Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии и может быть использовано для изготовления пористых полых заготовок для прокатки труб.
Известен способ прессования труб из гранул магниевых сплавов. Магниевые гранулы засыпают в контейнер и проводят холодное прессование гранул полунепрерывным способом при интенсивной сдвиговой деформации с коэффициентом обжатия 1,25-1,7. Полученный пруток подвергают последующему прессованию с одновременной прошивкой. Получают трубы с минимальной газонасыщенностью и высокими механическими свойствами. (Патент РФ №2486991, 2012 г. Способ прессования труб из магниевых гранул). Недостатками известного способа являются: трудоемкость получения пористых полых изделий, используемых в качестве трубных заготовок, многоступенчатость процесса изготовления. Для изготовления трубных заготовок данным способом используется дополнительная операция - прошивка пористого изделия. Прошивка - сравнительно трудоемкая операция, которую отличает ограниченный ресурс работы пресс-инструмента, поэтому наличие этой операции в способе изготовления трубных заготовок существенно снижает производительность и повышает трудоемкость процесса.
Также известен способ электроимпульсного спекания порошков (ЭИС) за один разряд батареи конденсаторов с плотностью тока ≥103А/мм2, длительностью ≤10-4 с и прикладываемым давлением от винтового пресса с усилием F=2т (А.Г. Анисимов, В.И. Мали. Исследование возможности электроимпульсного спекания порошковых наноструктурных композитов. Физика горения и взрыва, 2010, №2, с. 135-139). Указанный способ включает засыпку порошка в матрицу, уплотнение порошка и формирование отверстия путем образования плазменного канала с газокинетическим давлением на порошок при высоковольтном разряде через засыпку порошка.
В результате электрического пробоя уплотненной засыпки порошка формируется готовая трубная заготовка с достаточной для прокатки прочностью.
Недостатком указанного способа, который препятствует получению высокой прочности и пластичности материала трубных заготовок, является то, что воздействие высоковольтного разряда на порошковую засыпку проводится на воздухе без использования защитной атмосферы или вакуума, что не обеспечивает достаточной очистки поверхности частиц порошка от оксидных слоев и других поверхностных загрязнений. В результате, на границах зерен материала трубной заготовки присутствуют соединения кислорода и других элементов, которые при последующей операции прокатки препятствуют получению изделий с высокими механическими характеристиками (прочностью и пластичностью).
Наиболее близким по совокупности признаков к изобретению является способ изготовления спеченных пористых титановых труб, включающий гидростатическое прессование порошка титана и последующее спекание индукционным нагревом при 1153-1213 K. Для снижения максимального размера пор при сохранении высокой пропускной способности спеченных пористых труб по жидкости и газу, гидростатическому прессованию подвергают порошок титана с насыпной плотностью (0,9-1,1)·10-3 кг/м3 с содержанием не менее 90 мас. % частиц размером менее 45 мкм, прессование осуществляют при давлении 68,6-88,2 МПа, а спекание проводят в течение 17-20 с (Авторское свидетельство SU №1092008 А, B22F 3/12, 15.12.1984).
Недостатком данного способа является низкая прочность и пластичность полученной пористой заготовки для последующей операции прокатки. Наличие оксидных слоев на поверхности пористой спеченной заготовки существенно снижает прочностные характеристики и пластичность получаемых изделий при последующей прокатке.
Техническим результатом, на который направлено изобретение, является повышение механических свойств материалов (прочности и пластичности) трубных заготовок из металлических порошков при воздействии в вакууме на порошковую засыпку высоковольтным разрядом и последующую очистку поверхности сформированной пористой трубной заготовки путем высокоскоростного нагрева низковольтными импульсами тока, что позволяет значительно повысить прочность и пластичность материала трубной заготовки.
Сущность изобретения заключается в том, что в способе получения трубных заготовок из металлических порошков, который включает засыпку металлического порошка в диэлектрическую матрицу, уплотнение порошка и формирование центрального отверстия путем высоковольтного разряда через засыпку порошка при приложенном напряжении, выбираемом из соотношения (1):

где: U - напряжение, прикладываемое к засыпке порошка,
ρ0 - удельное сопротивление засыпки порошка,
ρ* - удельное сопротивление вещества порошкового материала,
µ0=4 π 10-7 Гн/м,
µ - относительная магнитная проницаемость вещества порошка,
r0 - радиус засыпки порошка,
l - высота засыпки порошка,
κ - теплопроводность вещества порошка,
Т* - температура плавления вещества порошка,
 - изменение удельного сопротивления засыпки порошка от давления.
- изменение удельного сопротивления засыпки порошка от давления.
Данное соотношение (1) получено на основе анализа процесса пробоя порошкового материала высоковольтным электрическим разрядом с образованием продольного канала по оси цилиндрического образца в результате пробоя.
Согласно изобретению, изготовление трубной заготовки из металлических порошков включает засыпку порошка в матрицу из изолирующего материала, уплотнение засыпки порошка пуансонами и формирование центрального отверстия в уплотненной засыпке путем высоковольтного разряда. Высоковольтный разряд через уплотненную засыпку порошка осуществляется под вакуумом с остаточным давлением 6 - 10 Па, после чего дополнительно проводят очистку поверхности полученной пористой трубной заготовки путем воздействия на нее серией низковольтных импульсов постоянного тока в диапазоне напряжений 5-15 В с общей продолжительностью не более 120 сек, с длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2.
Раскрывая связь между существенными признаками способа, который заявляется, и техническим результатом, необходимо отметить следующее. Признаки «высоковольтный разряд через засыпку порошка осуществляется под вакуумом с остаточным давлением 6-10 Па, после чего дополнительно проводят очистку поверхности полученной пористой трубной заготовки путем воздействия на нее серией низковольтных импульсов постоянного тока в диапазоне напряжений 5-15 В с общей продолжительностью не более 120 сек, с длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2» позволяют произвести очистку поверхности частиц пористой трубной заготовки путем дегазации пористой поверхности заготовки с сохранением исходной микроструктуры и высокими прочностными характеристиками и пластичностью за счет кратковременности процесса нагрева. Выбор длительности операции дегазации поверхности частиц порошковой заготовки основан на результатах экспериментальных исследований процесса дегазации порошковых материалов при нагреве серией низковольтных (5-15 В) импульсов постоянного тока, оптимальные параметры которых (амплитуда и длительность отдельного импульса) зависят от характеристик частиц порошка и для исследованных порошков ряда металлов и сплавов (ПЖ2М3, никеля, меди, алюминия, титана, циркония, сплава Э110, тантала, молибдена, вольфрама, ВК6, ВК8, ВК10), ограничены значениями: длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2. Увеличение продолжительности воздействия импульсами тока свыше 120 с и амплитуды отдельных импульсов свыше 10 кА/см2 приводит к нежелательному росту зерен в материале полученной заготовки. Амплитуды импульсов тока менее 1 кА/см2 не обеспечивают очистки поверхности пористой трубной заготовки.
Предлагаемый способ был реализован на экспериментальной установке, принципиальная схема которой изображена на фигуре 1, где: засыпка порошка - 1, керамическая матрица - 2, электроды-пуансоны - 3, вакуумная камера - 4, коммутатор генератора высоковольтного разряда - 5, коммутатор генератора низковольтных импульсов тока - 6, генератор высоковольтного разряда - 7, генератор низковольтных импульсов тока - 8. Пример конкретного осуществления способа.
Электропроводящий порошок железа марки ПЖ2М3 1 засыпали в керамическую непроводящую матрицу 2. С торцов матрицы вставляли электроды-пуансоны из молибдена 3, которые уплотняют засыпку порошка 1. Подготовленную технологическую сборку (матрица, заполненная порошком с вставленными пуансонами) помещали в вакуумную камеру 4 технологического блока электроимпульсной установки. Электроды-пуансоны 3 электрически соединены посредством коммутатора 5 с генератором высоковольтного разряда 7 и посредством коммутатора 6 с генератором низковольтных импульсов тока 8. Камеру 4 с технологической сборкой откачивали до остаточного давления 4 Па. При включении коммутатора 5, через электроды-пуансоны 3 на засыпку порошка 1, находящуюся в пресс-форме 2, воздействует импульс высоковольтного разряда от генератора 7.
При этом происходит высоковольтный электрический пробой в центральной части порошковой засыпки и формируется цилиндрический канал вдоль оси засыпки порошка. Импульс давления, создаваемый в канале высоковольтного разряда, действует симметрично в радиальном направлении вдоль всей засыпки, формируя пористую трубную заготовку высотой 30 мм при высоковольтном электрическом пробое напряжением U=3,8 кВ. Затем отключали коммутатор 5 и включали коммутатор низковольтных импульсов тока 6. При включении коммутатора 6 через трубную заготовку проходит серия низковольтных импульсов постоянного тока с общей продолжительностью не более 120 сек, с длительностью отдельного импульса не более 3·10-3 сек и амплитудой 7 кА/см2 от генератора низковольтных импульсов 8, которая производит дегазацию и очистку поверхности частиц полученной пористой трубной заготовки с сохранением исходной микроструктуры и увеличением прочности и пластичности полученной заготовки за счет кратковременности нагрева в процессе дегазации пористой трубной заготовки. В результате дегазации и очистки поверхности пористой трубной заготовки повышается пластичность материала (относительное удлинение δ возросло в среднем на 25%, уровень прочностных характеристик труб из полученных заготовок вырос на 7%). Расчет по соотношению (1) для цилиндрической засыпки порошка ПЖ2М3 диаметром 15 мм (давление на порошок не более 5 МПа) определяет U>3,1 кВ. Проведенные эксперименты показали, что канал пробоя образуется уже при U=3,2 кВ, но размер его слишком мал для того, чтобы считать заготовку технологичной. При подаче высоковольтного разряда с напряжением U=3,8 кВ реализован пробой засыпки, в результате которого получена готовая трубная заготовка, которая легко извлекается из матрицы благодаря уменьшению внешнего диаметра, связанному с проявлением пинч-эффекта при высоковольтном пробое засыпки. Плотность трубной заготовки 5,1 г/см3, что составляет 65% от теоретической плотности железа. Центральное отверстие в заготовке имеет цилиндрическую форму с диаметром отверстия 3 мм.
Таким образом, описываемый способ позволяет получать трубные заготовки из металлических порошков с необходимой прочностью, пластичностью и с сохранением исходных размеров зерен порошков в материале трубных заготовок.
Способ изготовления трубных заготовок из металлических порошков, включающий засыпку порошка в матрицу и уплотнение засыпки порошка, отличающийся тем, что в уплотненной засыпке порошка формируют центральное отверстие путем высоковольтного разряда под вакуумом с остаточным давлением 6-10 Па при приложенном напряжении, определяемом из соотношения (1): где U - напряжение, прикладываемое к засыпке порошка,ρ - удельное сопротивление засыпки порошка,ρ - удельное сопротивление вещества порошка,µ=4 π 10 Гн/м,µ - относительная магнитная проницаемость вещества порошка,r - радиус засыпки порошка,l - высота засыпки порошка,κ - теплопроводность вещества порошка,Т - температура плавления вещества порошка, - изменение удельного сопротивления засыпки порошка от давления,после чего осуществляют дегазацию и очистку поверхности полученной заготовки путем нагрева серией низковольтных импульсов постоянного тока при напряжении 5-15 В с общей продолжительностью не более 120 с, с длительностью отдельного импульса не более 3·10 с и амплитудой 1-10 кА/см.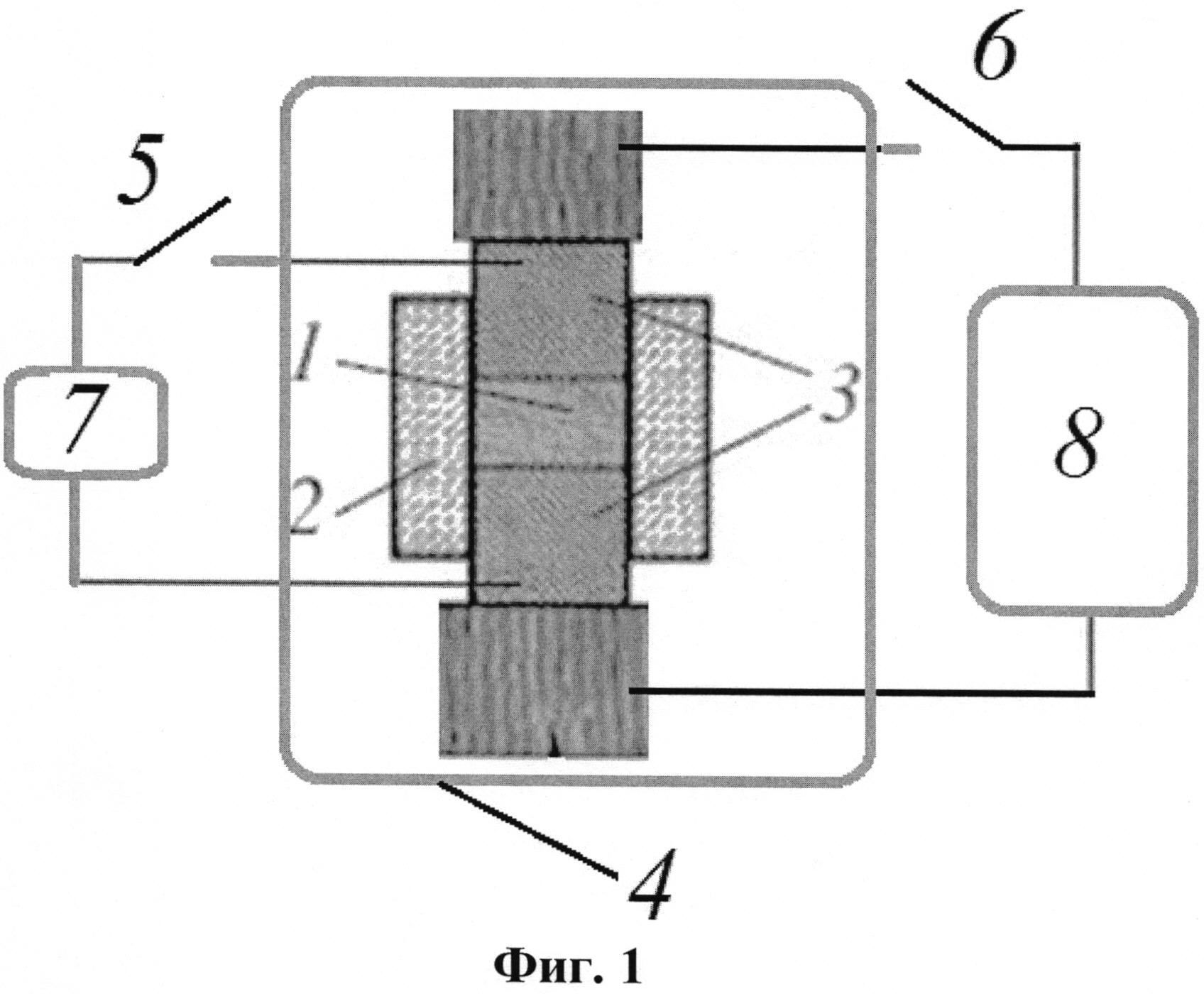


Способ автоматизированного анализа клеток крови посредством описания лейкоцитов на основе оптических особенностей структуры ядер
Счетчик групповой структуры с переменным модулем
Способ создания регенерируемого биосенсора на основе комплекса фотонного кристалла с аффинными молекулами
Способ создания наборов микросфер, оптически кодированных флуоресцентными нанокристаллами и несущих на своей поверхности распознающие биологические молекулы
Способ контактной сварки магнитопроводов
Способ изготовления функционального материала с обратимой памятью формы из квазибинарного сплава интерметаллической системы tini-ticu (варианты)
Способ автоматизированного анализа клеток крови посредством описания лейкоцитов на основе оптических особенностей структуры ядер
Счетчик групповой структуры с переменным модулем
Способ создания регенерируемого биосенсора на основе комплекса фотонного кристалла с аффинными молекулами
Способ создания наборов микросфер, оптически кодированных флуоресцентными нанокристаллами и несущих на своей поверхности распознающие биологические молекулы
Способ контактной сварки магнитопроводов

