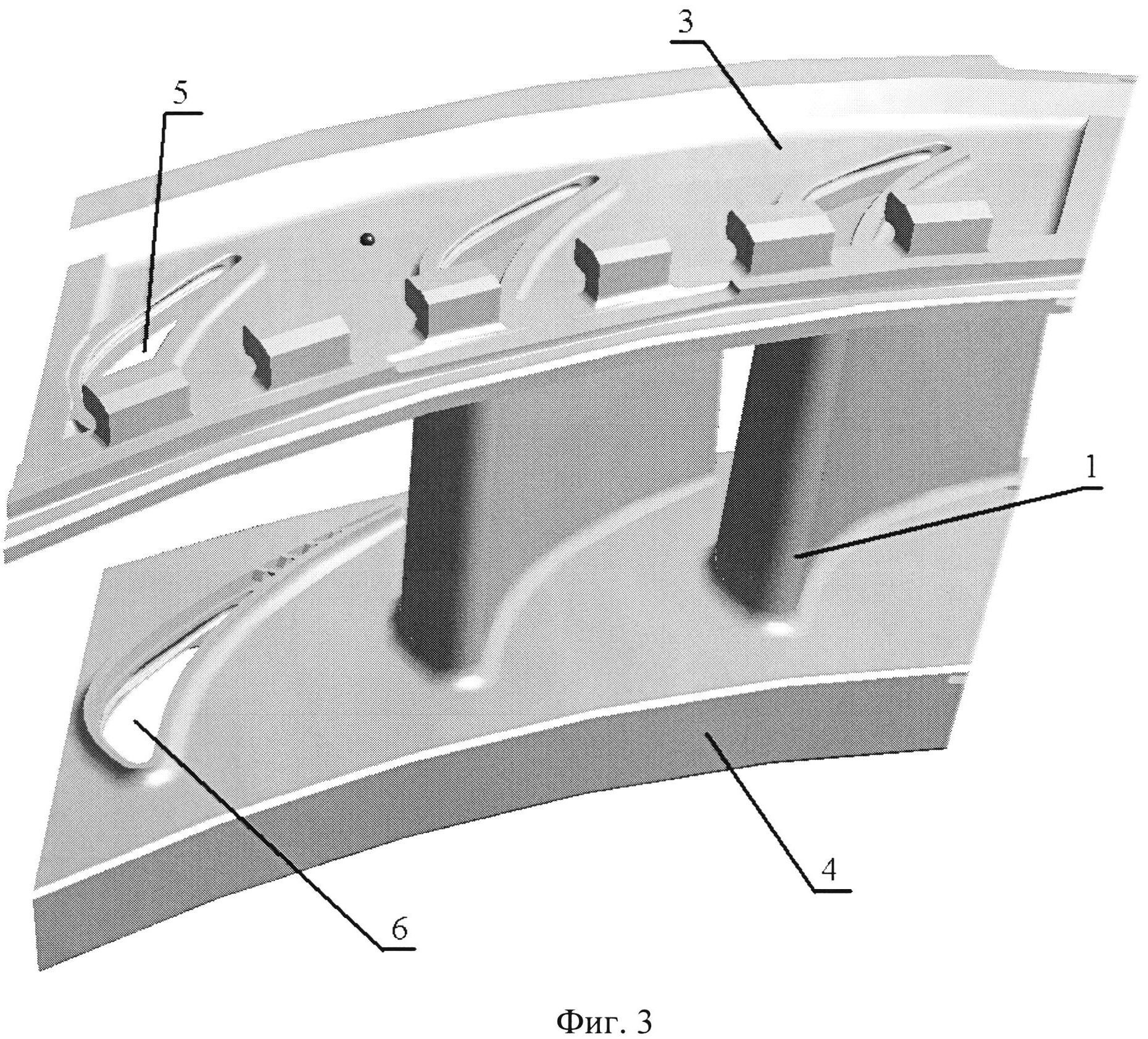
на фиг. 3 показано расположение охлаждаемых лопаток между верхней и нижней частями элемента соплового лопаточного аппарата;
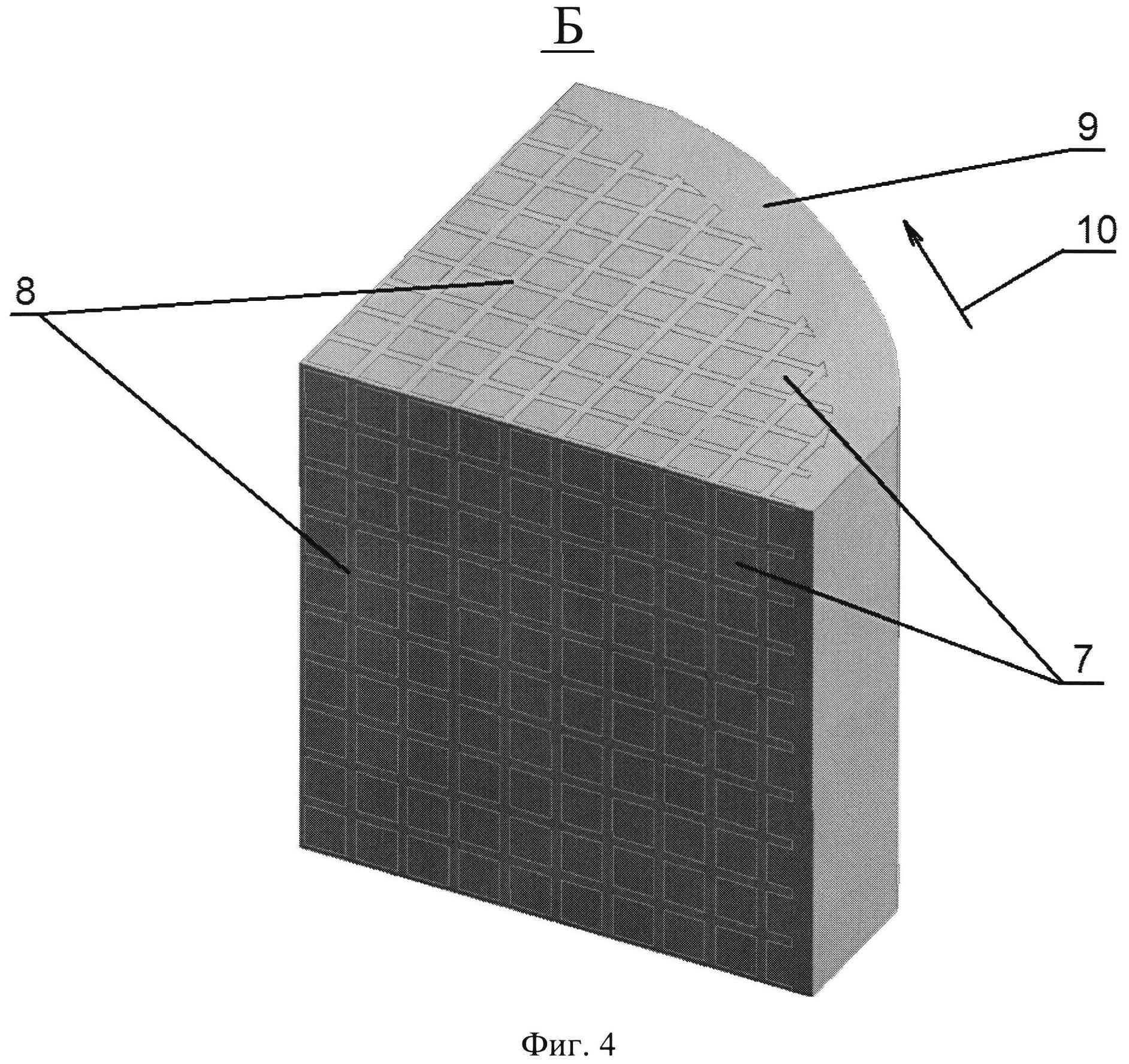
на фиг. 4 - вид Б на фиг. 2, показан фрагмент лопатки, полностью выполненной по технологии послойного лазерного спекания в формате 3D порошкообразных материалов - неметаллического пористого проницаемого материала, армированного металлическим материалом, образующим периодическую структуру кубической формы, а также внешняя поверхность лопатки, выполненная полностью из неметаллического пористого проницаемого материала, увеличено;
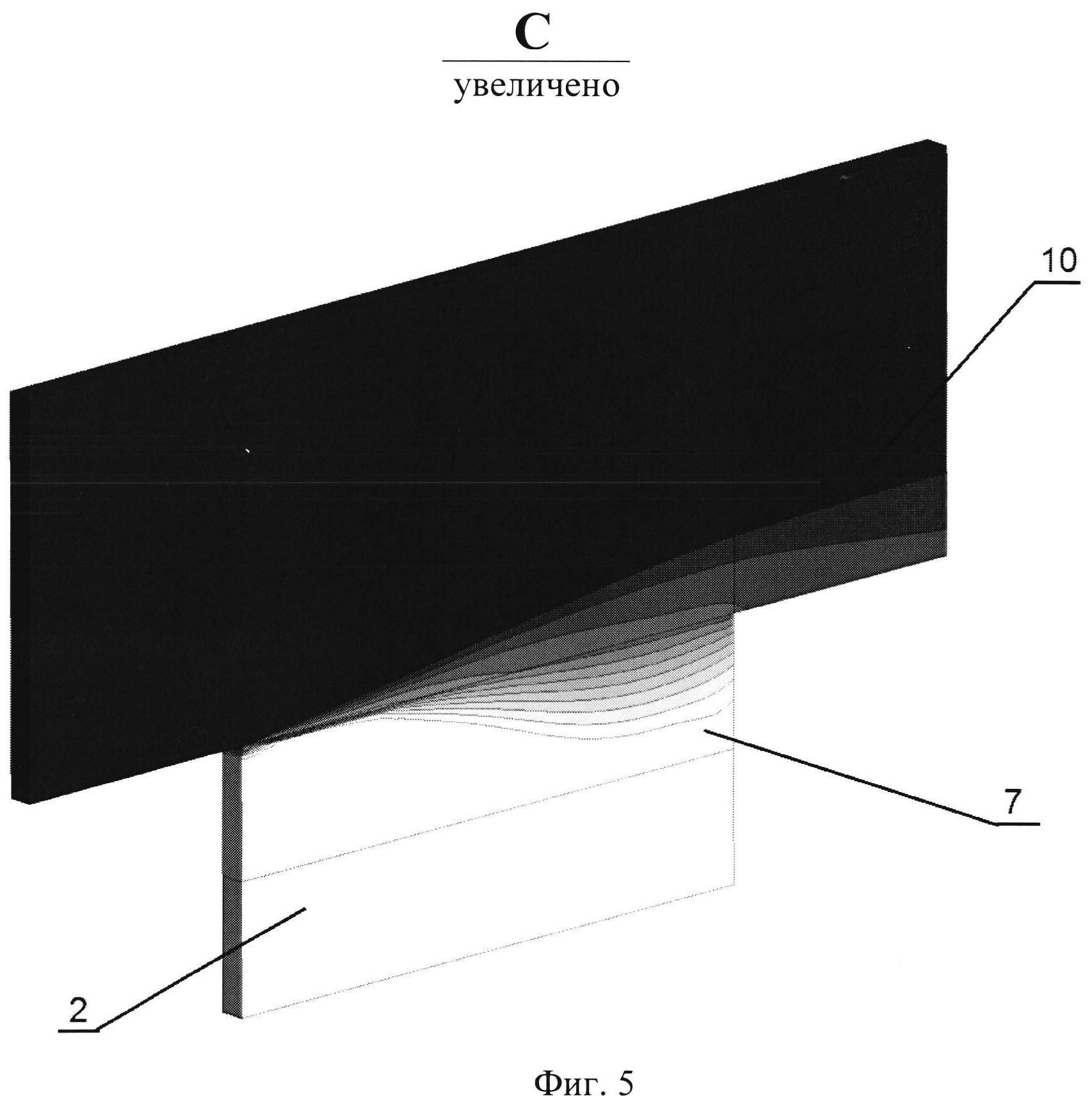
на фиг. 5 - вид C на фиг. 2, представлено поле полной температуры в неметаллическом пористом проницаемом материале и высокотемпературном набегающем потоке продуктов сгорания, без армирующих элементов периодической структуры кубической формы из металлического материала во фрагменте лопатки, принятом для расчета (значения полной температуры показаны в двенадцати градациях серого цвета: светлый тон соответствует полной температуре 500 K, темный тон - 2300 K), увеличено;
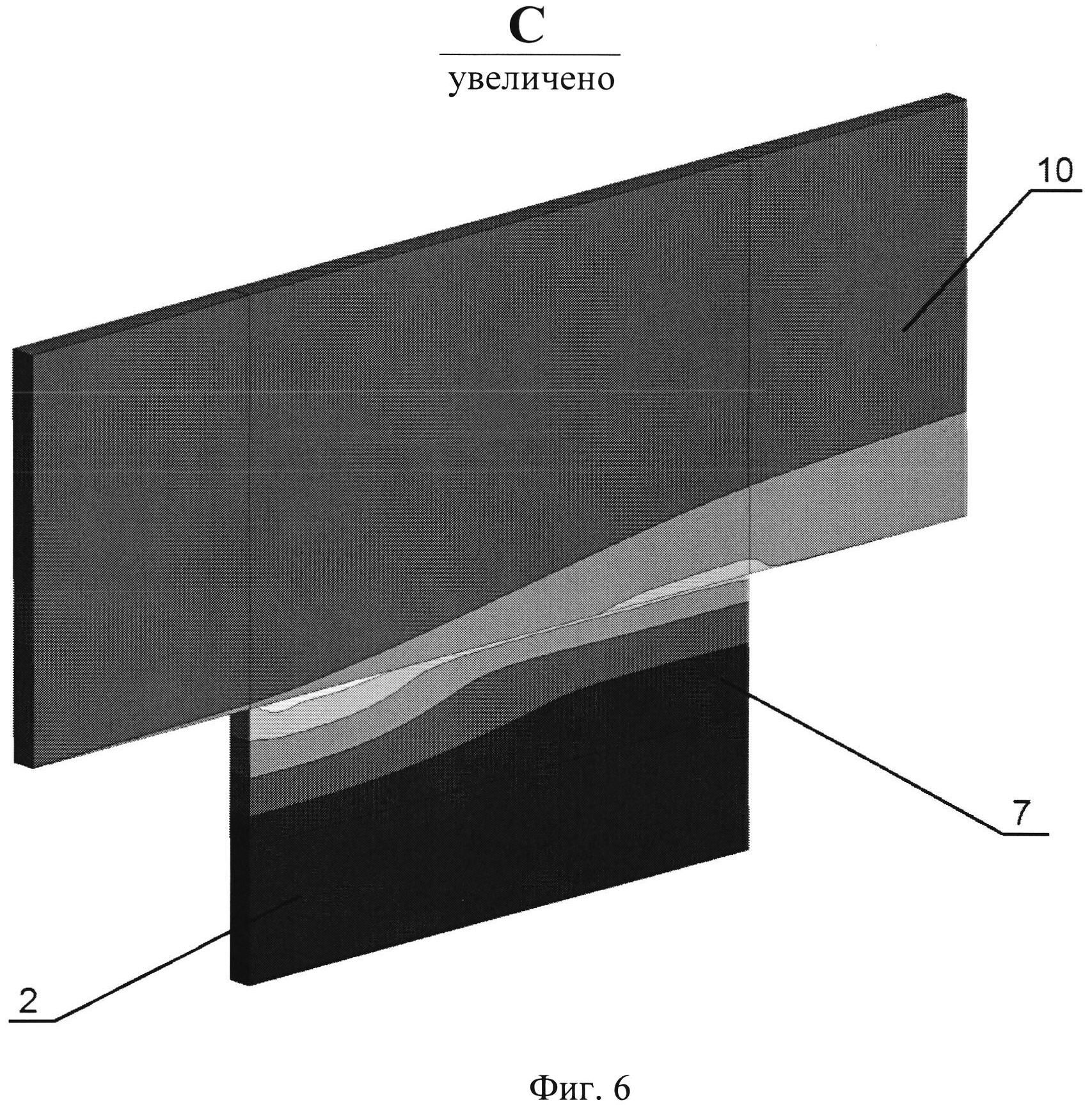
на фиг. 6 - то же вид C на фиг. 2, представлено распределение полного давления в неметаллическом пористом проницаемом материале и высокотемпературном набегающем потоке продуктов сгорания, без армирующих элементов периодической структуры кубической формы из металлического материала во фрагменте лопатки, принятом для расчета (значения полного давления показаны в шести градациях серого цвета: светлый тон соответствует полному давлению 450 кПа, темный тон - 750 кПа), увеличено;
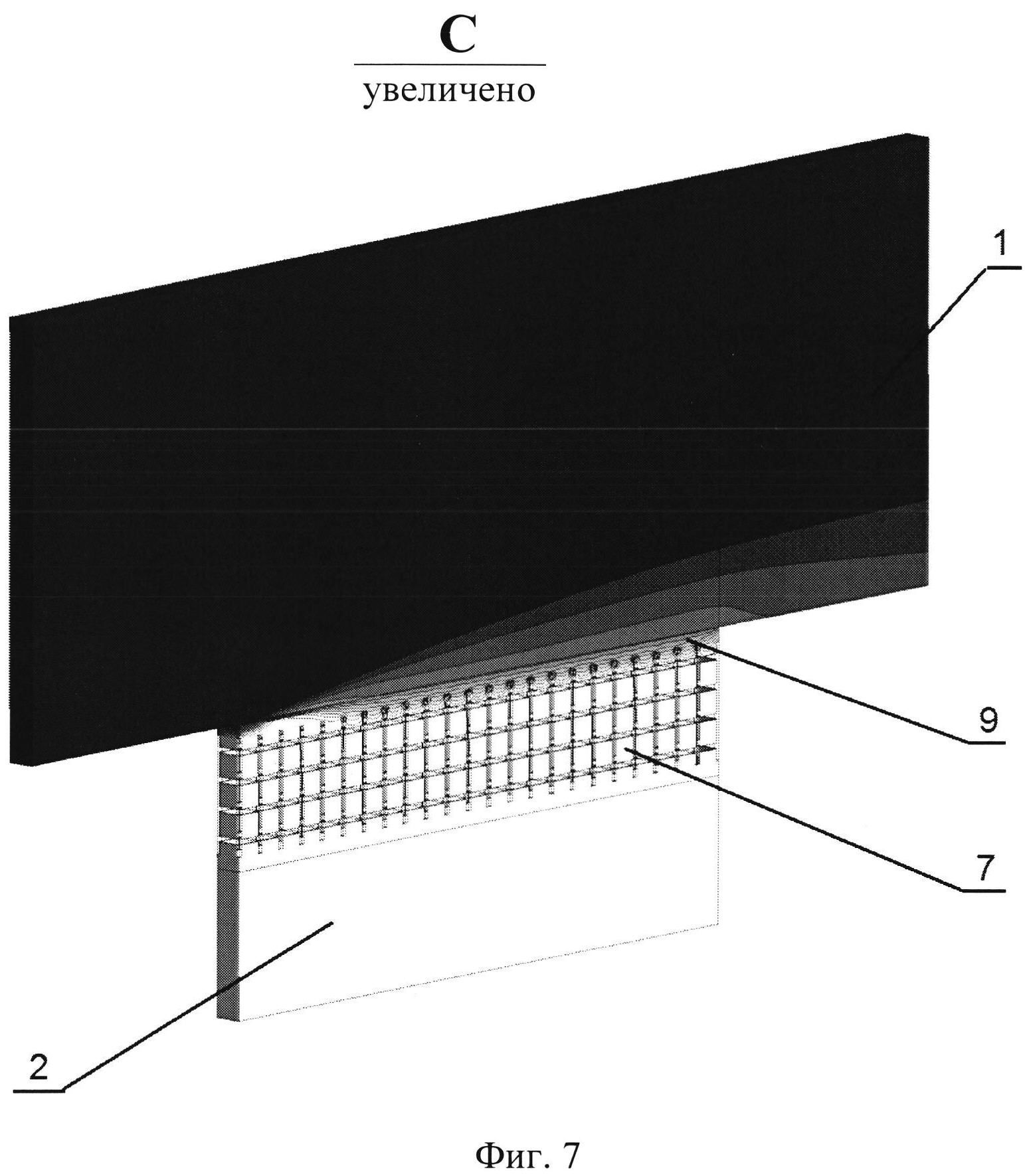
на фиг. 7 - тот же вид С на фиг. 2, представлено поле полной температуры в неметаллическом пористом проницаемом материале, армированном периодической структурой кубической формы из металлического материала, и высокотемпературном набегающем потоке продуктов сгорания во фрагменте лопатки, принятом для расчета (значения полной температуры показаны в двенадцати градациях серого цвета: светлый тон соответствует полной температуре 500 K, темный тон - 2300 K), увеличено;
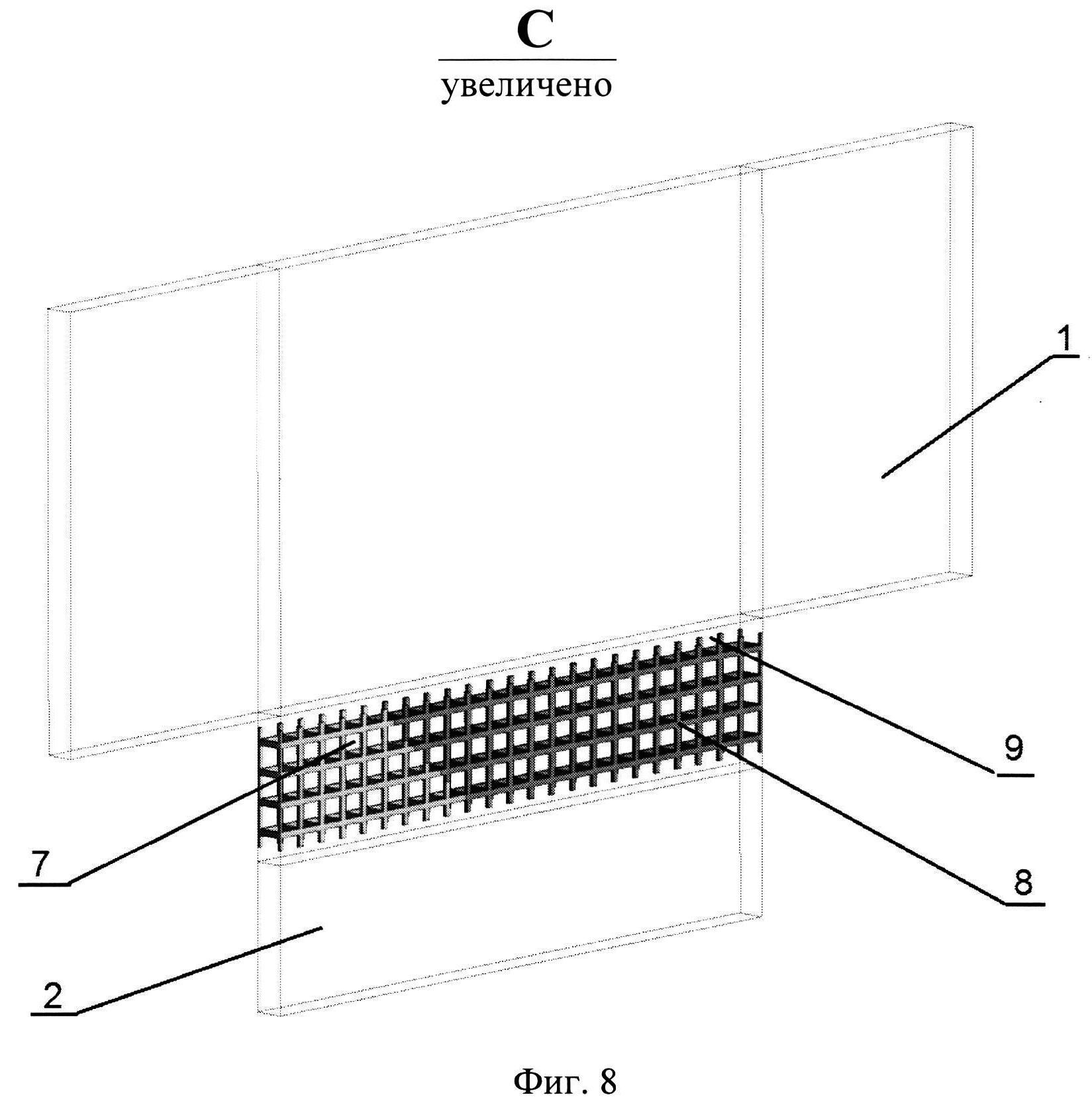
на фиг. 8 - тот же вид C на фиг. 2, представлено поле температур в армирующем элементе периодической структуры кубической формы из металлического материала во фрагменте лопатки, принятом для расчета (значения полной температуры показаны в четырех градациях серого цвета: светлый тон соответствует полной температуре 500 K, темный тон - 700 K), увеличено;
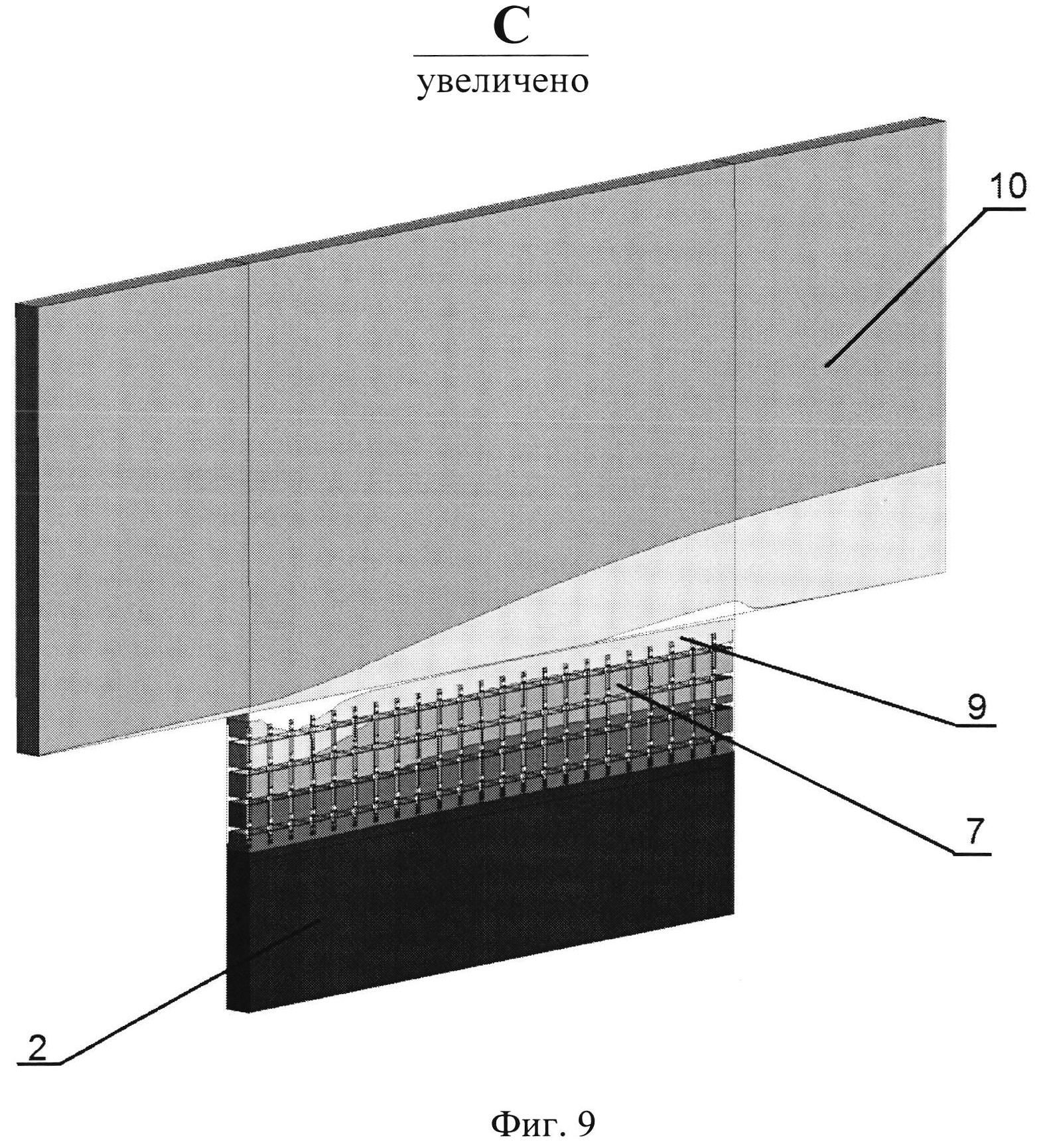
на фиг. 9 - то же вид C на фиг. 2, представлено поле полного давления в неметаллическом пористом материале, армированном периодической структурой кубической формы из металлического материала, и высокотемпературном набегающем потоке продуктов сгорания во фрагменте лопатки, принятом для расчета, (значения полного давления показаны в пяти градациях серого цвета: светлый тон соответствует полному давлению 550 кПа, темный тон - 800 кПа), увеличено;
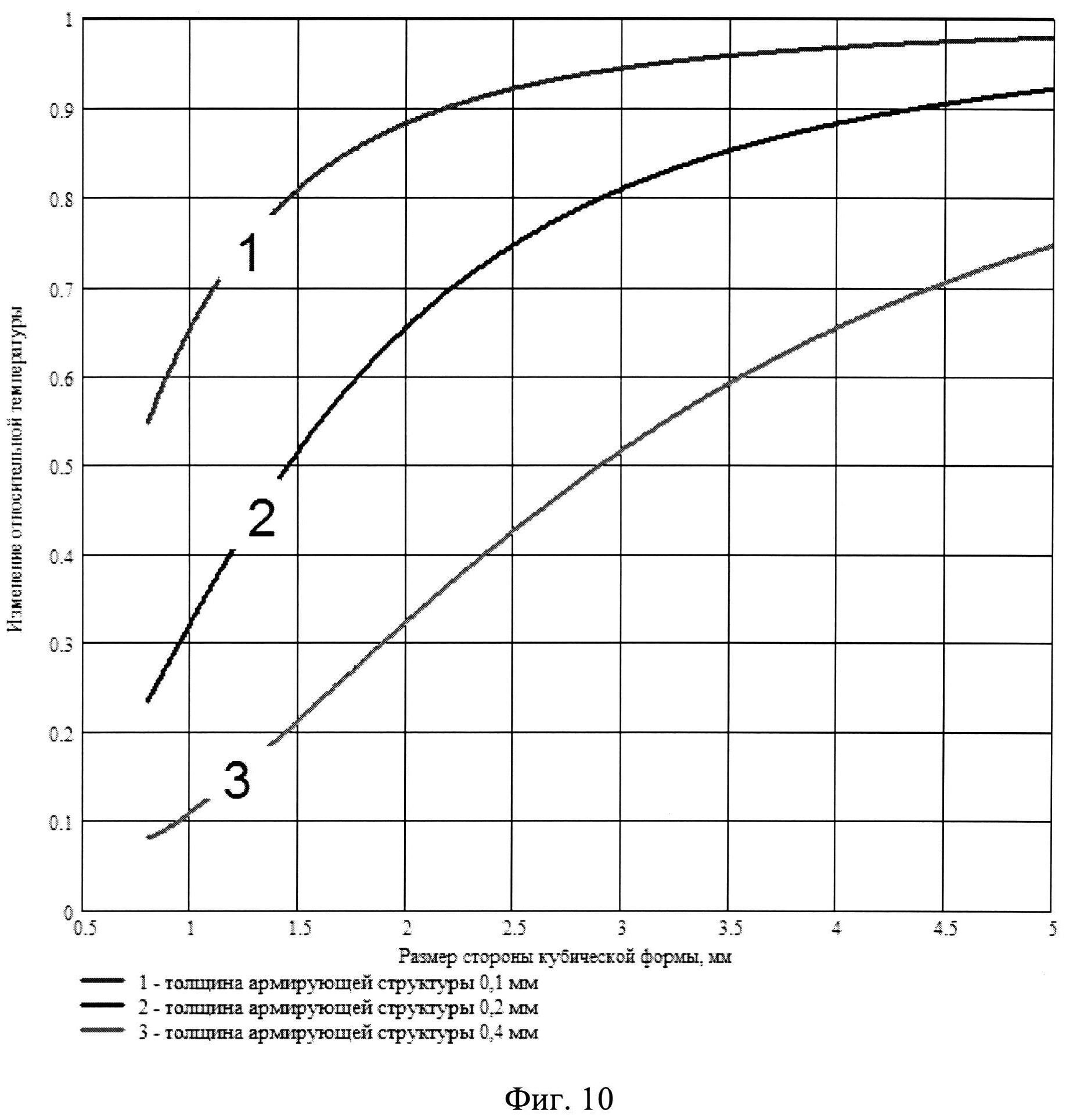
на фиг. 10 представлены зависимости относительной температуры от размера стороны и толщины армирующей металлической структуры кубической формы;
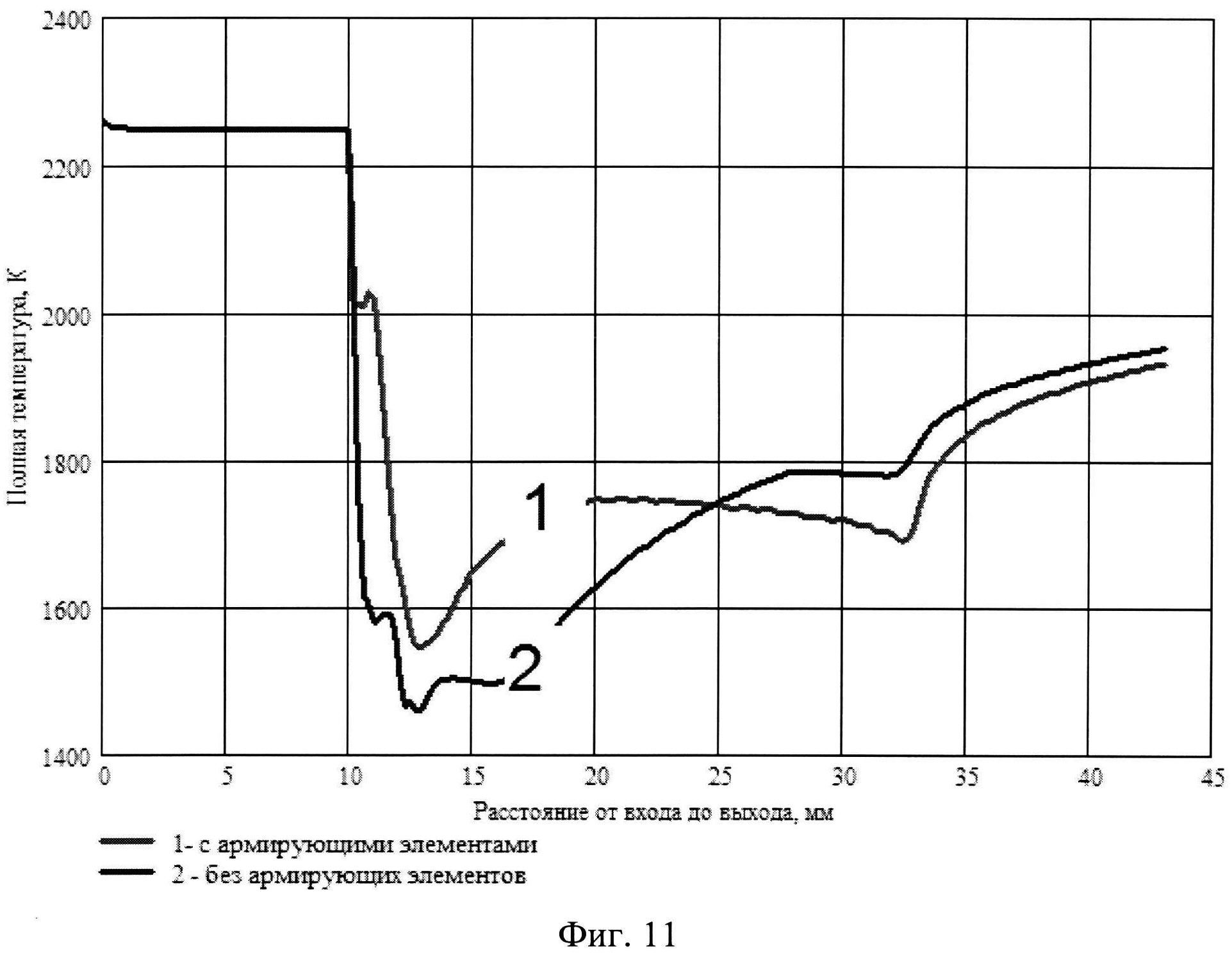
на фиг. 11 представлены зависимости полной температуры внешней поверхности охлаждаемой лопатки и высокотемпературного набегающего потока продуктов сгорания от входа до выхода фрагмента, принятого для расчета для лопатки с армирующими элементами и без них;
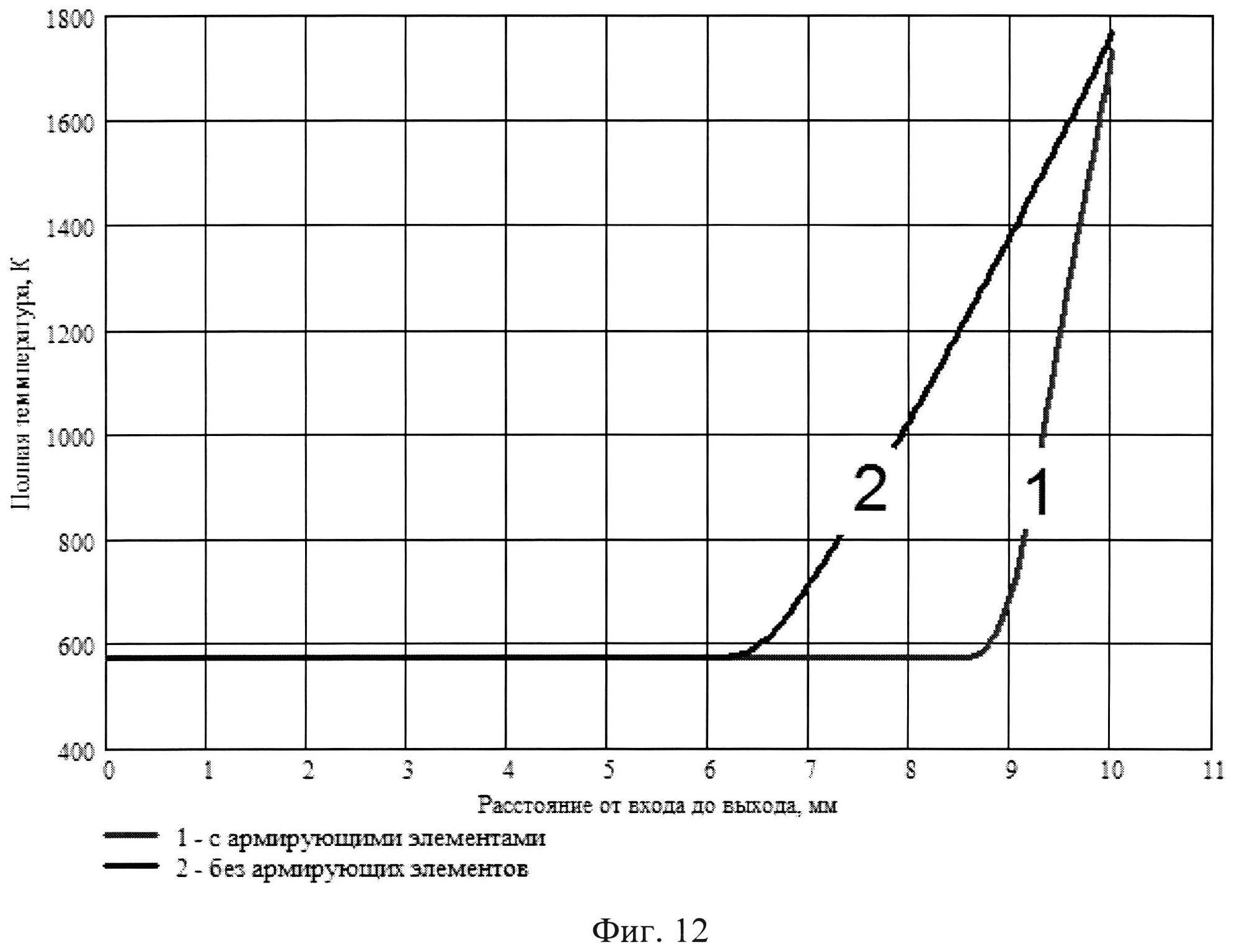
на фиг. 12 представлены зависимости полной температуры в подводящем канале и неметаллическом пористом проницаемом материале от входа подводящего канала до места выхода в высокотемпературный набегающий поток продуктов сгорания.
В охлаждаемой лопатке 1 газотурбинного двигателя выполнены полости 2 для подвода охлаждающей среды (фиг. 1, 2). Лопатки 1 располагают между верхней 3 и нижней 4 частями элемента соплового лопаточного аппарата над отверстиями 5 и 6, соответственно, служащими для прохода охлаждающей среды (фиг. 3). Фиксация лопаток 1 относительно верхней 3 и нижней 4 частей элемента соплового лопаточного аппарата осуществляется, например, с помощью штифтов (на чертеже не показаны), расположенных на верхней 3 и нижней 4 частях соплового лопаточного аппарата и входящих в углубления, выполненные в лопатке 1. Лопатка 1 полностью выполнена по технологии послойного лазерного спекания в формате 3D двух порошкообразных материалов, содержащая в каждом слое неметаллический пористый проницаемый материал 7, армированный металлическим материалом 8 с образованием его периодической структуры кубической формы (фиг. 4) до получения заданного профиля лопатки 1. В качестве порошкообразного неметаллического материала 7 используют диоксид циркония (ZrO2) - керамический материал, обладающий высокотемпературными свойствами и низкой теплопроводностью при температуре спекания от 1100 до 2300°С. В результате послойного лазерного спекания в формате 3D двух порошкообразных материалов получается высокотемпературный пористый проницаемый материал и армирующий металлический материал. Высокотемпературный пористый проницаемый неметаллический (керамический) материал 7 служит для подвода охлаждающей среды через его поры к внешней поверхности профиля и телу лопатки 1 при рабочей температуре ее поверхности 1800…2000°C. Армирующая периодическая структура кубической формы из металлического материала 8 служит для создания равномерного температурного поля в теле лопатки (фиг. 4). В качестве металлического материала 8 используют коррозионно-стойкие, жаростойкие, жаропрочные стали и сплавы, типа 12Х18Н9Т, как обладающие высокой плотностью, теплопроводностью и прочностью. Армирующие элементы металлического материала 8 представляют периодическую кубическую структуру со стороной не менее 1,0 мм и квадратным сечением со стороной не менее 0,2 мм (наименьшая толщина слоя, достигнутая для технологии послойного лазерного спекания в формате 3D), что способствует повышению прочностных свойств лопатки 1 и реализации оптимальной пористости высокотемпературного пористого проницаемого неметаллического материала 7 с низкой теплопроводностью. Для изготовления лопатки 1 может быть применена любая известная технология послойного лазерного спекания двух материалов в формате 3D. Внешний слой 9 поверхности лопатки 1, контактирующий с высокотемпературным набегающим потоком 10 продуктов сгорания, выполнен только из неметаллического пористого проницаемого материала (керамического) 7 толщиной не более стороны периодической структуры кубической формы (фиг. 4) для исключения выхода армирующей периодической структуры металлического материала 8 за внешний слой 9 лопатки 1. В этом случае высокотемпературный набегающий поток 10 продуктов сгорания проходит вдоль внешней поверхности лопатки 1 (фиг. 2, 4), не контактируя с армирующей периодической структурой металлического материала 8. Распределение полных температур на поверхностях пористых проницаемых фрагментов, контактирующих с высокотемпературным набегающим потоком 10 продуктов сгорания, показано на фиг. 5, 7, а распределение температуры по поверхности армирующей периодической структуры металлического материала 8 приведено на фиг. 8. Распределение полного давления в неметаллическом пористом проницаемом материале 7 и высокотемпературном набегающем потоке 10 продуктов сгорания показано на фиг. 6, 9. На фиг. 10 показаны зависимости относительной температуры в элементе кубической формы от размера стороны и толщины армирующей металлической структуры кубической формы для пористого проницаемого неметаллического материала, в качестве которого используют диоксид циркония (ZrO2), имеющий теплопроводность 1,5 Вт/м*град при температуре 800 K и для коррозионно-стойкой, жаростойкой жаропрочной стали, типа 12Х18Н9Т, имеющей теплопроводность 21,5 Вт/м*град. Зависимости полной температуры стенки внешней поверхности охлаждаемой лопатки (расстояние от 15 до 33 мм) высокотемпературного набегающего потока продуктов сгорания от входа до выхода фрагмента, принятого для расчета, для лопатки 1 с армирующими элементами и без них показаны на фиг. 11. Зависимости полной температуры в подводящем канале 2 и неметаллическом пористом проницаемом материале 7 от входа подводящего канала до места выхода в высокотемпературный набегающий (в сечении, соответствующем расстоянию 26,5 мм согласно фиг. 11, при этом расстояние от входа подводящего канала до неметаллического пористого материала 7 толщиной 5 мм равно 5 мм) поток продуктов сгорания показаны на фиг. 12.
Охлаждаемая лопатка работает следующим образом.
Охлаждающую среду (воздух) через каналы в нижней 4 части элемента соплового лопаточного аппарата подают во внутренние полости 2 лопатки 1. Затем охлаждаемая среда через поры неметаллического пористого проницаемого материала 7 выходит на ее внешнюю поверхность 9, омываемую высокотемпературным набегающим потоком 10 продуктов сгорания газовой турбины. За счет однородной пористости тела лопатки 1 и наличия армирующей периодической структуры кубической формы из металлического материла с высокой плотностью, теплопроводностью и прочностью обеспечивается интенсивный равномерный теплоотвод по всей внешней ее поверхности, а также в ее теле исключается образование трещин в неметаллическом пористом проницаемом материале 7 с низкой теплопроводностью лопатки 1, что увеличивает ее термоциклический ресурс. Выполнение внешнего слоя 9 поверхности лопатки из пористого проницаемого неметаллического материала 7, толщиной не более стороны периодической структуры кубической формы, исключает выход армирующего металлического материала 8, образующего периодическую структуру кубической формы, на внешнюю поверхность лопатки 1 и ее контакт с высокотемпературным набегающим потоком 10 продуктов сгорания, что способствует повышению рабочей температуры высокотемпературного набегающего потока 10 до 1800-2000°C и уменьшению температурных градиентов во внешнем слое 9 поверхности лопатки 1. Получение равномерного поля температур в теле лопатки 1 из неметаллического пористого проницаемого материала 7 - диоксида циркония ΖrO2, обладающего высокотемпературными свойствами с низкой теплопроводностью, обеспечивается за счет однородной пористости и реализации заданного закона ее распределения в различных элементах объема лопатки 1, а также армирующей периодической структуры кубической формы из металлического материала 8, обладающего высокой плотностью, теплопроводностью и прочностью, в качестве которого используют коррозионно-стойкие, жаростойкие, жаропрочные стали и сплавы (нержавеющую сталь 12Х18Н10Т).
С целью оценки эффективности получения равномерного поля температур за счет применения армирующей периодической структуры кубической формы из металлического материала с высокой плотностью, теплопроводностью и прочностью, размещенной в теле из проницаемого высокотемпературного пористого неметаллического материала с низкой теплопроводностью, представлены зависимости изменения относительной температуры в элементе периодической структуры кубической формы с различными размерами стороны куба и толщины армирующего металлического материала (на фиг. 10). Зависимости на фиг. 10 построены для диоксида циркония и стали 12Х18Н10Т в предположении равенства тепловых потоков перпендикулярно любым граням элементов кубических структур по одним и тем же направлениям:
Δtотн - относительный градиент температуры в элементе кубической формы;
Δtнм - температурный градиент в элементе кубической формы 1, выполненном полностью из неметаллического пористого проницаемого материала 7, град;
Δtм+нм - температурный градиент в элементе кубической формы, выполненном из неметаллического пористого проницаемого материала 7, армированного металлическим материалом 8 периодической структуры кубической формы, град:
λнм - теплопроводность пористого проницаемого неметаллического материала 7, Вт/м*град;
S - размер стороны периодической структуры кубической формы металлического материала 8, м;
λм - теплопроводность металлического материала 8 армирующей периодической структуры кубической формы, Вт/м*град;
δ - толщина металлического материала 8 армирующей периодической структуры кубической формы, м.
Как следует из фиг. 10, наличие армирующей периодической структуры кубической формы приводит к существенному уменьшению относительной температуры в объеме выделенного элемента (снижению температурных градиентов в неметаллическом пористом проницаемом материале 7) в зависимости от размера (уменьшения) стороны и увеличения толщины металлического материала 8 армирующей периодической структуры кубической формы.
На фиг 5-9 и 11-12 представлены результаты сравнительных расчетов, выполненных программой Ansys CFX (версия 14.5) для фрагментов лопатки 1, имеющих пористые вставки с и без армирующей периодической структуры кубической формы. В качестве неметаллического пористого проницаемого материала 7 - высокотемпературного керамического материала с низкой теплопроводностью - использован диоксид циркония (ΖrO2), имеющий температуру плавления 2700°C. В качестве металлического материала 8, обладающего высокой плотностью, теплопроводностью и прочностью, использована сталь типа 12Х18Н9Т. Температура высокотемпературного набегающего потока 10 продуктов сгорания, в качестве которого был взят воздух, в этих двух случаях, принята равной 2000°C при скорости на входе в фрагменте 300 м/с (типичной величине в сопловом аппарате турбины). Объемная пористость неметаллического пористого проницаемого материала (керамического) 7 задана равной 0,2 (оптимальная величина, полученная в работе (П.Э. Калмыков, Б.Е. Байгалиев, А.Г. Тумаков. Охлаждение лопатки газотурбинного двигателя, изготовленной из материала «металлорезина». Проблемы тепломассообмена и гидродинамики в энергомашиностроении: Труды VIII школы-семинара молодых ученых и специалистов академика В.Е. Алемасова. - Казань: Издательство Казанского государственного энергетического университета, 2012. стр. 380-385) и получена из сферических частиц ZrO2 диаметром 0,2 мм. Армирующие элементы металлического материала 10 представляют периодическую кубическую структуру со стороной 1,0 мм и квадратным сечением со стороной 0,2 мм. С целью исключения непосредственного контакта армирующей периодической структуры кубической формы из металлического материала 8 с высокой плотностью, теплопроводностью и прочностью с набегающим высокотемпературным потоком 10 внешний слой 9 поверхности лопатки 1 выполнен из неметаллического пористого проницаемого материала 7 толщиной не более стороны периодической структуры кубической формы (фиг. 4).
В качестве охлаждающей среды был принят воздух с плотностью расхода равной 4,23 кг/с*м2 (типичная величина для пористого охлаждения) и температурой на входе 300°C. Для определения потерь давления при ламинарном и турбулентном режимах течения охлаждающей среды в порах согласно Ansys CFX [ANSYS CFX-Solver Theory Guide. Basic Solver Capability Theory. Flow in Porous Media. Turbulence and Wall Function Theory. Darcy Model, Equation 244] используется следующая зависимость закона Дарси:

p - давление охлаждающего воздуха, Па;
xi - расстояние по координатному направлению (x, y, z), м;
µ - динамическая вязкость охлаждающей среды, Па*с;
Ui - скорость фильтрации по координатным направлениям (x, y, z), м/с;
 - проницаемость, м, где
- проницаемость, м, где
α - вязкостный коэффициент неметаллического пористого проницаемого материала, 1/м;
Kloss=β - экспериментальный коэффициент потерь, 1/м, где
β - инерционный коэффициент неметаллического пористого проницаемого материала, 1/м;
ρ - плотность воздуха, кг/м3.
Для вычисления коэффициентов α и β использовались зависимости, предложенные в справочнике («Пористые проницаемые материалы», под редакцией Белова С.В. М, Металлургия, 1987, стр. 37):
γ - объемная пористость;
dч - диаметр порошковых материалов из сферических частиц, м.
Из представленных на фиг. 5, 7, 8 распределений полных температур на поверхностях пористых проницаемых фрагментов, контактирующих с высокотемпературным набегающим потоком 10 продуктов сгорания, максимальное значение составляет 1740-1790 K. Применение армирующих элементов из металлического материала 8 обеспечивает более равномерное поле температур, т.е. уменьшается толщина материала, в котором температурные градиенты значительны и для рассчитанного случая она составляет величину порядка 1,0 мм при перепаде температур от 600 до 1800 K (фиг. 11). При этом следует отметить, что максимальная температура армирующих элементов не превышает 650 K (фиг. 8).
Таким образом, предложенная конструкция охлаждаемой лопатки позволяет реализовать рабочую полную температуру внешней поверхности лопатки не менее 1800 К при полной температуре высокотемпературного набегающего потока продуктов сгорания 2300 K и максимальной температуре армирующих элементов из материала (стали) с высокой плотностью, теплопроводностью и прочностью не более 650 K. Кроме того, вследствие повышения стойкости к разрушению при циклических температурных нагружениях за счет обеспечения равномерного поля температур в теле лопатки (перепад температур имеет место в толщине порядка 1,0 мм) повышается термоциклический ресурс лопатки.
Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов
Способ профилирования равнопроцентной пропускной характеристики регулирующего клапана и устройство для его осуществления
Малогабаритный сварочный трактор для автоматической сварки под флюсом
Подъемное устройство
Способ соединения труб с коллектором теплообменного аппарата
Пневмопривод для клапана осесимметричного
Способ защиты центробежного нагнетателя от помпажа
Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного
Стенд испытательный для пневмопривода трубопроводной арматуры
Флюсовая насадка к резаку с внешней подачей воздушно-флюсовой смеси в зону резки
Способ защиты центробежного нагнетателя от помпажа

