Результат интеллектуальной деятельности: Способ соединения труб с коллектором теплообменного аппарата
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием механической развальцовки и гидравлической раздачи, преимущественно для закрепления труб в коллекторах первого контура парогенератора, и может быть использовано в энергетической, нефтехимической, газовой и других отраслях промышленности.
Известен способ соединения труб с коллектором трубообразного парогенератора, заключающийся в том, что в отверстия коллектора вводят концы труб, осуществляют механическую развальцовку конца труб до полного устранения кольцевых зазоров между концами труб и стенками отверстий механическим вальцеванием трехроликовой вальцовкой с использованием крутящего момента на вале. После этого выполняют гидравлическую раздачу концов труб на внутренней поверхности коллектора за два этапа, при этом на первом этапе в трубу вводят зонд с уплотнительными элементами и по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подают рабочую среду под давлением и выдерживают в течение 1-3 сек. Затем давление рабочей среды сбрасывают, зонд удаляют, далее удаляют «карман» между зоной механического вальцевания конца труб и началом зоны гидравлической раздачи механическим вальцеванием трехроликовой вальцовкой крутящим моментом на вале. После этого производят второй этап гидравлической раздачи путем ввода в трубу зонда с уплотнительными элементами, и в кольцевой зазор между уплотнительными элементами и трубой подают рабочую среду под давлением и выдерживают в течение 3-5 сек., затем крутящим моментом производят механическое вальцевание с помощью трехроликовой вальцовки для удаления «кармана» в зоне, примыкающей к наружной поверхности коллектора (Патент RU №2524461 С2, МПК B21D 39/06, приоритет от 16.10.2012, опубл. 27.07.2014).
Однако в известном способе соединения труб после приварки теплообменных труб к трубной решетке отсутствуют методы снятия остаточных напряжений, возникающих в основном металле коллектора и сварном соединении. Наличие остаточных напряжений может стать причиной снижения надежности узла крепления труб в трубных решетках.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ соединения труб с коллектором теплообменного аппарата, включающий установку концов труб в отверстие коллектора, последующее их закрепление путем механической развальцовки каждой трубы до соприкосновения трубы и стенки отверстия, приварки каждой трубы к коллектору, гидравлической раздачи ее конца в отверстии коллектора за два этапа, при этом на первом этапе в трубу вводят зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подают рабочую среду под давлением 196+9,8 МПа и выдерживают в течение 1-3 сек, сбрасывают давление рабочей среды, извлекают зонд и производят механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора, крутящим моментом 1,96+0,196 Нм, производят второй этап гидравлической раздачи, при котором в трубу вводят зонд с уплотнительными элементами с последующей подачей рабочей среды под давлением 343+9,8 МПа в кольцевой зазор между уплотнительными элементами и трубой, выдерживают в течение 3-5 сек, осуществляют механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора с ограничением крутящего момента 2,45+0,196 Нм, и кармана в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Нм, при этом торец каждой трубы устанавливают с заглублением относительно внутренней поверхности коллектора 0-0,5 мм, механическую развальцовку ее конца под сварку выполняют для минимизации и неполного устранения кольцевых зазоров между концом трубы и стенками отверстий на глубину 6±1 мм, исчисляемую от внутренней поверхности коллектора, с ограничением крутящего момента на вале привода величиной 0,5-2,2 Нм, гидравлическую раздачу концов труб на первом и втором этапах выполняют на глубину 165±2 мм, механическое вальцевание для устранения кармана после первого и второго этапов гидравлической раздачи в зоне, примыкающей к внутренней поверхности коллектора, выполняют на глубину  при обеспечении общей глубины развальцовки кармана в зоне, примыкающей к наружной поверхности коллектора, составляющей (Sk+2)-1+2, где Sк - фактическая толщина коллектора, и образовании на внутренней поверхности трубы в месте сопряжения развальцованного методом гидравлической раздачи участка уступа, с развальцованным механическим способом участка не более 0,05 мм, (Патент RU №2655553 С1, МПК B21D 39/06, приоритет от 26.04.2017 г., опубл. 28.05.2018).
при обеспечении общей глубины развальцовки кармана в зоне, примыкающей к наружной поверхности коллектора, составляющей (Sk+2)-1+2, где Sк - фактическая толщина коллектора, и образовании на внутренней поверхности трубы в месте сопряжения развальцованного методом гидравлической раздачи участка уступа, с развальцованным механическим способом участка не более 0,05 мм, (Патент RU №2655553 С1, МПК B21D 39/06, приоритет от 26.04.2017 г., опубл. 28.05.2018).
Недостатком данного способа является то, что в основном металле коллектора и теплообменных труб после их закрепления присутствуют остаточные напряжения, которые могут привести к деформациям в процессе эксплуатации, и как следствие снижению эксплуатационной надежности изделия.
Технической задачей изобретения является повышение надежности узла крепления теплообменных труб в коллекторе теплообменного аппарата за счет снятия остаточных напряжений в коллекторе и теплообменных трубах
Поставленная задача достигается тем, что в способе соединения труб с коллектором теплообменного аппарата, включающем установку концов труб в отверстия коллектора, при котором торец каждой трубы устанавливают с заглублением относительно внутренней поверхности коллектора на 0-0,5 мм, последующее закрепление концов труб путем предварительной механической развальцовки до минимизации и неполного устранения кольцевых зазоров между концами труб и стенками отверстий коллектора механическим вальцеванием трехроликовой вальцовкой в интервале 6±1 мм, исчисляемого от внутренней поверхности коллектора, с ограничением крутящего момента на вале привода величиной 0,5-2,2 Нм, кольцевую приварку концов каждой трубы в отверстии коллектора, гидравлическую раздачу ее конца в отверстии коллектора за два этапа на глубину 165±2 мм, при этом на первом этапе в трубу вводят зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подают рабочую среду под давлением 196+9,8 МПа и выдерживают в течение 1-3 сек, сбрасывают давление рабочей среды, извлекают зонд и производят механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора, крутящим моментом 1,96+0,196 Нм, проводят второй этап гидравлической раздачи, при котором в трубу вводят зонд с уплотнительными элементами с последующей подачей рабочей среды под давлением 343+9,8 МПа в кольцевой зазор между уплотнительными элементами и трубой, выдерживают в течение 3-5 сек, осуществляют механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора с ограничением крутящего момента 2,45+0,196 Нм, и кармана в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Нм, механическое вальцевание для устранения кармана после первого и второго этапов гидравлической раздачи в зоне, примыкающей к внутренней поверхности коллектора, выполняют на глубину при обеспечении общей глубины развальцовки кармана в зоне, примыкающей к наружной поверхности коллектора, составляющей  где Sк - фактическая толщина коллектора, и образовании на внутренней поверхности трубы в месте сопряжения развальцованного методом гидравлической раздачи участка уступа, с развальцованным механическим способом участка не более 0,05 мм, согласно изобретению, после закрепления теплообменных труб проводят местный низкотемпературный отпуск коллектора в зоне закрепления теплообменных труб и концов теплообменных труб для снятия в них остаточных напряжений при температуре 400-450°С с выдержкой при указанной температуре не менее 20 часов, затем проводят дополнительную механическую развальцовку концов труб на выходе из коллектора в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Нм для устранения в процессе проведения низкотемпературного отпуска зазора между стенкой отверстия и трубой.
где Sк - фактическая толщина коллектора, и образовании на внутренней поверхности трубы в месте сопряжения развальцованного методом гидравлической раздачи участка уступа, с развальцованным механическим способом участка не более 0,05 мм, согласно изобретению, после закрепления теплообменных труб проводят местный низкотемпературный отпуск коллектора в зоне закрепления теплообменных труб и концов теплообменных труб для снятия в них остаточных напряжений при температуре 400-450°С с выдержкой при указанной температуре не менее 20 часов, затем проводят дополнительную механическую развальцовку концов труб на выходе из коллектора в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Нм для устранения в процессе проведения низкотемпературного отпуска зазора между стенкой отверстия и трубой.
Проведение местного низкотемпературного отпуска коллектора и концов теплообменных труб после закрепления их в коллекторе при температуре 400-450°С с выдержкой при указанной температуре не менее 20 часов обеспечивает снятие напряжений в металле коллектора и теплообменных труб, тем самым повышается эксплуатационная надежность оборудования.
Проведение дополнительной механической развальцовки концов труб на выходе из коллектора обеспечивает устранение зазоров между стенкой отверстия и трубой, образовавшегося в процессе проведения низкотемпературного отпуска, что повышает надежность узла крепления теплообменных труб в коллекторе теплообменного аппарата.
Приводимые ниже описания поясняют способ заделки концов труб методом механической вальцовки и гидравлической раздачи с последующим выполнением низкотемпературного отпуска и дополнительной развальцовки после низкотемпературного отпуска, и чертежи, на которых представлены этапы закрепления труб в коллекторах теплообменного аппарата:
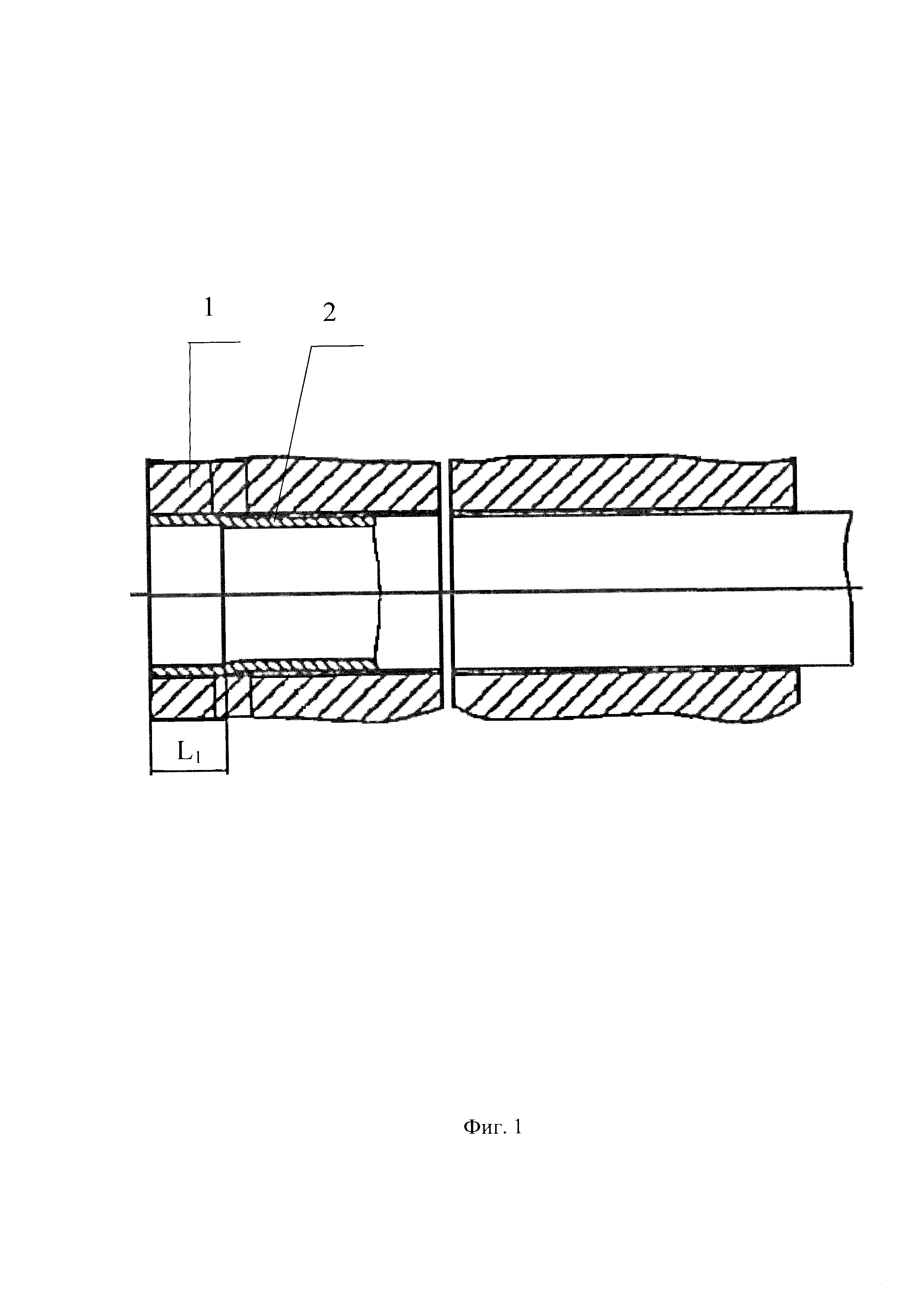
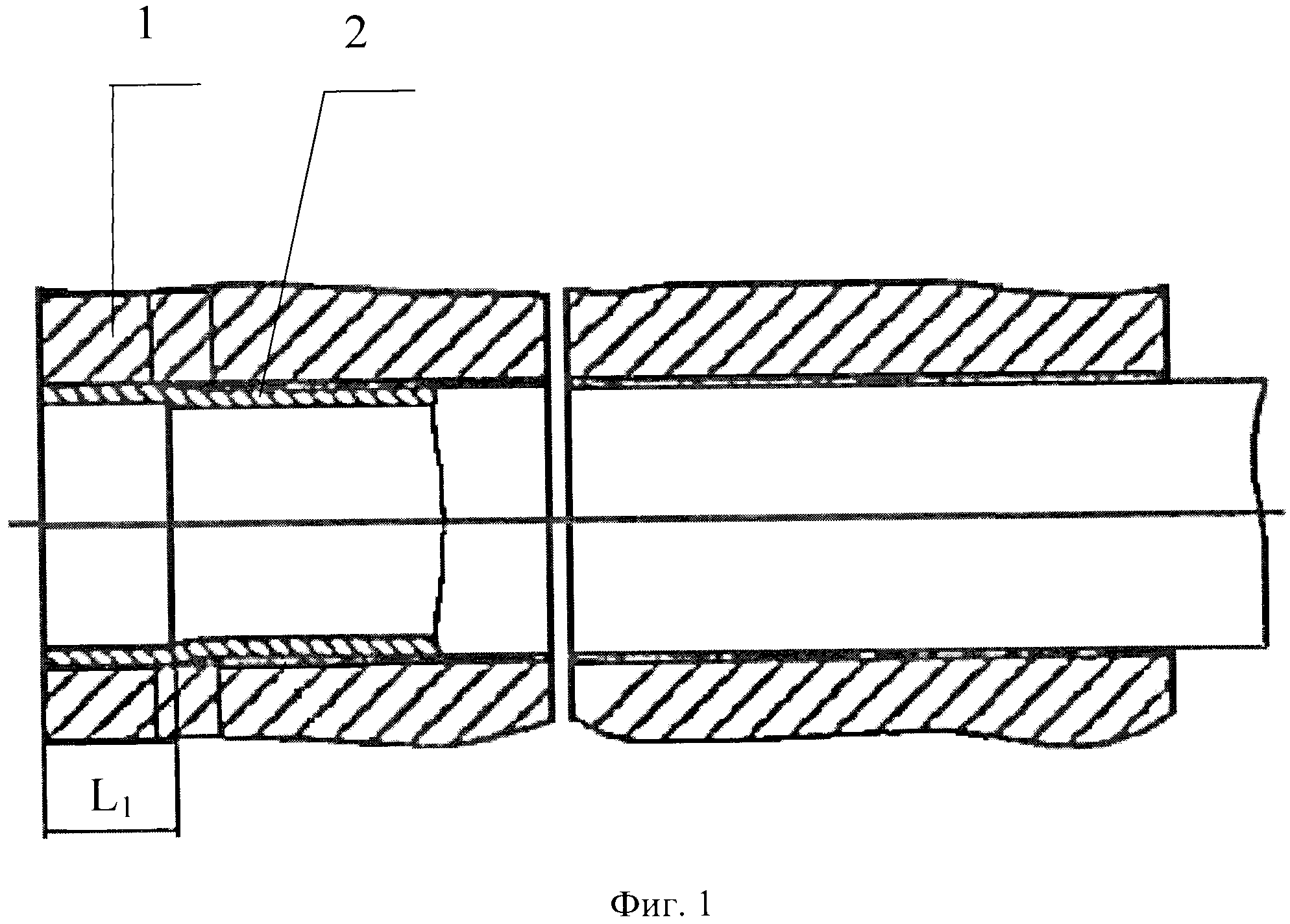
- на фиг. 1 - предварительная механическая развальцовка под сварку конца труб для минимизации (неполного устранения) кольцевых зазоров между концами труб и стенками отверстий механическим вальцеванием трехроликовой вальцовкой в интервале L1=6±1 мм, исчисляемом от внутренней поверхности коллектора, с ограничением крутящего момента на вале привода величиной 0.5-2.2 Нм;
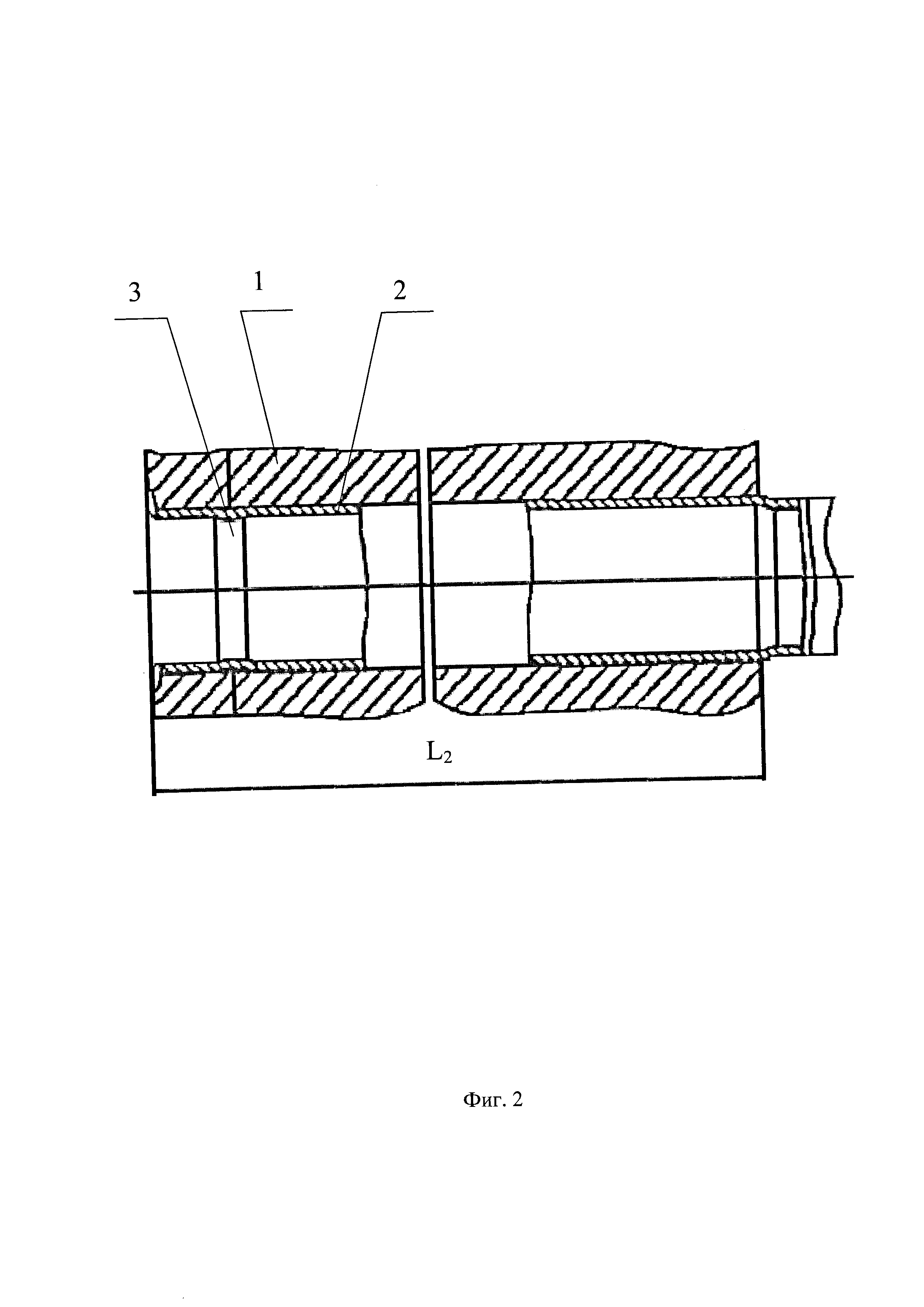
- на фиг. 2 - показана гидравлическая раздача концов труб на первом этапе, участок трубы, находящийся вне зоны гидравлической раздачи давлением 196+9,8 Мпа, глубину гидравлической раздачи L2=165±2 мм;
- на фиг. 3 - показано механическое вальцевание для удаления «кармана» после первого этапа гидравлической раздачи на глубину  крутящий момент 1,96+0,196 Нм между зоной механического вальцевания конца труб и началом гидравлической раздачи;
крутящий момент 1,96+0,196 Нм между зоной механического вальцевания конца труб и началом гидравлической раздачи;
- на фиг. 4 - показана гидравлическая раздача концов труб на втором этапе, с давлением 343+9,8 МПа, длина гидравлической раздачи L2=165±2 мм;
- на фиг. 5 - показано механическое вальцевание труб после второго этапа гидравлической раздачи для устранения «кармана» в зоне, примыкающей к внутренней поверхности коллектора на глубину  крутящий момент 2,45+0,196 Нм;
крутящий момент 2,45+0,196 Нм;
- на фиг. 6 - показано механическое вальцевание труб для удаления «кармана» в зоне, примыкающей к наружной поверхности коллектора (на выходе из коллектора), а также дополнительная вальцовка после проведения низкотемпературного отпуска крутящим моментом 2,94-3,92 Нм для обеспечения общей глубины развальцовки  где Sк фактическая толщина коллектора, уступ на внутренней поверхности трубы в месте сопряжения участка, развальцованного методом гидравлической раздачи (диаметр d1) с участком, развальцованным механическим способом (диаметр d2), составляет не более 0.05 мм на глубине от L4=160 мм до L5=170 мм.
где Sк фактическая толщина коллектора, уступ на внутренней поверхности трубы в месте сопряжения участка, развальцованного методом гидравлической раздачи (диаметр d1) с участком, развальцованным механическим способом (диаметр d2), составляет не более 0.05 мм на глубине от L4=160 мм до L5=170 мм.
Соединение труб с коллектором выполняют с использованием известных в технике средств и технологических приемов, хотя сам процесс соединения имеет определенные отличия, устраняющие недостатки таких соединений, выполняемых по известным технологиям, и обеспечивает повышение надежности и долговечности ответственных узлов теплообменного оборудования.
Способ соединения труб с коллекторами теплообменных аппаратов показан на примере закрепления змеевиков в коллекторах первого контура парогенераторов типа ПГВ-1000М.
После очистки внутренней поверхности труб (змеевиков), в отверстия коллектора 1 с толщиной стенки Sкол.=171 мм вводят концы подготовленных труб (змеевиков) 2, устанавливают торцы труб 2 заподлицо относительно внутренней поверхности коллектора 1 или с заглублением 0-0,5 мм (фиг. 1). Производят закрепление концов труб 2 под сварку путем предварительной механической развальцовки для минимизации, то есть неполного устранения кольцевых зазоров между концами труб и стенками отверстий коллектора 1 механическим вальцеванием трехроликовой вальцовкой в интервале 6±1 мм, исчисляемом от внутренней поверхности коллектора 1, с ограничением крутящего момента на вале привода величиной 0,5-2,2 Нм. После этого выполняют кольцевую сварку концов труб 2 с коллектором 1 с использованием известных устройств. Следующий этап соединения труб 2 с коллектором 1 заключается в гидравлической раздаче концов труб 2 в пределах толщины стенки коллектора 1.
Гидравлическую раздачу осуществляют за два этапа.
На первом этапе гидравлической раздачи в каждую трубу 2 вводят зонд (не показан) с уплотнительными элементами. По каналам зонда в кольцевой зазор между уплотнительными элементами и трубой 2 подают рабочую среду, поднимают ее давление до 196+9,8 МПа для раздачи трубы 2 на глубину L2=165±2 мм, выдерживают в течение 1-3 сек. (фиг. 2), при этом толщина стенки коллектора 1 составляет Sк=171 мм. (фиг. 6). Затем давление рабочей среды сбрасывают, зонд извлекают из трубы 2. После первого этапа гидравлической раздачи в зоне, примыкающей к внутренней поверхности коллектора, возможно образование участка трубы 2, находящегося вне зоны гидравлической раздачи, то есть, не подвергнутой раздаче зоны 3, так называемого «кармана» 3 между зоной механического вальцевания переднего конца труб 2 и началом зоны гидравлической раздачи (фиг. 3). «Карман» 3 устраняют промежуточной операцией развальцовки трубы 2 в этой зоне. Данную операцию проводят механическим вальцеванием трехроликовой вальцовкой на глубину  относительно внутренней поверхности коллектора 1 с ограничением крутящего момента 1,96+0,196 Нм.
относительно внутренней поверхности коллектора 1 с ограничением крутящего момента 1,96+0,196 Нм.
Затем выполняют второй этап гидравлической раздачи концов труб, когда в трубу 2 вводят зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой 2 подают рабочую среду с давлением 343+9,8 МПа, выдерживают в течение 3-5 сек. При этом длина гидравлической раздачи концов труб 2 составляет L2=165±2 мм (фиг. 4). После второго этапа гидравлической раздачи возможно образование «кармана» в зоне 3, примыкающей к внутренней поверхности коллектора 1. Для удаления «кармана» 3 производят механическое вальцевание труб 1 с помощью трехроликовой вальцовки на глубину  крутящим моментом на вале привода величиной 2,45+0,196 Нм. (фиг. 5).
крутящим моментом на вале привода величиной 2,45+0,196 Нм. (фиг. 5).
Далее выполняют местный низкотемпературный отпуск коллектора в местах соединения с теплообменными трубами и концов теплообменных труб для снятия остаточных напряжений в коллекторе и концах теплообменных труб при температуре 400-450°С, и выдерживают при указанной температуре не менее 20 часов, затем выполняют дополнительную механическую развальцовку концов труб 2 на выходе из коллектора 1 для удаления кармана в зоне 4 (фиг. 3), примыкающей к наружной поверхности коллектора, крутящим моментом на вале привода величиной 2,94-3,92 Нм для обеспечения общей глубины развальцовки  где Sк - фактическая толщина коллектора 1 (фиг. 6). Уступ на внутренней поверхности трубы 2 в месте сопряжения участка, развальцованного методом гидравлической раздачи (диаметр d1) с участком, развальцованного механическим способом (диаметр d2), составляет не более 0.05 мм на глубине от L4=160 мм до L5=170 мм. (фиг. 6).
где Sк - фактическая толщина коллектора 1 (фиг. 6). Уступ на внутренней поверхности трубы 2 в месте сопряжения участка, развальцованного методом гидравлической раздачи (диаметр d1) с участком, развальцованного механическим способом (диаметр d2), составляет не более 0.05 мм на глубине от L4=160 мм до L5=170 мм. (фиг. 6).
Предлагаемая технология заделки концов теплообменных труб методом механической развальцовки и гидравлической раздачи с использованием низкотемпературного отпуска коллектора в местах соединения с теплообменными трубами и концов теплообменных труб применена при закреплении труб (змеевиков) в коллекторах первого контура парогенератора ПГВ-1000М.
Перед заделкой очистили внутреннюю поверхность труб (21956 отверстий в двух коллекторах) на длине не менее 200 мм от стенки коллектора и внутреннюю поверхность зоны перфорации коллекторов теплоносителя первого контура. Концы труб (змеевиков) ввели в отверстия коллектора и провели предварительную механическую развальцовку концов труб для минимизации кольцевых зазоров между концами труб и стенками отверстий коллектора. Механическую развальцовку провели трехроликовой вальцовкой. Для этого привод установки настроили на крутящий момент 0,5…2,2 Нм установили вальцовку в патрон привода установки, закрепили. Последовательно вставляли вальцовку в отверстие каждой трубы и выполнили развальцовку на глубину 6±1 мм.
Далее провели первый этап гидравлической раздачи концов труб. Настроили установку для гидравлической раздачи и инструмент. В качестве инструмента использовали зонд высокого давления в виде длинного стержня с набором деталей из колец, втулки и наконечника. Глубину гидравлической раздачи задали 165±2 мм. В трубы поочередно ввели зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подали рабочую среду с давлением 196+9,8 МПа, выдержали в течение 1…3 сек. После выдержки давление рабочей среды сбросили, зонд удалили. После гидравлической раздачи проверили длину гидравлической раздачи и величину раздачи (должна быть не менее 0,15 мм). Величина гидравлической раздачи составила 0,15 мм, длина гидравлической раздачи составили 165 мм. Величину раздачи определили как среднеарифметическое значение двух замеров во взаимно перпендикулярных сечениях вдоль и поперек оси коллектора и под углом 45° относительно оси коллектора. При раздаче менее 0,15 мм соединение было подвергнуто повторной гидравлической раздаче. Для определения глубины раздачи 165±2 нутромер вводили в зону Sк+10 (Sк=171 мм - толщина стенки коллектора), затем постепенно подводили его к зоне раздачи, при этом исходный диаметр трубы d1 увеличился до диаметра трубы после гидравлической раздачи d2. Увеличение диаметра трубы в интервале до 165±2 мм свидетельствует о состоявшейся гидравлической раздаче на заданную глубину. После первого этапа гидравлической раздачи провели механическую развальцовку в зоне, примыкающей к внутренней поверхности коллектора трехроликовой вальцовкой для устранения «кармана» между зоной механического вальцевания переднего конца труб и началом зоны гидравлической раздачи. Настроили на приводе вальцовочной машины крутящий момент 1,96+0,196 Нм в соответствии с руководством по эксплуатации устройства, настроили вальцовку на заданную глубину провели вальцевание трубки, выдерживая заданный размер.
Далее провели второй этап гидравлической раздачи концов труб. В трубу ввели зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подали рабочую среду с давлением 343+9,8 МПа, выдержали в течение 3-5 сек После выдержки давление рабочей среды сбросили, зонд удалили. Проверили длину гидравлической раздачи и величину раздачи. Величина гидравлической раздачи составила 0,15 мм, глубина гидравлической раздачи составила 166 мм. После второго этапа гидравлической раздачи провели механическую развальцовку трехроликовой вальцовкой на выходе для устранения «кармана» в зоне, примыкающей к внутренней поверхности коллектора. Настроили на приводе вальцовочной машины крутящий момент Мкр=2,45+0,196 Нм в соответствии с руководством по эксплуатации устройства, настроили вальцовку на глубину  провели развальцовку трубки, выдерживая заданный размер.
провели развальцовку трубки, выдерживая заданный размер.
На выходе из коллектора провели механическую развальцовку труб с учетом результатов замеров фактической толщины стенки коллекторов в зоне перфорации - Sк. Настроили на приводе вальцовочной машины крутящий момент 2,94-3,92 Нм в соответствии с руководством по эксплуатации устройства, настроили вальцовку на заданную глубину, выполнили развальцовку трубы на выходе из коллектора. При этом общая глубина развальцовки составила  где фактическая толщина коллектора Sк Уступ на внутренней поверхности трубы в месте сопряжения участка, развальцованного методом гидравлической раздачи с участком, развальцованным механическим способом, составил не более 0.05 мм на глубине от 160 мм до 170 мм. Далее выполнили местный низкотемпературный отпуск коллектора в зоне закрепления теплообменных труб и концов теплообменных труб при температуре 400-450°С с выдержкой при указанной температуре не менее 20 часов. Далее провели дополнительно механическую развальцовку концов труб на выходе из коллектора при ограничении крутящего момента 2,94-3,92 Нм для устранения зазоров между стенкой отверстия и трубой.
где фактическая толщина коллектора Sк Уступ на внутренней поверхности трубы в месте сопряжения участка, развальцованного методом гидравлической раздачи с участком, развальцованным механическим способом, составил не более 0.05 мм на глубине от 160 мм до 170 мм. Далее выполнили местный низкотемпературный отпуск коллектора в зоне закрепления теплообменных труб и концов теплообменных труб при температуре 400-450°С с выдержкой при указанной температуре не менее 20 часов. Далее провели дополнительно механическую развальцовку концов труб на выходе из коллектора при ограничении крутящего момента 2,94-3,92 Нм для устранения зазоров между стенкой отверстия и трубой.
В процессе всего способа запрессовки проводился постоянно контроль качества заделки труб в коллекторе, включающий контроль на стадиях механической развальцовки под сварку, для удаления «карманов» после двух этапов гидравлической раздачи концов труб, непосредственно на этапах гидравлической раздачи, а также режимов запрессовки труб: крутящий момент на вале привода, глубину развальцовки, рабочее давление при гидравлической раздаче, время и длину раздачи, глубину механической развальцовки, размеры зонда, контроль геометрических размеров трубок после каждой гидравлической раздачи и развальцовки, контроль режимов низкотемпературного отпуска, а также отсутствие зазоров в соединении: коллектор-теплообменная труба сверх допустимых значений, согласно конструкторской документации.
Таким образом, использование предлагаемого способа запрессовки труб обеспечивает практически полное устранение кольцевого зазора (зазор не более 30 мкм) между трубой и стенками отверстий в коллекторе без остаточной деформации последней, снимает остаточные напряжения в местах коллекторе и теплообменных трубах, что повышает надежность и долговечность теплообменного оборудования ответственного назначения. Проведенные исследования и проверка находящегося в эксплуатации оборудования, в котором использован предлагаемый способ запрессовки труб, это полностью подтвердили.
Способ соединения труб с коллектором теплообменного аппарата, включающий установку концов труб в отверстия коллектора, при котором торец каждой трубы устанавливают с заглублением относительно внутренней поверхности коллектора на 0-0,5 мм, последующее закрепление концов труб путем предварительной механической развальцовки до минимизации и неполного устранения кольцевых зазоров между концами труб и стенками отверстий коллектора механическим вальцеванием трехроликовой вальцовкой в интервале 6±1 мм, исчисляемого от внутренней поверхности коллектора, с ограничением крутящего момента на вале привода величиной 0,5-2,2 Н⋅м, кольцевую приварку концов каждой трубы в отверстии коллектора, гидравлическую раздачу ее конца в отверстии коллектора за два этапа на глубину 165±2 мм, при этом на первом этапе в трубу вводят зонд с уплотнительными элементами, по каналу зонда в кольцевой зазор между уплотнительными элементами и трубой подают рабочую среду под давлением 196 МПа и выдерживают в течение 1-3 с, сбрасывают давление рабочей среды, извлекают зонд и производят механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора, крутящим моментом 1,96 Н⋅м, проводят второй этап гидравлической раздачи, при котором в трубу вводят зонд с уплотнительными элементами с последующей подачей рабочей среды под давлением 343 МПа в кольцевой зазор между уплотнительными элементами и трубой, выдерживают в течение 3-5 с, осуществляют механическое вальцевание для устранения кармана в зоне, примыкающей к внутренней поверхности коллектора с ограничением крутящего момента 2,45 Н⋅м, и кармана в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Н⋅м, механическое вальцевание для устранения кармана после первого и второго этапов гидравлической раздачи в зоне, примыкающей к внутренней поверхности коллектора, выполняют на глубину при обеспечении общей глубины развальцовки кармана в зоне, примыкающей к наружной поверхности коллектора, составляющей где Sк - фактическая толщина коллектора, и образовании на внутренней поверхности трубы в месте сопряжения развальцованного методом гидравлической раздачи участка уступа, с развальцованным механическим способом участка не более 0,05 мм, отличающийся тем, что после закрепления теплообменных труб проводят местный низкотемпературный отпуск коллектора в зоне закрепления теплообменных труб и концов теплообменных труб для снятия в них остаточных напряжений при температуре 400-450°C с выдержкой при указанной температуре не менее 20 ч, затем проводят дополнительную механическую развальцовку концов труб на выходе из коллектора в зоне, примыкающей к наружной поверхности коллектора при ограничении крутящего момента 2,94-3,92 Н⋅м для устранения зазора между стенкой отверстия и трубой, образовавшегося в процессе проведения низкотемпературного отпуска.
Шлюз транспортный локализующей системы безопасности атомной электростанции
Охлаждаемая лопатка газотурбинного двигателя
Способ осушки внутренних поверхностей кожухотрубчатого теплообменного аппарата и устройство для его осуществления
Устройство герметизации транспортных проемов транспортного шлюза локализующей системы безопасности атомной электростанции (варианты) и способ герметизации транспортных проемов транспортного шлюза локализующей системы безопасности атомной электростанции
Регулирующий клапан с равнопроцентной пропускной характеристикой
Пневмопривод для клапанов осесимметричных
Траверса модульная
Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов
Способ профилирования равнопроцентной пропускной характеристики регулирующего клапана и устройство для его осуществления
Малогабаритный сварочный трактор для автоматической сварки под флюсом
Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов

