Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к металлургии и предназначено для получения мерных заготовок из металлов и сплавов.
Известен процесс производства слитков и отливок, включающий заливку жидкого металла в форму, формирование на ее внутренней поверхности затвердевающей корки металла, извлечение корки с жидким металлом из формы и охлаждение [1] (ЕР 0183679 А2, МПК 7 В22D 7/00, 7/08). Способ предназначен в основном для литья тугоплавких металлов и сплавов и имеет невысокую производительность процесса литья, поскольку извлечение заготовки происходит в два приема после полного ее затвердевания в изложнице.
Наиболее близким по технической сущности является способ литья заготовок, включающий подачу расплава в металлическую форму в виде раскрывающихся сегментов, формирование корки в виде стакана, охлаждение охладителем корки с расплавом на 0,65-0,85 ее высоты [2] (Патент RU 2288067 С2, МПК В22D 7/00, 27/04). Недостатком данного способа является повышенная толщина корки с немодифицированной структурой, что уменьшает выход годного заготовки с высокодисперсной микроструктурой.
Технической задачей, на решение которой направлен заявляемый способ литья, является повышение выхода годного заготовки с высокодисперсной микроструктурой.
Поставленная задача достигается тем, что в заявляемом способе литья заготовок, включающем подачу расплава в металлическую форму в виде раскрывающихся сегментов, формирование корки в виде стакана, охлаждение охладителем корки с расплавом на 0,65-0,85 ее высоты, охлаждение корки с расплавом осуществляется сразу после раскрытия сегментов формы путем затопления охладителем стакана с расплавом и охлаждения заготовки до температуры от 200 до 400°С, далее из формы удаляют охладитель и извлекают заготовку; при литье заготовок из стали, цинка и его сплавов, алюминия и его сплавов, сплавов на основе олова и свинца корку формируют в течение от 3 до 20 с; при литье заготовок из меди и медных сплавов корку формируют в течение от 2 до 10 с.
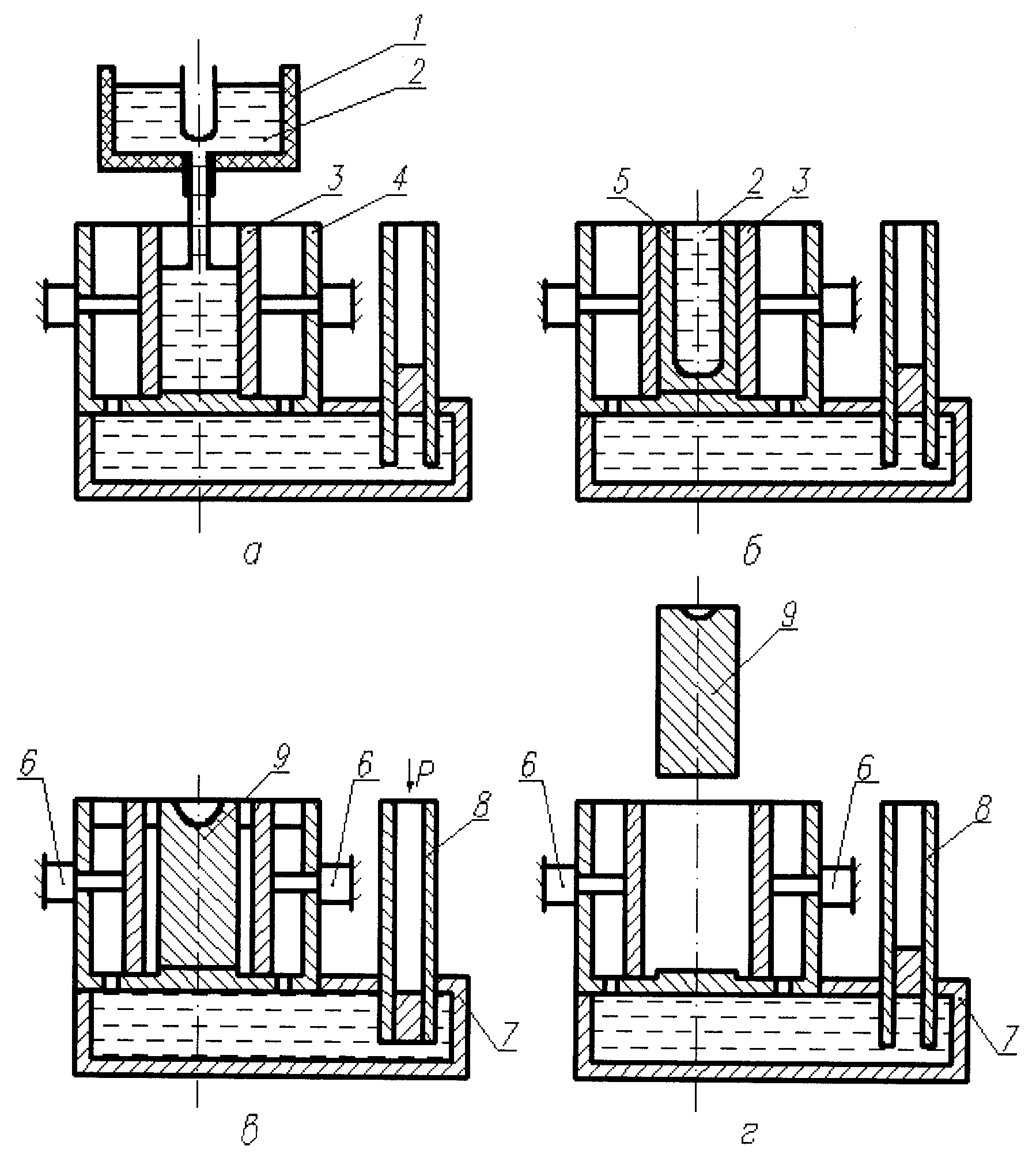
На чертеже представлена схема литья заготовок,
где а - заполнение формы;
б - формирование корки;
в - охлаждение охладителем стакана с расплавом;
г - извлечение заготовки,
где 1 - заливочное устройство, 2 - расплав, 3 - металлическая форма, 4 - корпус, 5 - затвердевшая корка (стакан), 6 - пневмоцилиндр, 7 - бак с охладителем, 8 - пневмоустройство, 9 - заготовка.
Получение литых заготовок осуществляется следующим способом. С помощью заливочного устройства 1 заполняют расплавом 2 металлическую форму 3, состоящую из раскрывающихся сегментов и установленную в корпусе 4. После достижения заданного уровня жидкий металл в течение заданного времени выдерживают для формирования корки (стакана) 5. Далее с помощью пневмоцилиндров 6 раздвигают сегменты литейной формы и затапливают охладителем из бака 7 стакан с расплавом с помощью пневмоустройства 8 на высоту 0,65-0,85 высоты стакана. Это способствует выведению усадочной раковины в верхнюю часть заготовки 9. После ее охлаждения до температуры от 200 до 400°С охладитель удаляют из формы с помощью пневмоустройства 8, а отливку извлекают из формы. Ее раздвигающиеся сегменты не оказывают динамичное воздействие на затвердевшую корку, что позволяет уменьшить ее толщину и увеличить выход годного заготовки с высокодисперсной (модифицированной) микроструктурой. Это снижает припуск на механическую обработку. Охлаждение заготовки до температуры менее 200°С не будет способствовать удалению охладителя из формы и ее прогреву перед заливкой. Если температура заготовки более 400°С, то необходима дополнительная охладительная технологическая операция, что снижает производительность процесса литья. Формирование корки из стали, цинка и его сплавов, алюминия и его сплавов, сплавов на основе олова и свинца за время менее 3 с приводит к проплавлению стакана с жидким металлом и нарушению стабильности процесса литья. За время более 20 с формируется относительно большая толщина корки с немодифицированной микроструктурой, что снижает выход годного заготовки с высокодисперсной микроструктурой формирование корки для меди и ее сплавов за время менее 2 с приводит к проплавлению стакана жидким металлом и нарушению стабильности процесса литья. За время более 10 с формируется относительно большая толщина корки с крупнокристаллической структурой, что снижает выход годного заготовки с высокодисперсной микроструктурой.
Пример 1
Отливали цилиндрические заготовки диаметром 45 мм и высотой 180 мм из стали 35Л, алюминия, силуминов АК12 и АК18, цинка, сплава ЦАМ10-5, баббитов Б-83 и Б-С. Жидкий металл выдерживали в медной двухсекционной форме с толщиной стенки 20 мм в течение 4-6 с, после чего секции раздвигали и стакан с расплавом затапливался водой до высоты 140 мм, отливку охлаждали до температуры 200°С, убирали охладитель и извлекали заготовку. По сравнению с прототипом это позволило увеличить выход годного, отливок с высокодисперсной микроструктурой на 13-15%.
Пример 2
Производили отливку заготовок диаметром 45 мм и высотой 180 мм из бронз БрАЖ9-4 и Бр0,3Ц7С5Н, жидкий металл выдерживали в стальной двухсекционной форме с толщиной стенки 20 мм в течение 4 с, после чего секции раздвигали и стакан с расплавом затапливали водой до высоты 140 мм, отливки охлаждали до температуры 300°С, убирали охладитель и извлекали заготовку. По сравнению с прототипом, при литье в аналогичную форму, это позволило увеличить выход годного отливок с высокодисперсной микроструктурой на 14-18%.
Источники информации
1. ЕР 0183679 А2, МПК 7 В22D 7/00, 7/08.
2. Патент RU 2288067 C2, МПК В22D 7/00, 27/04.
Кристаллизатор для непрерывного горизонтального литья
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Способ объемной обработки алюминиевого литейного сплава
Кристаллизатор для непрерывного горизонтального литья
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Способ объемной обработки алюминиевого литейного сплава

