Результат интеллектуальной деятельности: КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ
Вид РИД
Изобретение
Изобретение относится к металлургии и предназначено для непрерывных разливки и литья металлов и сплавов.
Известен кристаллизатор для непрерывного горизонтального литья, состоящий из охлаждающего корпуса и металлической вставки [1] (Специальные способы литья: Справочник. Под ред. Ефимова. - М.: Машиностроение, 1991, с.519, рис.33).
Главным недостатком такой конструкции является использование для непрерывного литья соединительного стакана, которой уменьшает стабильность процесса и создает так называемые «отсечки». Они увеличивают припуск на механическую обработку и снижают выход годного.
Наиболее близким по технической сущности является кристаллизатор для непрерывного горизонтального литья, состоящий из охлаждающего корпуса и вставки с неохлаждаемой частью [2] (Специальные способы литья: Справочник. Под ред. Ефимова. - М.: Машиностроение, 1991, с.509, рис.13). Основным недостатком данной конструкции является относительно низкая охлаждающая способность кристаллизатора, что снижает производительность процесса литья.
Технической задачей, на решение которой направлено предлагаемое изобретение, является увеличение охлаждающей способности кристаллизатора.
Технический результат заключается в повышении производительности процесса непрерывного литья слитков.
Поставленная задача достигается тем, что в предлагаемом кристаллизаторе для непрерывного горизонтального литья, состоящем из охлаждающего корпуса и вставки с неохлаждаемой частью, часть вставки со стороны подвода расплава выполнена из графита, а остальная - из металла (сплава) с более высокой теплопроводностью, причем место их соединения отстоит от начала охлаждающего корпуса на расстоянии от 0,1 до 0,5 его длины.
Выполнение вставки комбинированной начальной части (меньшей) из графита, а остальной части (большей) из более теплопроводного металла (сплава) способствует повышению охлаждающей способности кристаллизатора. Это увеличивает производительность процесса непрерывного литья. Если место соединения графитовой и металлической частей вставки отстоит от начала охлаждающего корпуса на расстоянии менее 0,1 его длины, то расплав будет затекать в стык между частями вставки. Это уменьшает стабильность процесса литья, что снижает его производительность. Если место соединения графитовой и металлической частей вставки отстает от начала охлаждающего корпуса на расстоянии более 0,5 его длины, то будет уменьшаться охлаждающая способность кристаллизатора. Это снижает производительность процесса непрерывного литья слитков.
На чертеже представлен продольный разрез предлагаемого кристаллизатора. Он состоит из охлаждающего корпуса 1, металлической 2 и графитовой 3 частей вставки. Место их стыка отстоит от начала охлаждающего корпуса на расстоянии L. Работа кристаллизатора для непрерывного горизонтального литья осуществляется следующим образом. Начальная часть корки слитка формируется на графитовой части вставки, причем до стыка между графитовой и металлической частями вставки. Основная часть слитка формируется на металлической части вставки, что способствует повышению охлаждающей способности кристаллизатора и увеличению производительности процесса непрерывного литья слитков.
Пример
Изготовлен кристаллизатор для непрерывного горизонтального литья слитков, диаметром 70 мм из силумина АК12. Кристаллизатор состоял из стального водоохлаждающего корпуса длиной 250 мм и комбинированной вставки длиной 300 мм. Графитовая и медная части вставки имели толщину 12 мм. Место их соединения отстояло от начала охлаждающего корпуса на расстоянии L=50 мм. По сравнению с литьем в кристаллизатор с графитовой вставкой кристаллизатор с графитовой и медными частями вставки, при прочих равных условиях, позволил увеличить производительность непрерывного процесса литья слитков в среднем в 1,4 раза.
Источники информации
1. Специальные способы литья: Справочник. Под ред. В.А.Ефимова. - М.: Машиностроение, 1991, с.519, рис.33.
2. Специальные способы литья: Справочник. Под ред. В.А.Ефимова. - М.: Машиностроение, 1991, с.509, рис.13.
Кристаллизатор для непрерывного горизонтального литья, содержащий охлаждающий корпус и вставку, отличающийся тем, что часть вставки со стороны подвода расплава выполнена из графита, а остальная часть из металла или сплава с более высокой теплопроводностью, причем место соединения частей вставки отстоит от начала охлаждающего корпуса на расстоянии 0,1÷0,5 его длины.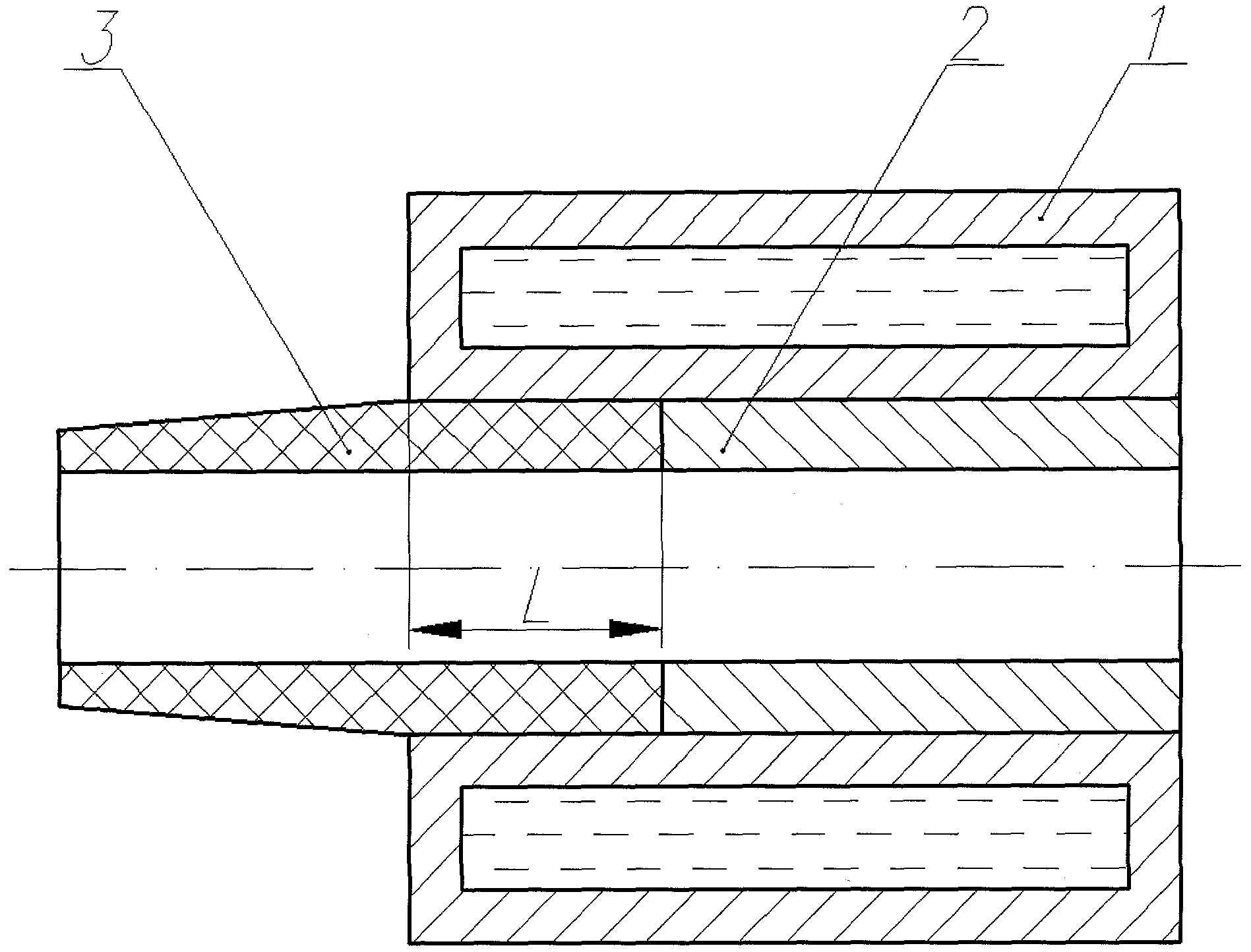
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ получения полых отливок
Способ объемной обработки алюминиевого литейного сплава

