Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА-РОТОРА АКСИАЛЬНЫХ ЦЕНТРОБЕЖНЫХ ДВИГАТЕЛЕЙ-НАСОСОВ
Вид РИД
Изобретение
Изобретение относится к области электротехники, а именно к технологии изготовления электрических машин, и может быть использовано для изготовления ротора-рабочего колеса аксиальных центробежных двигателей-насосов.
Известен способ изготовления магнитопроводов аксиальных электрических машин (пат. РФ №2475924), заключающийся в том, что рулонную холоднокатаную электротехническую сталь в движении протяжкой разрезают одновременно на расчетное количество полос расчетной ширины и количества, до сборки осуществляют в полосах вырубку пазов и отжиг, затем наматывают каждую полосу на свое внутреннее ферромагнитное кольцо расчетного диаметра с последующей напрессовкой соответствующего количества наружных ферромагнитных колец соответствующих диаметров на стальной пакет расчетного наружного диаметра, при этом на расчетных расстояниях от начала полосы электротехнической стали между ее витками закрепляют полоски расчетной длины из диамагнитного материала, образующие коаксиальные цилиндрические поверхности и обеспечивающие магнитную изоляцию полученных таким образом модулей аксиальных магнитопроводов друг от друга, при этом длина полос из диамагнитного материала и радиус полученных коаксиальных цилиндрических поверхностей рассчитывают таким образом, чтобы обеспечить одинаковую площадь торцовых частей модулей аксиальных магнитопроводов.
Однако такой способ изготовления не предусматривает изготовление рабочего колеса аксиального центробежного насоса и соединение изготовленного рабочего колеса аксиального центробежного насоса с ротором двигателя как единого рабочего колеса-ротора аксиального центробежного двигателя-насоса.
Наиболее близким из известных к заявляемому изобретению по технической сущности и достигаемому техническому результату и принятый авторами за прототип является способ изготовления ротора аксиального центробежного двигателя-насоса (патент №2284426), заключающийся в том, что магнитопровод ротора выполняют шихтованным из электротехнической стали с короткозамкнутой алюминиевой обмоткой, рабочее колесо изготавливают (отливают) из легкого алюминиевого сплава, затем изготовленный магнитопровод ротора впрессовывают в изготовленное рабочее колесо двигателя-насоса. Технология изготовления ротора-рабочего колеса аксиальных центробежных двигателей-насосов таким способом заключается в раздельном изготовлении ротора аксиального асинхронного двигателя и рабочего колеса центробежного насоса с последующей сборкой путем запрессовки изготовленного ротора в изготовленное рабочее колесо.
Однако такой способ изготовления имеет ряд недостатков, а именно:
- низкая точность изготовления рабочего колеса-ротора двигателя-насоса, вызванная тем, что при запрессовке ротора в рабочее колесо возникают сложности выдерживания соосности ротора и рабочего колеса;
- низкая надежность соединения ротора двигателя и рабочего колеса насоса, вызванная тем, что при неточном выдерживании размеров ротора и рабочего колеса запрессовка может не обеспечить их надежного соединения;
- высокие и нерациональные трудозатраты на изготовление рабочего колеса-ротора, связанные с тем, что аналогичные операции - отливка короткозамкнутой обмотки и отливка рабочего колеса насоса - выполняются раздельно;
- сложная технология изготовления рабочего колеса-ротора, вызванная раздельным выполнением аналогичных операций и необходимостью механической обработки ротора и рабочего колеса перед сборкой. Это в свою очередь увеличивает затраты энергии на изготовление аксиального центробежного двигателя-насоса в целом;
- низкая надежность работы двигателей-насосов, вызванная тем, что в процессе запрессовки велика вероятность деформации ротора и рабочего колеса, а также неточное выдерживание соосности ротора и рабочего колеса может привести к большому дисбалансу собранного узла.
Задачей предлагаемого изобретения является создание высокотехнологичного способа изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов.
Технический результат заявленного изобретения - обеспечение высокой точности изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов, высокой надежности соединения ротора двигателя и рабочего колеса насоса, рационализация и минимизирование трудозатрат на изготовление рабочего колеса-ротора аксиального центробежных двигателей-насосов, упрощение технологии их производства и снижение их стоимости экономия энергии при одновременном повышении надежности работы аксиальных центробежных двигателей-насосов в целом.
Технический результат достигается тем, что в способе изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов, заключающемся в том, что магнитопровод рабочего колеса-ротора выполняют шихтованным из электротехнической стали с короткозамкнутой алюминиевой обмоткой, а рулонную холоднокатаную электротехническую сталь в движении протяжкой разрезают одновременно на расчетное количество полос расчетной ширины и количества, и до сборки осуществляют в полосах вырубку пазов, при этом шихтованный магнитопровод рабочего колеса-ротора аксиального центробежного двигателя-насоса изготавливают путем навивки полосы из электротехнической стали на оправку, а вырубку пазов под короткозамкнутую обмотку в полосе из электротехнической стали выполняют с помощью пуансона и матрицы в процессе навивки полосы на оправку, затем изготовленный таким образом магнитопровод с пазами для короткозамкнутой обмотки укладывают в литейную форму для изготовления рабочего колеса-ротора аксиального центробежного двигателя-насоса, центрируют на литейной форме посредством центрирующего кольца, которое изготавливают из алюминиевого сплава, и заливают форму расплавленным алюминиевым сплавом, заполняющим пазы для короткозамкнутой обмотки и все неровности магнитопровода, обеспечивая прочное соединение ротора двигателя и рабочего колеса насоса, при этом центрирующее кольцо расплавляется и сливается с заливаемым в литейную форму алюминиевым сплавом.
При этом весь технологический процесс, начиная от разрезания рулонной холоднокатаной электротехнической стали, навивка полос из электротехнической стали на оправку, вырубка в процессе навивки пазов под короткозамкнутую обмотку в полосах из электротехнической стали посредством пуансона и матрицы, укладка изготовленных таким образом магнитопроводов с пазами под короткозамкнутую обмотку в литейные формы для изготовления рабочих колес-роторов аксиальных центробежных двигателей-насосов, центрирование магнитопроводов посредством колец, изготавливаемых из алюминиевого сплава, и выход расчетного количества готовых рабочих колес-роторов выполняется поточным методом, при котором несколько рабочих колес-роторов изготавливаются одновременно, за счет чего существенно повышается производительность труда, уменьшается расход электротехнической стали, снижаются литейные отходы алюминиевого сплава, исключаются операции механической обработки ротора и рабочего колеса перед сборкой (практически безотходная технология, если не считать неизбежные потери стали при вырубке пазов).
Так как центрирующее кольцо изготавливается из алюминиевого сплава, оно расплавляется и сливается с заливаемым в литейную форму алюминиевым сплавом, а расплавленный алюминиевый сплав заполняет все неровности магнитопровода, обеспечивая очень прочное соединение ротора двигателя и рабочего колеса насоса. При этом температура расплавленного алюминия совпадает с температурой отжига электротехнической стали магнитопровода, поэтому дальнейшая термообработка для снятия остаточных деформаций, ухудшающих магнитные свойства стали, а также для обеспечения изолирующей оксидной пленки вдоль всей поверхности полос из электротехнической стали не требуется.
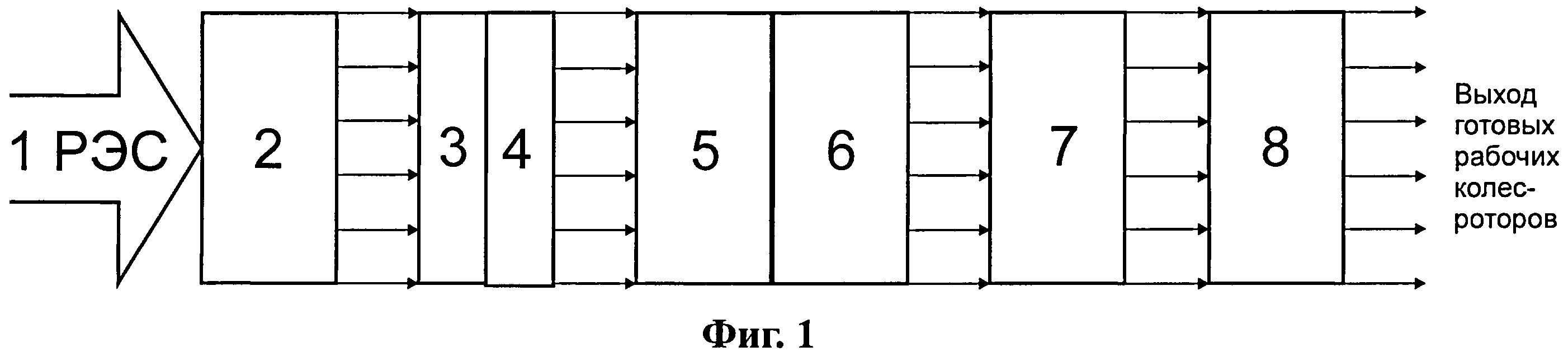
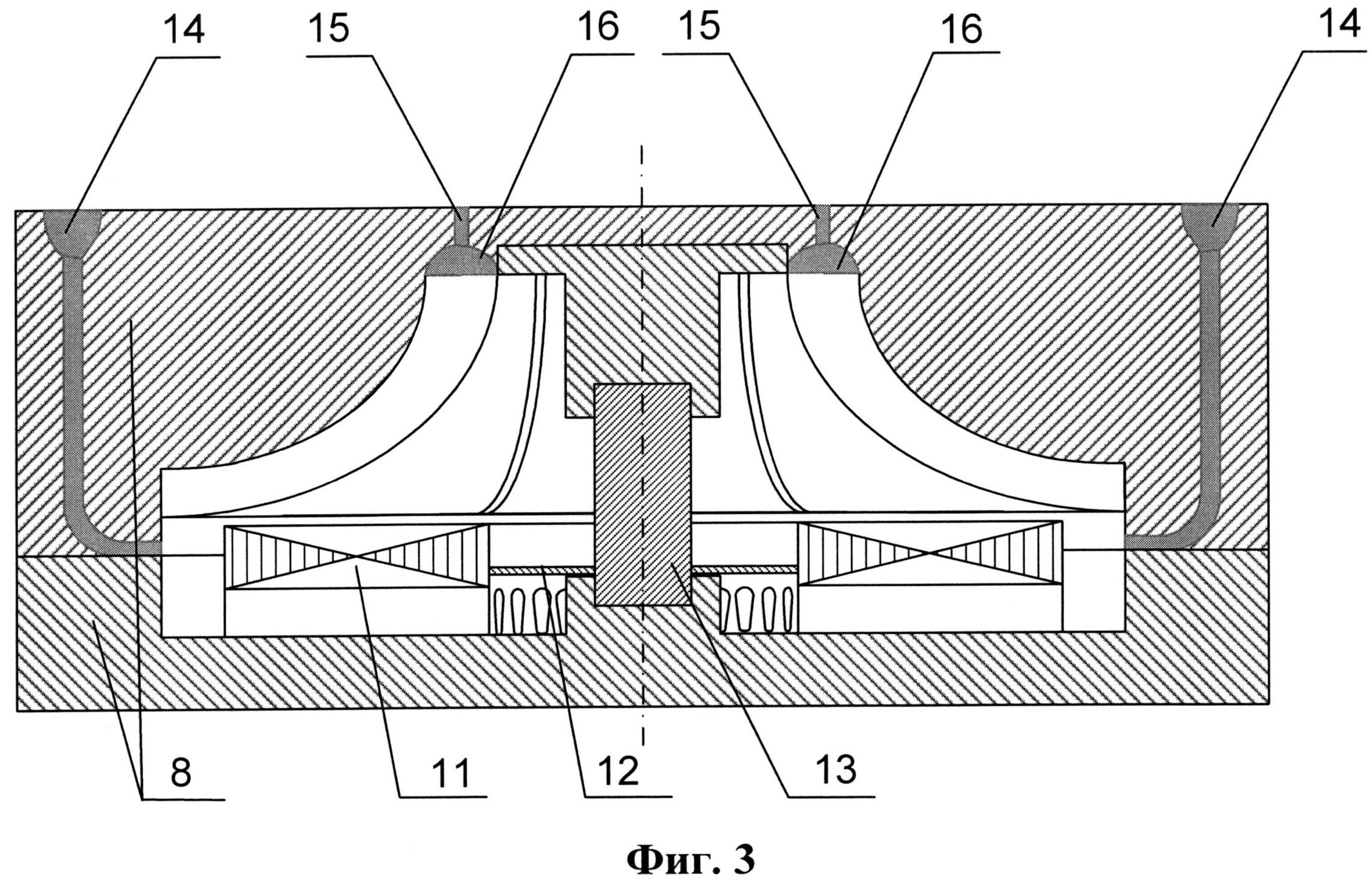
На фиг. 1 представлена структурная схема, поясняющая предлагаемый способ изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов. На фиг. 2 приведен фрагмент технологической операции «Вырубка пазов магнитопровода под короткозамкнутую обмотку с помощью пуансона и матрицы с одновременной навивкой полосы электротехнической стали на оправку». На фиг. 3 приведен фрагмент литейной формы и изготовленного рабочего колеса-ротора в разрезе для пояснения технологической операции «Изготовление рабочего колеса-ротора путем заливки готового магнитопровода расплавленным алюминиевым сплавом».
На фиг. 1 обозначено: 1 РЭС - рулонная (холоднокатаная) электротехническая сталь соответствующей марки, предназначенная для изготовления из нее магнитопроводов аксиальных центробежных двигателей-насосов; 2 - многоходовые (в представленном виде шестиходовые) дисковые ножницы, предназначенные для разрезания стали на расчетные количество и размеры полос; 3 - матрица, 4 - пуансон, служащие для изготовления пазов расчетных размеров; 5 - оправка с узлом сочленения полос стали с оправкой; 6 - узел намотки полос на оправку; 7 - узел укладки магнитопровода с пазами под короткозамкнутую обмотку в литейную форму; 8 - литейная форма для укладки магнитопровода, центрирования его и заливки расплавленным алюминиевым сплавом.
На фиг. 2 обозначено: 1 - рулонная (холоднокатаная) электротехническая сталь соответствующей марки, предназначенная для изготовления из нее магнитопроводов аксиальных центробежных двигателей-насосов; 2 - многоходовые (в представленном на фиг. 1 виде - шестиходовые) дисковые ножницы, предназначенные для разрезания стали на расчетные количество и размеры полос; 3 - матрица, 4 - пуансон, служащие для изготовления пазов расчетных размеров; 5 - оправка (узел сочленения полос стали с оправкой на фиг. 2 не показан, как не являющийся существом изобретения); 9 - полоса из электротехнической стали; 10 - пазы в полосе электротехнической стали под короткозамкнутую обмотку.
На фиг. 3 обозначено: 8 - литейная форма для укладки магнитопровода, центрирования его и заливки расплавленным алюминиевым сплавом; 11 - магнитопровод с пазами 10 (фиг. 2) для короткозамкнутой обмотки; 12 - центрирующее кольцо для центрирования магнитопровода в литейной форме, надетое на стержень 13; 14 - заливочная горловина (литниковая чаша); 16 - прибыли с выпаром 15 для выхода сопутствующих газов.
Способ изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов реализуется следующим образом.
Рулонная холоднокатаная электротехническая сталь 1 (РЭС) требуемой марки в движении протяжкой подается на многоходовые (например, шестиходовые) дисковые ножницы 2, посредством которых разрезается на полосы расчетных размеров (ширины, равной толщине изготавливаемого сердечника). Полученные полосы 9 (фиг. 2) навиваются на оправку 5 в узле 6 намотки полос на оправку. При этом вырубка пазов 10 под короткозамкнутую обмотку осуществляется в процессе навивки полос 9 на оправку 5 с помощью пуансона 4 и матрицы 3 требуемых геометрических размеров. Затем в узле укладки 7 изготовленный таким образом магнитопровод 11 с пазами для короткозамкнутой обмотки укладывается в литейную форму 8. С помощью центрирующего кольца 12, надетого на стержень 13 магнитопровод 11 с пазами под короткозамкнутую обмотку центрируется на литейной форме 8. Затем литейная форма 8 через заливочную горловину 14 заполняется расплавленным алюминиевым сплавом, заполняющим пазы 10 и все неровности магнитопровода 11. При этом одновременно формируются и рабочее колесо насоса, и короткозамкнутая обмотка ротора. Центрирующее кольцо 12 изготовлено из алюминиевого листа и при заливке расплавленным алюминиевым сплавом расплавляется и сливается с ним. Так как расплавленный алюминиевый сплав заполняет все неровности магнитопровода 11, обеспечивается очень прочное соединение ротора двигателя и рабочего колеса насоса. Температура расплавленного алюминия совпадает с температурой отжига стали (900-950°C) магнитопровода 11, поэтому дальнейшая термообработка не требуется.
Рабочие колеса-роторы изготавливаются одновременно для нескольких аксиальных центробежных двигателей-насосов. Расчетное количество готовых рабочих колес-роторов поступает на сборочный участок (цех) для сборки аксиальных центробежных двигателей-насосов.
Предлагаемый способ, как и прототип, позволяет экономить электротехническую сталь на (30-50)% за счет полного исключения отходов (не считая вырубку пазов, неизбежную для любой технологии изготовления), т.е. обеспечить безотходность технологии, увеличить производительность труда до двух и более раз, Кроме того, предлагаемый способ позволяет обеспечить высокую точность изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов и высокую надежность соединения ротора и рабочего колеса за счет центрирования магнитопровода в литейной форме, что исключает дисбаланс собранного узла. Кроме того, высокая точность изготовления достигается изготовлением ротора рабочего колеса и короткозамкнутой обмотки двигателя как единого целого путем заполнения литейной формы расплавленным алюминиевым сплавом с одновременным расплавлением центрирующего кольца из алюминиевого сплава, которое сливается с заливаемым в литейную форму алюминиевым сплавом для формирования рабочего колеса-ротора. Расплавленный алюминиевый сплав при этом заполняет все неровности магнитопровода, обеспечивая прочное и надежное соединение ротора двигателя и рабочего колеса насоса. Предлагаемый способ также позволяет рационализировать и минимизировать трудозатраты, а также сэкономить энергию при изготовлении аксиальных центробежных двигателей-насосов за счет исключения технологических операций по механической обработке магнитопроводов и запрессовки изготовленного ротора в рабочее колесо. Рационализация и минимизация трудозатрат обеспечивается также за счет поточного изготовления рабочих колес-роторов нескольких аксиальных центробежных двигателей-насосов одновременно. Предлагаемый способ обеспечивает также экономию энергии и упрощение технологии производства рабочего колеса-ротора аксиальных центробежных двигателей насосов и соответственно снижение их стоимости за счет объединения аналогичных операций (отливка короткозамкнутой обмотки и отливка рабочего колеса насоса). При этом надежность работы двигателей-насосов повышается за счет повышения точности их изготовления и надежности соединения ротора двигателя и рабочего колеса насоса.
Способ изготовления рабочего колеса-ротора аксиальных центробежных двигателей-насосов, характеризующийся тем, что магнитопровод рабочего колеса-ротора выполняют шихтованным из электротехнической стали с короткозамкнутой алюминиевой обмоткой, а рулонную холоднокатаную электротехническую сталь в движении протяжкой разрезают одновременно на расчетное количество полос расчетной ширины и количества, и до сборки осуществляют в полосах вырубку пазов, отличающийся тем, что шихтованный магнитопровод рабочего колеса-ротора аксиального центробежного двигателя-насоса изготавливают путем навивки полосы из электротехнической стали на оправку, а вырубку пазов под короткозамкнутую обмотку в полосе из электротехнической стали выполняют с помощью пуансона и матрицы в процессе навивки полосы на оправку, затем изготовленный таким образом магнитопровод с пазами для короткозамкнутой обмотки укладывают в литейную форму для изготовления рабочего колеса-ротора центробежного двигателя-насоса, центрируют на литейной форме посредством центрирующего кольца, которое изготавливают из алюминиевого сплава, и заливают форму расплавленным алюминиевым сплавом, заполняющим пазы для короткозамкнутой обмотки и все неровности магнитопровода, обеспечивая прочное соединение ротора двигателя и рабочего колеса насоса, при этом центрирующее кольцо расплавляется и сливается с заливаемым в литейную форму алюминиевым сплавом.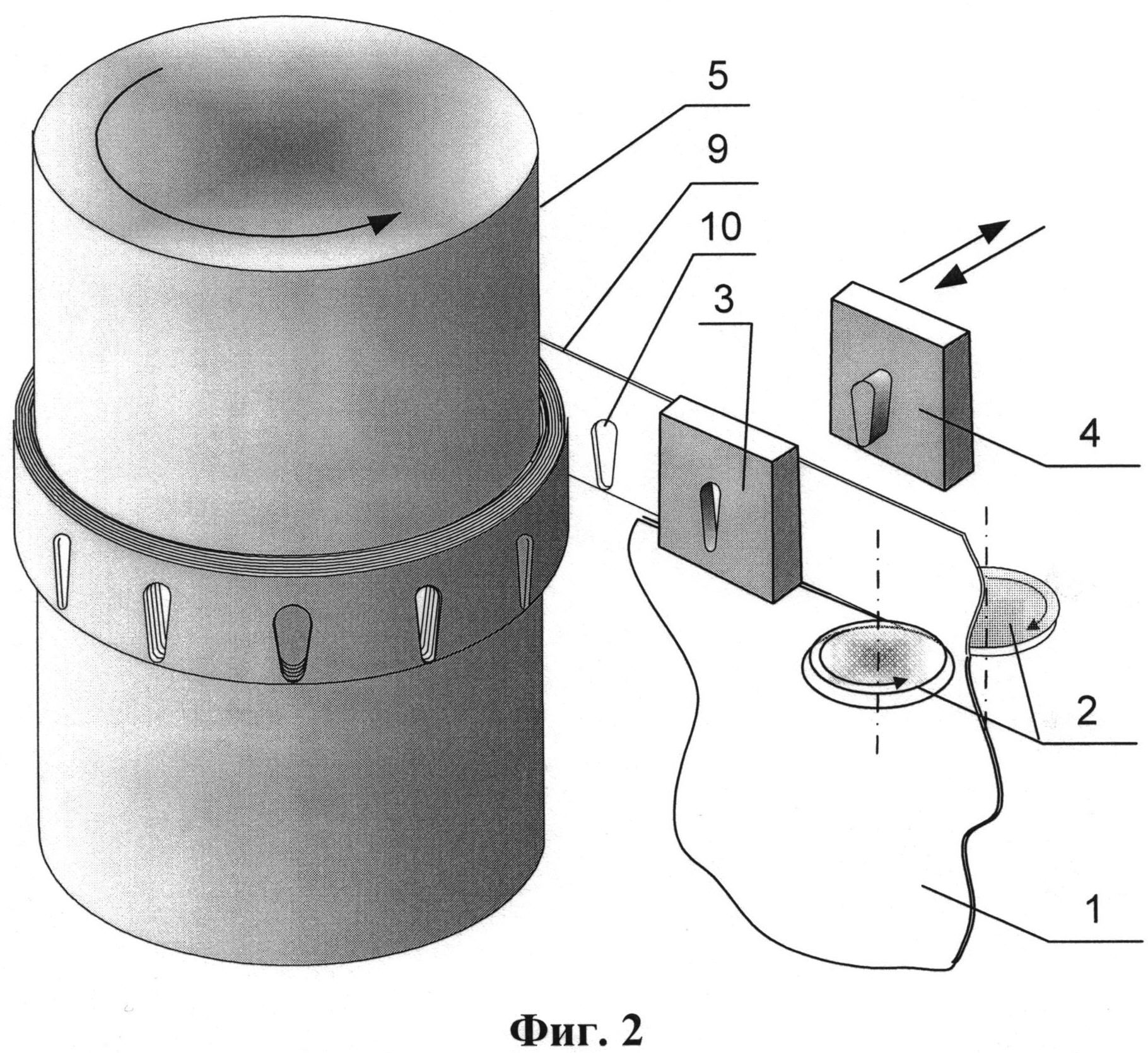
Вафельное изделие профилактического назначения
Способ получения наноструктурированных покрытий с эффектом памяти формы на стали
Перемешивающее устройство
Способ утилизации нефтесодержащих отходов
Присадка для снижения вязкости тяжелых фракций нефти
Вафельные хлебцы
Способ производства вафельных крисп
Вафельные криспы
Вафельные криспы функционального назначения
Ленточно-вальцовый станок
Способ приготовления бурильных промывочных и тампонажных растворов и устройство для его осуществления
Способ сборки шатунно-поршневого узла
Пресс для изготовления табачных кип
Солнцезащитный крем
Холодоаккумулирующий материал
Котельное топливо
Преобразователь вращательного движения в возвратно-вращательное
Вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали
Способ определения несущей способности сваи
Модифицированный интеллектуальный контроллер с нечеткими правилами

