Результат интеллектуальной деятельности: СПОСОБ ОБЪЕМНОЙ ОБРАБОТКИ АЛЮМИНИЕВОГО ЛИТЕЙНОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано для получения материалов с заданным уровнем физико-механических характеристик.
Известен способ получения легирующих покрытий на поверхности металлического материала путем обработки поверхности металлического материала компрессионными плазменными потоками в среде рабочего газа и нанесение слоев легирующих элементов вакуумно-дуговым осаждением, при этом обработку поверхности металлического материала и каждого слоя легирующего элемента осуществляют с плотностью энергии 5-60 Дж/см2 и длительностью разряда 50-250 мкс [1]. Однако известный способ является малопроизводительным, требует наличия дорогостоящего оборудования, позволяет получить небольшие глубины проникновения.
Известен способ объемного легирования стальных изделий, заключающийся во введении струй порошковых частиц, с размерами частиц 1-100 мкм, со скоростями 200-600 м/с при температуре 100-2000°C в металлический материал, например: смесью твердых и пластичных частиц с перестройкой структуры инструментальной стали, ее армирования каркасом из продуктов взаимодействия вводимых частиц и матричного материала [2]. Однако указанный способ предназначен только для обработки инструментальных сталей и не может использоваться для объемной обработки алюминиевых сплавов, например, для повышения локальной пластичности алюминиевых сплавов.
Наиболее близким к известному изобретению по технической сущности и достигаемому положительному эффекту является способ объемной перестройки литейных алюминиево-кремниевых сплавов, включающий введение легирующего порошка карбида кремния энергией взрыва заряда бризантного взрывчатого вещества (БВВ) и последующее электрохимическое травление [3].
Недостатком этого способа является то, что при введении порошка кремния происходит недостаточная активация алюминиевого сплава и для повышения пластичности требуется длительное время травления (до 1860 мин).
Целью изобретения, является расширение технологических возможностей обработки алюминиево-кремниевых литейных сплавов. Задача изобретения - повышение локальной пластичности алюминиево-кремниевого литейного сплава.
Поставленная задача достигается тем, что в способе объемной обработки, включающем введение в металлический материал легирующего порошка энергией взрыва заряда БВВ, формирование порошкового состава производится на основе смеси: порошка карбида кремния - 50-70 объемных % и порошка цинка - остальное, а после динамического легирования выполняется электрохимическая обработка. Время обработки составляет 14-70 минут.
Способ осуществляется следующим образом. Обрабатываемые изделия помещают во взрывную камеру и с помощью взрывного ускорителя, состоящего из металлического контейнера, заполненного внутри легирующим порошком, снаружи - зарядом БВВ, путем его обжатия энергией взрыва формируют порошковую струю, состоящую из легирующих частиц порошка карбида кремния - 50-70 объемных % и порошка цинка - остальное. За счет обжатия конусного контейнера с легирующим веществом и кумуляции энергии взрыва формируется струя порошкового материала, которая вводится в объем литейного алюминиево-кремниевого сплава, в локальных макрозонах возникают пульсирующие продольные и поперечные нагрузки, которые дробят кремниевые иглы и легируют. Такая обработка позволяет изменить микроструктуру заготовки из алюминиево-кремниевых сплавов, например АК12, на глубины до 180 мм (вплоть до аморфизации) и обеспечивает ее активацию и повышение пластичности. При дальнейшей электрохимической обработке в электролите в течение 14-70 минут происходит вытравливание твердой фазы и в объеме макрозоны цельнометаллического изделия резко повышается пластичность и механическая обрабатываемость, в зависимости от вводимого легирующего состава и времени травления.
На фигуре 1 представлена микроструктура композиционного материала на основе сплава Al+12%Si после сверхглубокого проникания: дробление иглы при соударении с частицей (канальным элементом) - длина цельного участка иглы 2,5-7 мкм (×4000).
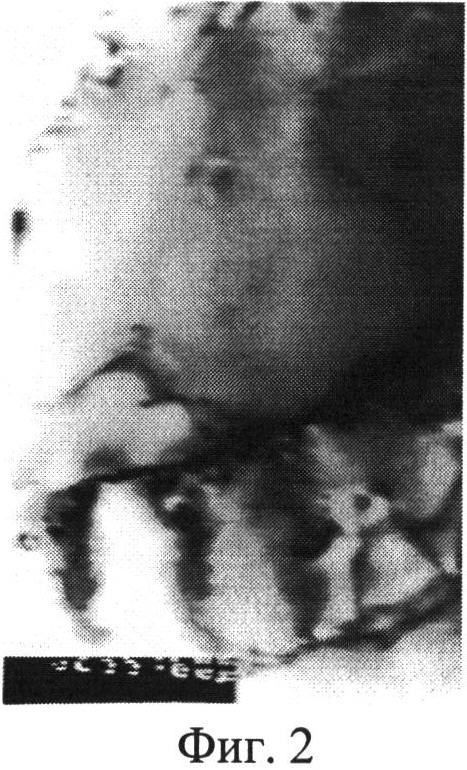
На фигуре 2 приведена тонкая структура композиционного материала на основе сплава Al-12%Si: зона скольжения и поперечного дробления кремниевых игл (×60000).
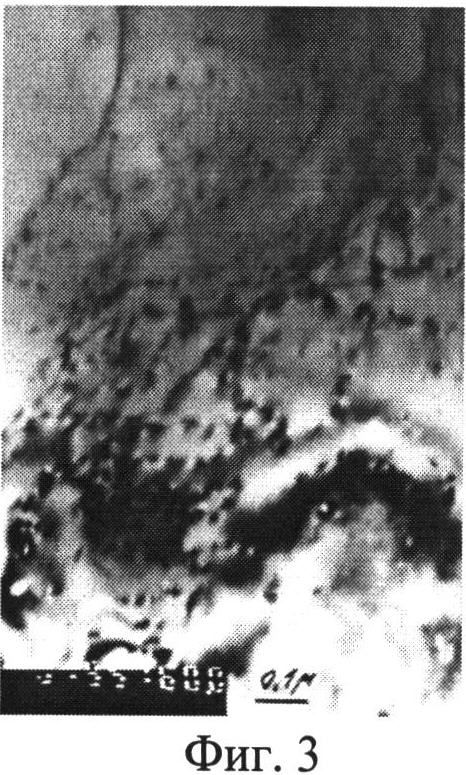
На фигуре 3 приведена тонкая структура композиционного материала на основе сплава Al-12%Si: зона легирования сплава веществом микроударников (×40000).
При метании сгустков порошковых частиц в режиме сверхглубокого проникания происходит локализация кинетической энергии удара частиц в узких закрытых канальных зонах, формируемых в процессе внедрения. Вокруг канальных зон в алюминии и в его сплаве (Al-12%Si) формируются пульсирующие «солитоны» высокого давления 2-7 ГПа, в период времени воздействия сгустка частиц на заготовку 100-400 мкс. В таких условиях за счет разницы удельного веса по объему достигается дробление и активация упрочняющих кремниевых игл в поперечном сечении со сдвигом и без сдвиговой деформации. Одновременно наблюдается легирование за счет динамического массопереноса вводимых частиц. За счет легирования смесью карбида кремния и цинком увеличивается химический градиент в легированной зоне сплава и материал активируется. Поэтому за счет последующей электрохимической обработки происходит унос упрочняющей фазы.
Примеры
Исследуемый электролит был приготовлен следующим образом: 0,5 мл фтористоводородной кислоты марки "хч" разбавлялись дистиллированной водой до 100 мл.
|
Дробление и активация алюминиево-кремниевых литейных сплавов позволяет за счет последующей электрохимической обработки дополнительно повысить пластичность обработанных зон.
|
Без введения в объем алюминиево-кремниевого сплава легирующих порошков пластичность, при последующей электрохимической обработке, не меняется. По сравнению с вариантом введения смеси порошков SiC-60%, Zn 40% вариант введения порошка SiC для достижения примерно одинакового уровня пластичности требует увеличения времени электрохимической обработки до 27 раз.
Пластичность обработанной зоны повышается в 5-10 раз. Материал обработанной зоны в дальнейшем прошивается, штампуется или подвергается другим видам пластической деформации.
Наличие таких зон в объеме алюминиевого сплава возможно только при взрывном легировании и качественно отличает его от аналогичного материала, полученного статической обработкой, что закономерно приводит к изменению физико-механических свойств и практическому их повышению.
Преимущество и положительный эффект способа:
- позволяет проводить модифицирование макрообъемов алюминий-кремниевого литейного сплава дроблением упрочняющих кремниевых игл на микро и наноуровнях (≈100 нм), локальное легирование, вводимым порошковым материалом, и избирательное удаление упрочняющей фазы;
- позволяет производить цельнометаллический композиционный материала из сплава алюминий-кремний с заданными макрозонами высокой пластичности;
- обеспечивает зональное повышение пластичности, расширяет технологические возможности, позволяет высокопроизводительную обработку деталей сложной формы.
Источники информации
1. RU 2394939 МПК С23С 14/58, С23С 14/04. Способ получения легирующих покрытий на поверхности металлического материала. Углов В.В., Черенда Н.Н., Асташинский В.М. и др. Дата патента 23.07.2008. Опубликовано 20.07.2010.
2. Usherenko S.M. Method of strengthening tool material by penetration of reinforcing particles. Patent №057,897,204 B2, date of Patent: Mar. 1, 2011.
3. Формирование новых материалов на основе литейного алюминиевого сплава. С.М.Ушеренко, Е.И. Марукович, Ю.С.Ушеренко и др. ИФЖ, 2011, том 84, №5, с.1095-1099.
Способ объемной обработки изделий из алюминиево-кремниевого литейного сплава, включающий разгон легирующего порошка энергией взрыва зарядом бризантного взрывчатого вещества, формирование кумулятивной струи из легирующего порошка и последующее введение ее в обрабатываемые изделия, отличающийся тем, что в качестве легирующего порошка используют смесь карбида кремния и цинка при следующем соотношении компонентов, об. %: при этом после введения легирующего порошка обрабатываемые изделия подвергают электрохимическому травлению в течение 14-70 минут.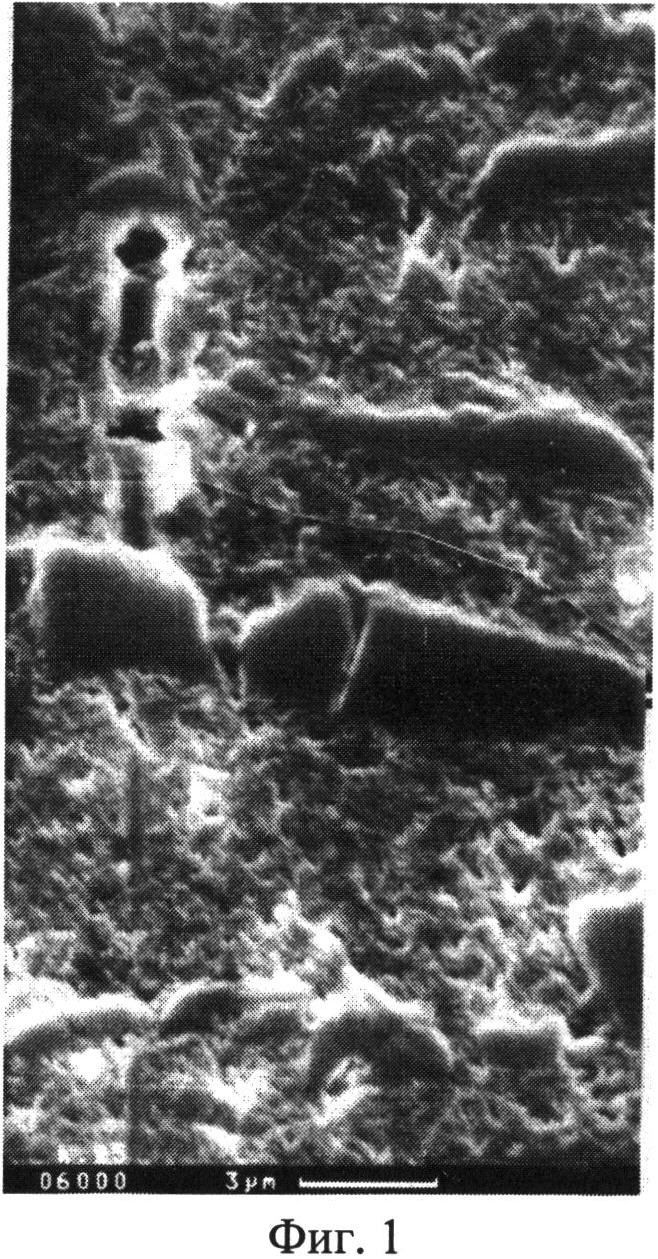
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Кристаллизатор для непрерывного горизонтального литья
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Способ плакирования порошковой композиции расплавом металла

