Результат интеллектуальной деятельности: Малогабаритный сварочный трактор для автоматической сварки под флюсом
Вид РИД
Изобретение
Изобретение относится к сварочному производству, в частности к сварочному трактору для автоматической дуговой сварки кольцевых швов под слоем флюса соединений встык, и может найти применение для сварки металлоконструкций в химическом, энергетическом и других областях машиностроения, преимущественно, в труднодоступных местах, например, для приварки днищ к корпусу парогенератора ПГВ-1000.
В настоящее время для приварки 110-х швов парогенераторов используется комбинированная сварка, сочетающая в себе ручную дуговую сварку внутри парогенератора, и автоматическую сварку снаружи в разделку. Сварка внутри парогенератора затрудняется конструктивными особенностями парогенератора. При четырех метровом диаметре парогенератора половина внутренней полости занимают выходящие в площадь днища опоры теплообменных труб, что затрудняет сварку из-за плохой видимости сварочных кромок, ухудшается положение сварщика ввиду малого пространства при его нахождении внутри парогенератора. К тому же способ ручной дуговой сварки является малоэффективным, особенно при разделке со скосом кромок изнутри в 13° и глубиной 13 мм. Плохая видимость одной из кромок и в совокупности с малым пространством затрудняют условия для сварки. Сварщик, буквально лежа в узких местах, выполняет сварку в закрытом объеме. Эти причины приводят к возникновениям брака в сварном шве. Выборка дефектных участков при их большом количестве является трудоемкой задачей, так как глубина залегания дефектов не указывается при расшифровке и рабочий должен полностью выбрать забракованный участок. На эту операцию тратится время, и качество выборки дефектного участка во многом зависит от квалификации слесаря.
Известен сварочный трактор, состоящий из ходовой тележки и установленного на ней оборудования, включающего электродвигатель, кассету для электродной проволоки, бункер для флюса, правильный механизм, подающий и прижимной ролики, мундштук. (Патент RU №56844 U1, МПК B23K 9/18, приоритет от 27.04.2006, опубл. 27.09.2006 г.)
Недостатком известного трактора является невозможность сварки швов в закрытых объемах из-за больших габаритов трактора, невозможность плавной регулировки режимов сварки из-за отсутствия электронного управления режимами сварки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является сварочный трактор, содержащий ходовую тележку, кассету для электродной проволоки, флюсобункер, установленную на ходовой тележке сварочную головку, включающую механизм подачи электродной проволоки, правильно-направляющий механизм и мундштук (Патент RU №2224629 С1, МПК B23K 9/18, B23K 37/02, приоритет от 17.06.2002, опубл. 27.02.2004 г.).
Недостатком известного трактора является невозможность сварки швов в закрытых объемах из-за больших габаритов трактора, невозможность плавной регулировки режимов сварки из-за отсутствия электронного управления режимами сварки, что приводит к возникновению брака, в результате чего качество сварного соединения ухудшается.
Техническим результатом, на решение которой направлено заявляемое изобретение, является улучшение качества сварки кольцевых труднодоступных забойных швов сварных изделий.
Для достижения указанного технического результата в сварочном тракторе для автоматической сварки под флюсом, содержащем ходовую тележку, кассету для электродной проволоки, флюсобункер и сварочную головку, включающую механизм подачи электродной проволоки, правильно-направляющий механизм и мундштук, согласно изобретению, он снабжен магнитным прижимом, расположенным в нижней части тележки, с возможностью соединения тележки с направляющим рельсом с магнитными фиксаторами, обеспечивающим перемещение сварочного трактора вдоль оси сварного шва, корректирующими салазками, установленными в передней части тележки, и трубчатым изолятором для сварочной проволоки, закрепленным между упомянутой кассетой и сварочной головкой, при этом правильно-направляющий механизм сварочной головки выполнен с возможностью поворота электродной проволоки на угол 90°, причем кассета для электродной проволоки закреплена сзади на торцевой поверхности тележки под углом 45° и выполнена закрытой и саморазматывающейся, а сварочная головка с закрепленным на ней флюсобункером закреплена горизонтально поперек движения трактора с расположением ее мундштука над сварным швом параллельно оси движения трактора.
Снабжение сварочного трактора магнитным прижимом в нижней части тележки и соединение тележки с направляющим рельсом с магнитными фиксаторами, обеспечивает жесткую фиксацию тележки и точное перемещение трактора строго вдоль оси сварного шва, что исключает уход трактора с траектории движения, помогает добиться легкой установки и фиксации трактора в полости изделия, обеспечивает высокую производительность и практически исключает возможность возникновения брака.
Снабжение трактора корректирующими салазками и размещение их в передней части тележки, закрепление сварочной головки с закрепленным на ней флюсобункером горизонтально поперек движения трактора с расположением ее мундштука над сварным швом параллельно оси движения трактора, а также выполнение правильно-направляющего механизма сварочной головки с возможностью поворота электродной проволоки на угол 90°, позволяет при малых размерах трактора перевести электродную проволоку из горизонтального положения в подающем механизме в вертикальное положение над сварным швом и добиться выполнения качественного сварного соединения, преимущественно, кольцевых и труднодоступных забойных швов и обеспечить качественное сварное соединение.
Закрепление кассеты для электродной проволоки сзади на торцевой поверхности тележки под углом 45° и выполнение ее закрытой и саморазматывающейся, позволяет эффективно разместить электродную проволоку не в ущерб габаритам трактора, что не создает проблем процессу перемещения электродной проволоки в головку и в последствии в сварной шов.
Расположение электродной проволоки в процессе движения между кассетой и сварочной головкой в трубчатый изолятор, позволяет избежать замыкания электродной проволоки на изделие.
Предлагаемый сварочный трактор обеспечивает высокую производительность сварки и практически исключает возможность возникновения брака. Конструкция сварочного трактора позволяет обеспечить установку и фиксацию его внутри парогенератора, механизацию процесса прохождения самых узких мест для непрерывного ведения сварки под флюсом, что значительно повышает производительность сварки, обеспечивает высокое качество сварного шва, улучшаются экономические показатели по чистому времени сварки.
Сварочный трактор для автоматической сварки под флюсом поясняется чертежами где:
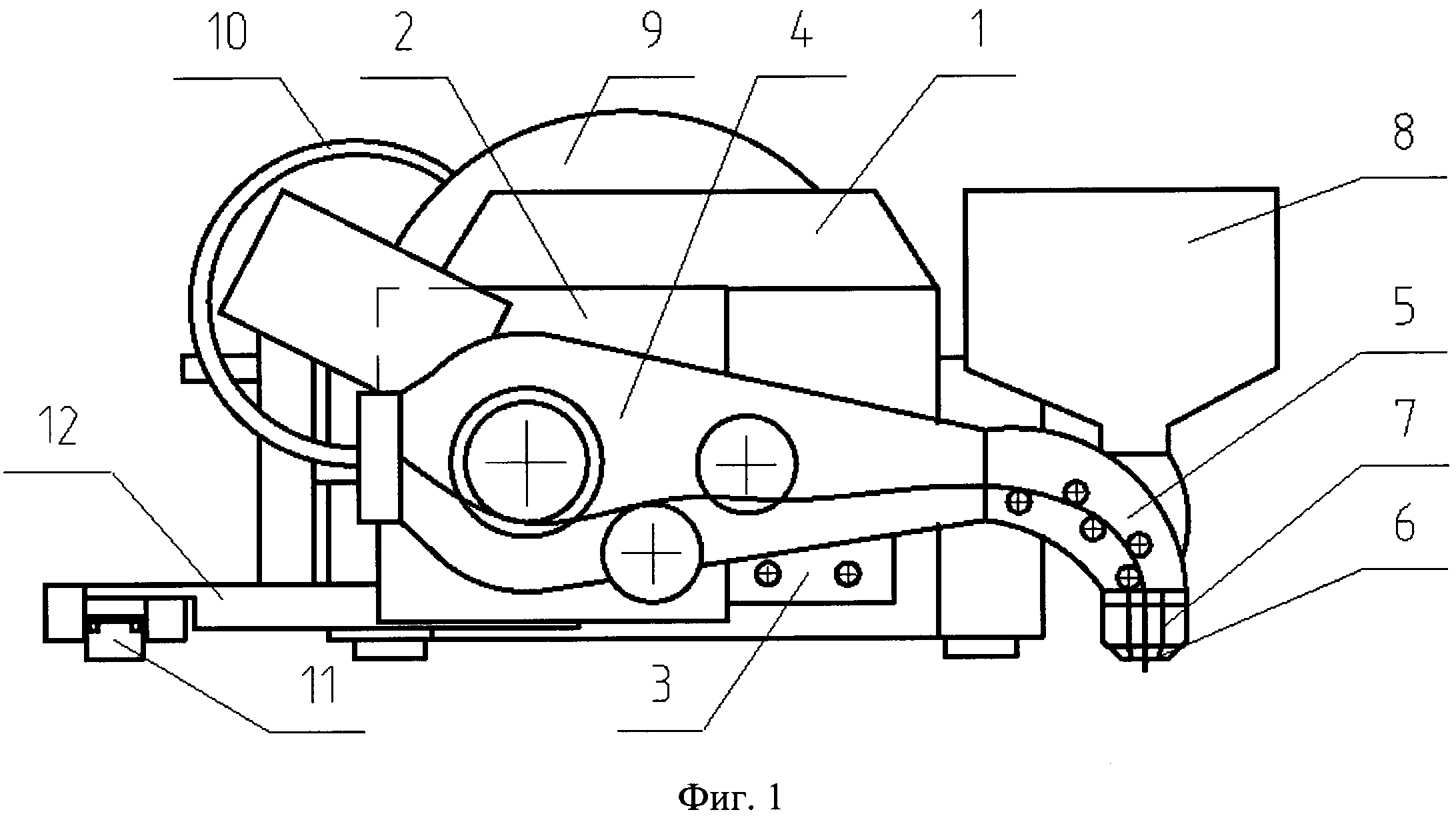
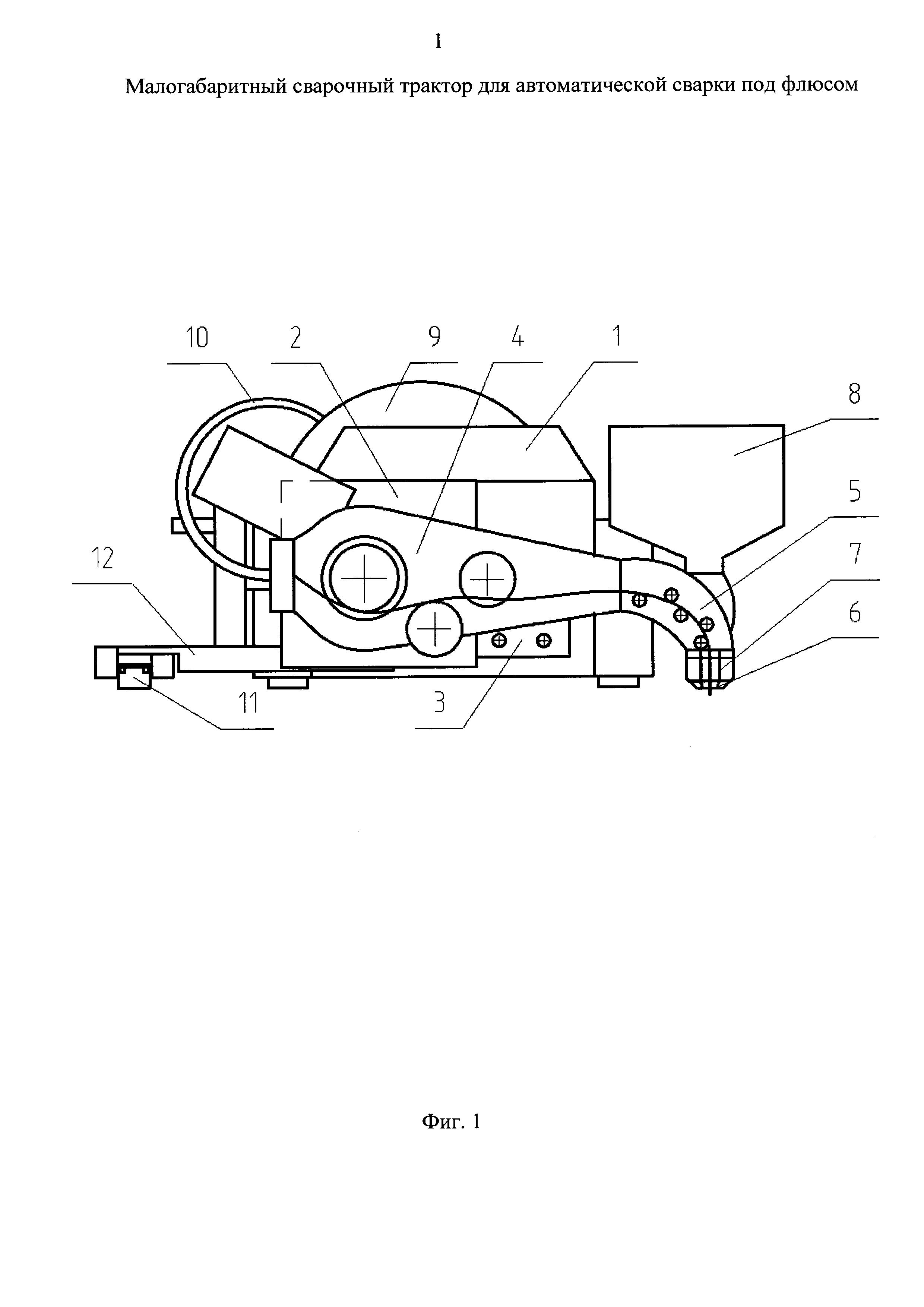
на фиг. 1 - представлен сварочный трактор в сборе, вид спереди;
на фиг 2 - показано расположение сварочной саморазматывающейся кассеты, сварочной головки и трубчатого изолятора, вид сбоку;
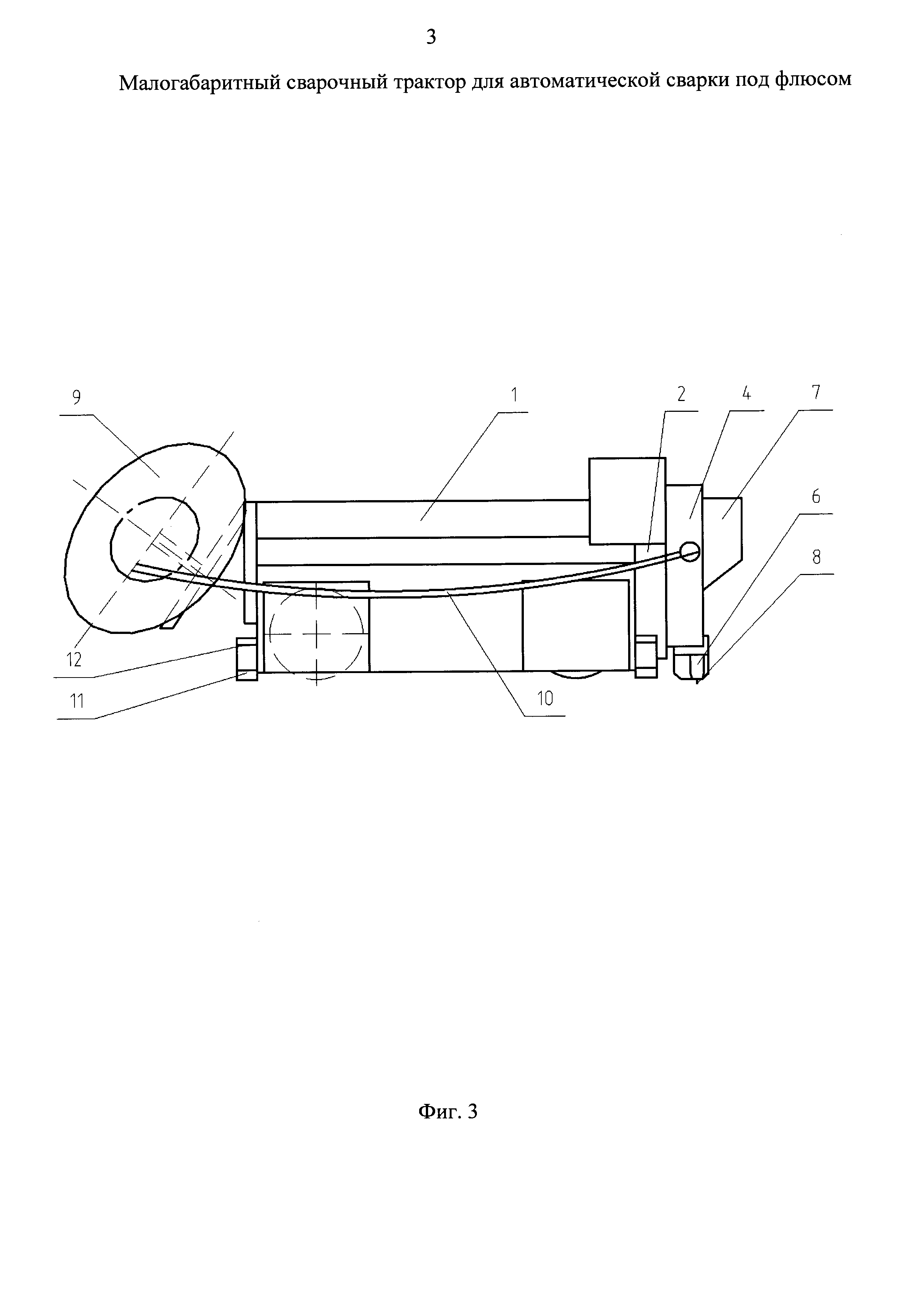
на фиг 3 - показано расположение сварочной кассеты и направляющего рельса с магнитными фиксаторами, вид сзади.
Сварочный трактор для автоматической сварки под флюсом состоит из следующих элементов:
1 - ходовая тележка
2 - корректирующие салазки
3 - кронштейн
4 - механизм подачи электродной проволоки
5 - правильно-направляющий механизм
6 - электродная проволока
7 - укороченный мундштук
8 - флюсобункер
9 - закрытая саморазматывающаяся кассета для проволоки
10 - трубчатый изолятор
11 - направляющий рельс с магнитными фиксаторами
12 - роликовые фиксаторы
Малогабаритный сварочный трактор для автоматической сварки под флюсом содержит ходовую тележку 1, являющуюся механизмом движения сварочного трактора, на которой компактно смонтировано сварочное оборудование. В состав сварочного оборудования входят корректирующие салазки 2, установленные на кронштейне 3 в передней части тележки 1. На корректирующих салазках 2 закреплены механизм подачи 4 электродной проволоки 6, правильно-направляющий механизм 5 сварочной головки, укороченный мундштук 7. Флюсобункер 8 закреплен на сварочной головке, служит для подачи сварочного флюса в зону сварки. Сварочная головка, в состав которой входит механизм подачи 4 электродной проволоки 6, правильно-направляющий механизм 5 и мундштук 7 выведены за габариты тележки 1, при этом сварочная головка закреплена горизонтально поперек движения трактора с расположением ее мундштука 7 над сварным швом параллельно оси движения трактора. Правильно-направляющий механизм 5 сварочной головки выполнен с возможностью поворота электродной проволоки 6 на угол 90°. Сзади на торцевой поверхности тележки 1 закреплена кассета 9 для электродной проволоки 4 и выполнена закрытой и саморазматывающейся. Кассета 9 соединена с механизмом подачи 4 трубчатым изолятором 10, через который проходит электродная проволока 6. Трубчатый изолятор 10 для электродной проволоки 6 закреплен между кассетой 9 и сварочной головкой и служит для исключения замыкания проволоки 6 на изделие. Кассета 9 закреплена сзади на торцевой поверхности тележки 1 под углом 45°. Для передвижения трактора строго вдоль сварного шва и предостережения ухода его с траектории движения во время сварки и выполнения качественного сварного соединения трактор снабжен магнитным прижимом, расположенным в нижней части тележки (не показан) с возможностью соединения тележки с направляющим рельсом 11 с магнитными фиксаторами, обеспечивающим перемещение сварочного трактора вдоль оси сварного шва. Направляющий рельс с магнитными фиксаторами 11 соединяется с трактором через роликовые фиксаторы 12 для направления мундштука 7 по сварному шву. Конструкция трактора является съемно-разъемной и наличие магнитного прижима, а также магнитных фиксаторов обеспечивает быструю сборку, установку и фиксацию трактора в полости изделия, например, парогенератора ПГВ-1000 (не показано). Сварочный трактор перемещается внутри свариваемого изделия по направляющему рельсу 11 вдоль оси сварного шва. Трактор имеет небольшие габариты, размеры его составляют: Д×Ш×В - 450×400×250 мм, что позволяет выполнять сварку в самых узких объемах (в обечайках малого диаметра).
Сварочный трактор работает следующим образом.
Перед началом работ сварочный трактор комплектуется сварочными материалами согласно тех. процесса и КД. Разборные узлы трактора помещают в изделие, например - парогенератор ПГВ-1000. Внутри изделия производят сборку-наладку сварочного трактора оператором и подключение кабель-каналов с источником питания. Для этого на тележке 1 с установленными на ней закрытой саморазматывающейся кассетой 9, трубчатым изолятором 10, кронштейном 3 с салазками 2, закрепляют флюсобункер 8 на сварочной головке, и сварочную головку, в состав которой входит механизм подачи 4 электродной проволоки 6, правильно-направляющий механизм 5, мундштук 7. Далее на тележке 1 закрепляют роликовые фиксаторы 12, выставляют направляющий рельс 11 с магнитными фиксаторами строго вдоль оси сварного шва на необходимом удалении от него, включающем габаритную ширину трактора и удлинение роликовых фиксаторов 12. Собранный сварочный трактор закрепляют на направляющем рельсе 11 с магнитными фиксаторами с помощью роликовых фиксаторов 12, активируют магнитный прижим и с помощью корректирующих салазок 2 выставляют сварочный мундштук 7 над разделкой сварного шва, согласно раскладке валиков.
В сеть включают сварочный источник питания (не показано), далее включают сварочный трактор. Оператор снаружи изделия выставляет сварочные режимы и подготавливает системы шлако- и флюсо-отсос. Производится пробная обкатка трактора вдоль сварочного шва. Для этого роликоопоры, на которых установлено изделие (не показаны), и сварочный трактор с помощью блока управления (не показано), включают со сварочной скоростью и происходит перемещение трактора по изделию. Для того, чтобы трактор двигался синхронно с роликоопорами и находился в нижнем положении применяется датчик синхронизации (не показано). При удовлетворительной установке и обкатке трактора выставляют вылет проволоки 6, зазор и горизонт и далее включают трактор оператором внутри изделия и производят заварку сварного шва согласно техпроцессу. После окончания сварки выключают электрическое оборудование и производят разборку трактора и удаление его из конструкции изделия (ПГВ). Выполненный сварной шов далее подвергают неразрушающему контролю (РГД) для получения результатов сварки.
Таким образом, предлагаемый сварочный трактор для автоматической сварки под флюсом позволяет использовать его для сварки кольцевых и продольных швов в узких мест сварных изделий (преимущественно для сварки парогенератора ПГВ-1000), обеспечивает высокую производительность сварки и качество сварного соединения, снижает возможность возникновения брака, обеспечивает непрерывность сварки, позволяет производить легкий монтаж в замкнутых условиях.
Сварочный трактор для автоматической сварки под флюсом, содержащий ходовую тележку, кассету для электродной проволоки, флюсобункер и сварочную головку, включающую механизм подачи электродной проволоки, правильно-направляющий механизм и мундштук, отличающийся тем, что он снабжен магнитным прижимом, расположенным в нижней части тележки, с возможностью соединения тележки с направляющим рельсом с магнитными фиксаторами, обеспечивающим перемещение сварочного трактора вдоль оси сварного шва, корректирующими салазками, установленными в передней части тележки, и трубчатым изолятором для электродной проволоки, закрепленным между упомянутой кассетой и сварочной головкой, при этом правильно-направляющий механизм сварочной головки выполнен с возможностью поворота электродной проволоки на угол 90°, кассета для электродной проволоки закреплена сзади на торцевой поверхности тележки под углом 45° и выполнена закрытой и саморазматывающейся, а сварочная головка с закрепленным на ней флюсобункером закреплена горизонтально поперек движения трактора с расположением ее мундштука над сварным швом параллельно оси движения трактора.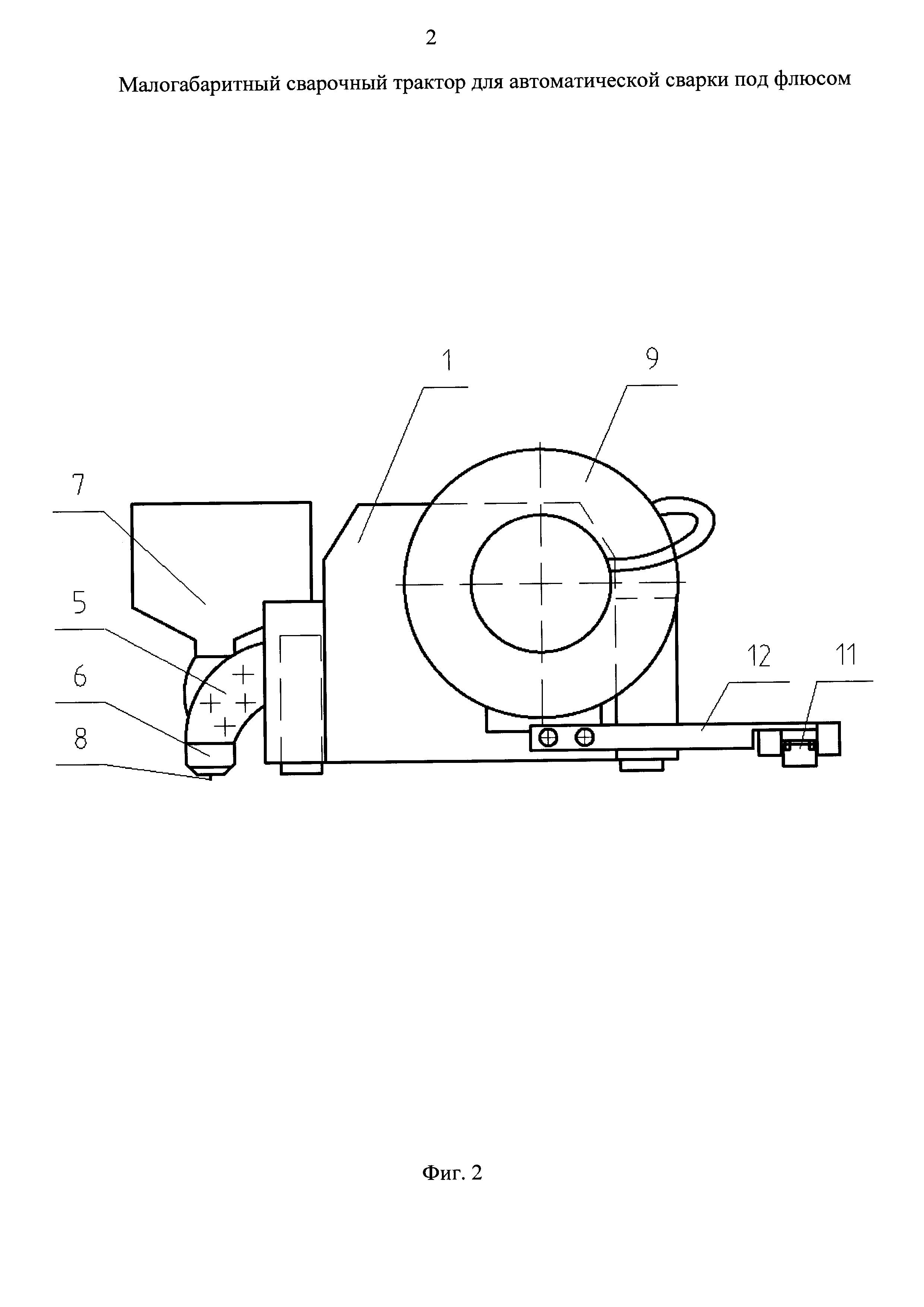
Шлюз транспортный локализующей системы безопасности атомной электростанции
Охлаждаемая лопатка газотурбинного двигателя
Способ осушки внутренних поверхностей кожухотрубчатого теплообменного аппарата и устройство для его осуществления
Устройство герметизации транспортных проемов транспортного шлюза локализующей системы безопасности атомной электростанции (варианты) и способ герметизации транспортных проемов транспортного шлюза локализующей системы безопасности атомной электростанции
Регулирующий клапан с равнопроцентной пропускной характеристикой
Пневмопривод для клапанов осесимметричных
Траверса модульная
Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов
Способ профилирования равнопроцентной пропускной характеристики регулирующего клапана и устройство для его осуществления
Подъемное устройство

