Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области упрочняюще-чистовой обработки деталей и может быть использовано в различных областях машиностроения для упрочнения поверхностей стальных изделий с целью повышения их износостойкости и усталостной прочности.
Современной проблемой машиностроения является увеличение износостойкости узлов трения. Перспективным направлением в решении данной задачи является поверхностное упрочнение с использованием концентрированных потоков энергии (КПЭ) (лазерная, плазменная, электромеханическая и др.). Основанные на комплексном высокоскоростном температурно-силовом воздействии на обрабатываемую поверхность они обеспечивают формирование высокопрочных, износоустойчивых наноразмерных структур поверхностного слоя стальных изделий, так называемого белого слоя или гарденита. При этом большинство деталей работают при циклических нагрузках, что обуславливает необходимость обеспечения их усталостной прочности и контактной выносливости. Существенное влияние на предел усталости оказывают формирующиеся в материале при поверхностном упрочнении остаточные напряжения. Основной проблемой при применении поверхностного упрочнения КПЭ является формирование в поверхностном слое остаточных растягивающих напряжений, снижающих усталостную прочность, что обусловлено доминирующим влиянием термической составляющей при обработке КПЭ над деформационной. Увеличение деформационной составляющей за счет повышения деформирующего усилия приводит к появлению волнистости на обрабатываемой поверхности и короблению детали, что нарушает ее работоспособность.
Известен способ упрочняюще-чистовой обработки, при котором поверхность изделия обрабатывают пластическим деформированием выглаживающим инструментом, в качестве которого используется неподвижная твердосплавная пластина или вращающийся твердосплавный ролик, с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью переменного электрического тока [Авт. Свид. №759299 B24B 39/00, БИ №32, 1980]. Причинами, препятствующими достижению требуемого технического результата, является невозможность получения остаточных сжимающих напряжений в поверхностном слое.
Известен способ электромеханической обработки поверхности деталей машин, при котором пропускают импульсы тока в месте контакта ролика инструмента с деталью с обеспечением нагрева выступающих гребешков поверхности детали [патент РФ №2349442 B24B 39/00, опубликовано 20.03.2009]. Причинами, препятствующими достижению требуемого технического результата, является формирование в поверхностном слое остаточных растягивающих напряжений и невозможность получения остаточных сжимающих напряжений.
Известен способ трехроликовой электромеханической обработки деталей машин, при котором вокруг детали равномерно располагают три ролика, каждый из которых подключен к одной из фаз трехфазного источника тока с образованием с деталью и другими инструментами общей электрической цепи [патент РФ №2422260 B24B 39/00, опубликовано 27.06.2011]. Причинами, препятствующими достижению требуемого технического результата, является невозможность получения остаточных сжимающих напряжений в поверхностном слое.
Наиболее близким по техническому решению является способ электромеханической обработки поверхности деталей машин, при котором пропускают импульсы тока в месте контакта ролика инструмента с деталью с обеспечением нагрева выступающих гребешков поверхности детали и давлением на выступающие гребешки поверхности детали с обеспечением их деформирования, сглаживания и упрочнения поверхностного слоя металла детали [патент РФ №2349442 B24B 39/00, опубликовано 20.03.2009].
Причинами, препятствующими достижению требуемого технического результата, является существенное преобладание термической составляющей над деформационной, что не позволяет сформировать в поверхностном слое остаточные сжимающие напряжения.
Таким образом, известные способы поверхностного упрочнения имеют низкий технический уровень, связанный с формированием в поверхностном слое остаточных растягивающих напряжений, снижающих усталостную прочность деталей, работающих при циклических нагрузках.
В этой связи важнейшей задачей является создание нового способа поверхностного упрочнения стальных изделий, работающих при циклических нагрузках, обеспечивающего формирование в поверхностном слое остаточных сжимающих напряжений.
Техническим результатом является повышение усталостной прочности деталей, работающих при циклических нагрузках в сочетании с высокой износостойкостью поверхностного слоя за счет формирования в поверхностном слое остаточных сжимающих напряжений.
Технический результат достигается тем, что способ комбинированного упрочнения поверхности деталей заключается в том, что в месте контакта деформирующего инструмента с деталью пропускают импульсы электрического тока плотностью энергии импульсов 700-3000 Дж/мм2, осуществляют давление деформирующего инструмента на поверхность детали, обеспечивающее пластическую деформацию и упрочнение поверхностного слоя, при этом осуществляют пластическую деформацию на глубину упрочненного поверхностного слоя путем воздействия на деформирующий инструмент ультразвуковых колебаний с частотой 20-25 кГц и амплитудой, обеспечивающей формирование остаточных сжимающих напряжений от -60 до -10 МПа на глубину упрочненного поверхностного слоя до 200 мкм.
На фиг.1 показан график распределения остаточных напряжений по толщине поверхностного слоя материала обрабатываемой детали без воздействия на деформирующий инструмент ультразвуковых колебаний.
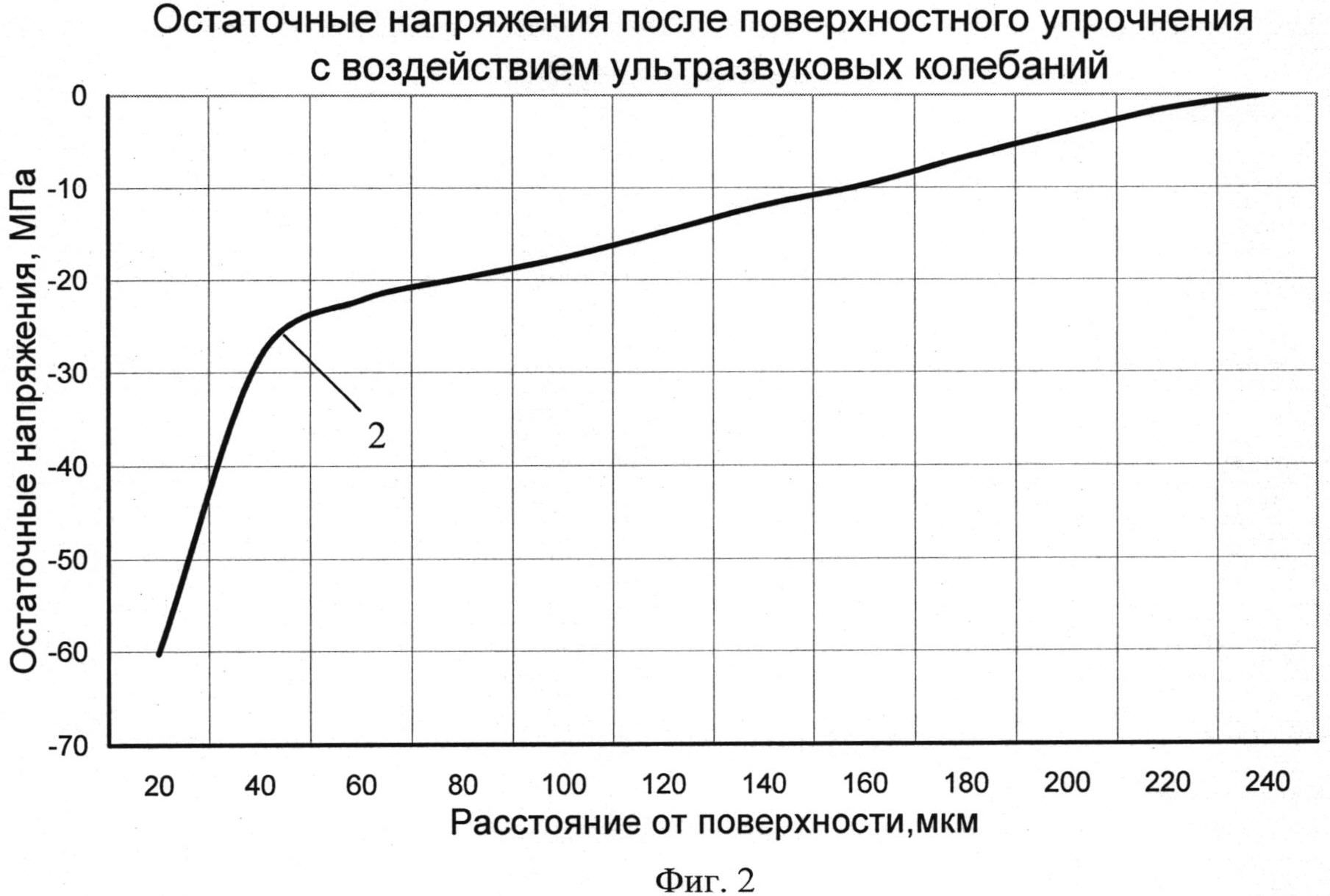
На фиг.2 показан график распределения остаточных напряжений по глубине поверхностного слоя материала обрабатываемой детали при воздействии на деформирующий инструмент ультразвуковых колебаний.
Отличием предлагаемого способа комбинированного упрочнения поверхности деталей является то, что осуществляют пластическую деформацию на глубину формирования упрочненного поверхностного слоя путем воздействий на деформирующий инструмент ультразвуковых колебаний с частотой 20-25 кГц и амплитудой, обеспечивающей формирование остаточных сжимающих напряжений от -60 до -10 МПа на глубину упрочненного поверхностного слоя до 200 мкм.
При пропускании электрического тока плотностью энергии импульсов 700-3000 Дж/мм2 через зону контакта деформирующего инструмента с обрабатываемой поверхностью в результате выделения большого количества Джоулева тепла происходит нагрев локального объема до температур порядка 1200 К и последующий быстрый теплоотвод в основной объем материала. Проходящие структурные и фазовые превращения приводят к образованию на детали упрочненного поверхностного слоя с высокопрочной наноразмерной структурой высокодисперсного мартенсита - белого слоя, с высокой твердостью и износостойкостью. Величину деформирующего усилия определяют из условия F=p·Ak, где p - давление в зоне контакта деформирующего инструмента с обрабатываемой поверхностью, определяемое из условия протекания пластической деформации на глубину формирования упрочненного поверхностного слоя, Ak - площадь контакта деформирующего инструмента с обрабатываемой поверхностью. При этом в поверхностном слое формируются остаточные растягивающие напряжения, снижающие усталостную прочность детали (фиг.1). При прохождении ультразвуковых волн через материал обрабатываемой детали поверхностный слой пластически деформируется, что сопровождается искажением кристаллической решетки, дроблением зерен на блоки, измельчением структуры и, как следствие, формированием в поверхностном слое остаточных сжимающих напряжений (фиг.2), обеспечивающих повышение усталостной прочности. Выбор частоты ультразвуковых колебаний в интервале v=20-25 кГц обусловлен тем, что при частоте менее 20 кГц ультразвуковые колебания не возникают, а при частоте более 25 кГц не происходит существенного увеличения воздействия ультразвуковых колебаний на поверхность материала обрабатываемой детали. Выбор амплитуды ультразвуковых колебаний обусловлен созданием акустического давления на деформирующий инструмент, обеспечивающего формирование остаточных сжимающих напряжений от -60 до - 10 МПа на глубину упрочненного поверхностного слоя до 200 мкм.
Реализация предложенного способа осуществляется следующим образом.
Проводят обработку деформирующим инструментом с пропусканием через зону контакта электрического тока плотностью энергии импульсов 700-3000 Дж/мм2, с деформирующим усилием, определяемым из условия F=p·Ak, где  - давление в зоне контакта деформирующего инструмента с обрабатываемой поверхностью, определяемое из условия протекания пластической деформации на глубину формирования упрочненного поверхностного слоя, где ω - скоростной коэффициент; K - коэффициент пропорциональности;
- давление в зоне контакта деформирующего инструмента с обрабатываемой поверхностью, определяемое из условия протекания пластической деформации на глубину формирования упрочненного поверхностного слоя, где ω - скоростной коэффициент; K - коэффициент пропорциональности;  - временное сопротивление материала при температуре 1200 К; Rz - высота микронеровностей поверхности материала обрабатываемой детали; а - упругое сближение;
- временное сопротивление материала при температуре 1200 К; Rz - высота микронеровностей поверхности материала обрабатываемой детали; а - упругое сближение;
Ak- площадь контакта деформирующего инструмента с обрабатываемой поверхностью: Ak=0,85(r·ρ·Rz/r+ρ)0,5, где r - радиус деформирующего инструмента; ρ - радиус кривизны обрабатываемой поверхности.
Определяют амплитуду колебаний деформирующего инструмента из условия создания акустического давления на деформирующий инструмент, обеспечивающего формирование остаточных сжимающих напряжений от -60 до -10 МПа на глубине упрочненного поверхностного слоя до 200 мкм. Проводят обработку путем воздействия на деформирующий инструмент ультразвуковых колебаний с частотой 20-25 кГц и амплитудой, обеспечивающей формирование остаточных сжимающих напряжений от -60 до -10 МПа на глубину упрочненного поверхностного слоя до 200 мкм.
Результаты расчета режимов обработки стали 45 представлены в таблице 1.
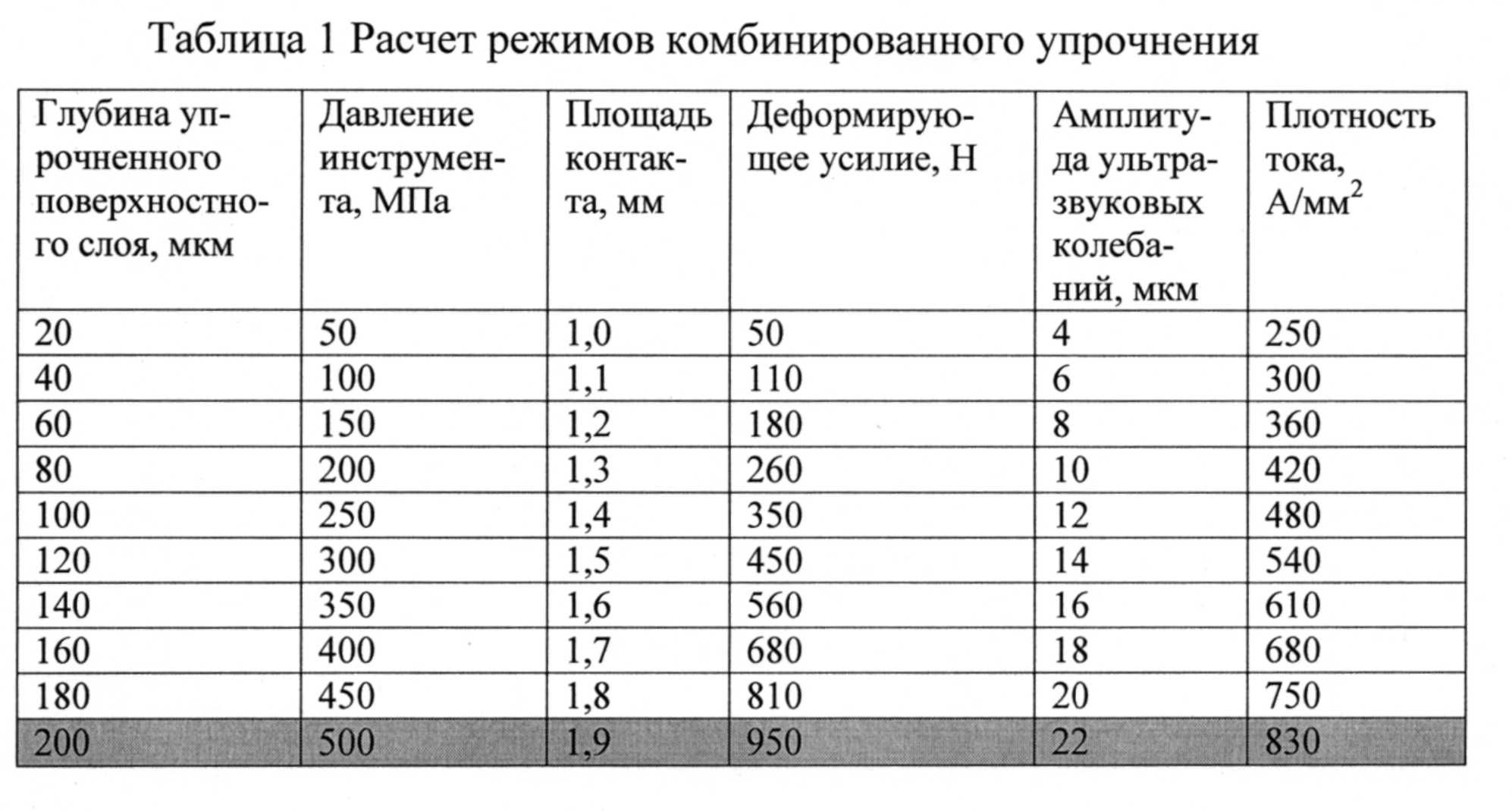
Пример. Осуществляли обработку по предложенному способу партии образцов (материал - сталь 45 ГОСТ 1050-74, НВ224-240, Rz20 D=40 мм, L=10 мм). Деформирующее усилие инструмента (ролик из сплава ВК-4М диаметром 40 мм с радиусом профиля 6 мм) определялось в соответствии с условием F=p·Ak и составляло 950 Н. Плотность тока на первом этапе обработки определялась в соответствии с условием i=17,8(δ·V0,65/C)0,5 и составляла 830 А/мм2. Затем осуществляли обработку путем воздействия на деформирующий инструмент ультразвуковых колебаний с частотой v=25 кГц и амплитудой 22 мкм. В результате обработки по предложенному способу в поверхностном слое формировались остаточные сжимающие напряжения от -60 до -10 МПа на глубине упрочненного поверхностного слоя до 200 мкм.
В предложенном техническом решении упрочнение поверхностного слоя осуществляется за счет высокоскоростного термодеформационного воздействия при прохождении электрического тока и протекающих при этом структурных и фазовых превращений с формированием высокопрочной наноразмерной структуры с воздействием ультразвуковых колебаний в процессе ее формирования. При этом обеспечивается увеличение микротвердости в 4-6 раз по сравнению с исходной микротвердостью обрабатываемого материала с одновременным формированием в поверхностном слое остаточных сжимающих напряжений на глубину формирования высокопрочной стуктуры (фиг.2), сочетание которых с высокой степенью упрочнения обеспечивает увеличение усталостной прочности.
Таким образом, в предложенном техническом решении достигается технический результат, который не может быть достигнут в известных технических решениях.
Способ комбинированного упрочнения поверхности деталей, включающий пропускание в месте контакта деформирующего инструмента с деталью импульсов электрического тока плотностью энергии импульсов 700-3000 Дж/мм, при этом осуществляют давление деформирующего инструмента на поверхность детали с обеспечением пластической деформации и упрочнения поверхностного слоя, отличающийсятем, что на глубину упрочненного поверхностного слоя осуществляют пластическую деформацию путем воздействия на деформирующий инструмент ультразвуковых колебаний с частотой 20-25 кГц и амплитудой, обеспечивающей формирование остаточных сжимающих напряжений от -60 до -10 МПа на глубину упрочненного поверхностного слоя до 200 мкм.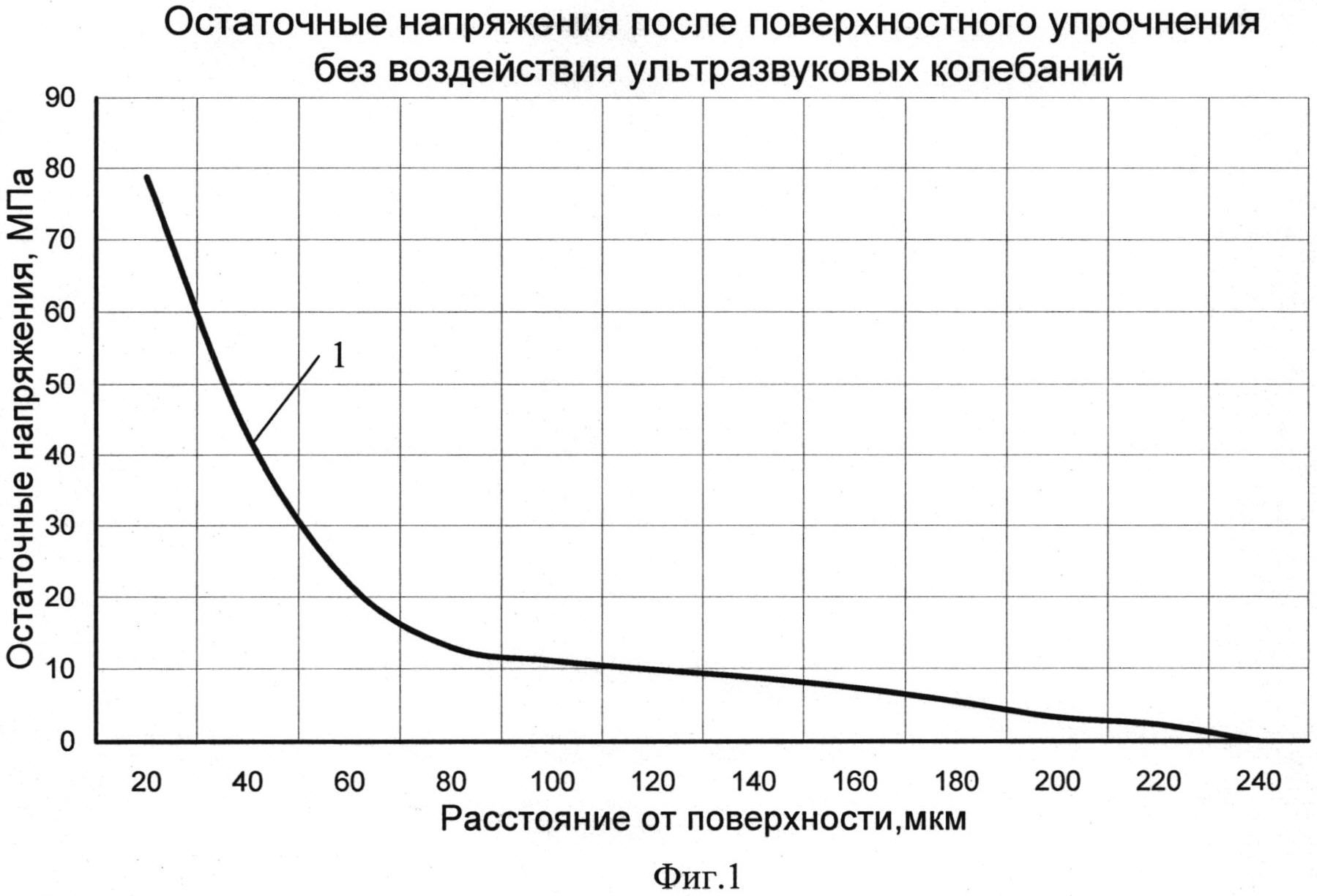
Способ производства обогащенной варено-копченой колбасы
Способ модификации карбида кремния
Теплозащитный материал
Способ получения 7-бром-5-(2-хлорфенил)-1,3-дигидро-2н-1,4-бензодиазепин-2-она
Способ получения 3, 3', 4, 4'-тетраметилдифенила
Способ получения адамантилсодержащих изотиоцианатов
Способ получения 2-алкил-2-имидазолинов
Способ получения производных имидоилхлоридов
Состав для огнезащитных покрытий резин
Способ получения модифицированных металлами наполнителей для резин
Состав для огнезащитных покрытий резин

