Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение касается устройства для обработки изделий, непрерывно подаваемых в данное устройство, с признаками из ограничительной части пункта 1 формулы изобретения. Дополнительно, данное изобретение касается способа управления обработкой поглощающих изделий, выполненных с переменной толщиной в направлении обработки, согласно признакам пункта 8 формулы изобретения.
Устройство для обработки изделий, непрерывно подаваемых в данное устройство, содержит обрабатывающий ролик, вращающийся вокруг первой оси вращения, и опорный ролик, вращающийся вокруг второй оси вращения, параллельной первой оси вращения, где зазор обработки образован между обрабатывающим роликом и опорным роликом.
Предшествующий уровень техники
Устройства с зазором обработки, образованным между обрабатывающим роликом и опорным роликом, известны в технике. Примерами таких устройств являются печатающие устройства или режущие устройства, а также любые приложения, в которых обрабатываемый субстрат подвергается локальному сдавливанию. Примерами таких сдавливающих операций являются любые устройства, в которых изделия должны приводиться к одинаковой или заданной толщине, соединение механическим прессованием, процессы уплотнения и тиснения при обработке мягких и податливых изделий.
Во всех вышеприведенных процессах и устройствах возникают две отдельные проблемы. Во-первых, изделия могут иметь переменную толщину в направлении подачи изделий, т.е. в направлении обработки. Такой профиль толщины может, например, в операциях печати приводить к нежелательным результатам печати, так как давление контакта ролика на печатаемый субстрат выше в зонах с большей толщиной изделия, чем в зонах с меньшей толщиной изделия. Второй проблемой в таком обрабатывающем устройстве является отклонение всего обрабатывающего узла. Это отклонение зависит от площади нажимного контакта между изделием и обрабатывающим роликом, упругости данного узла и твердости изделия, если это свойство должно меняться для одного изделия. Когда площадь нажимного контакта в узле тиснения увеличивается, больше материала сжимается в зоне нажима между роликом тиснения и опорным роликом. Следовательно, увеличивается сила, которая дает начало отклонению узла. Только если устройство для обработки изделий совершенно жесткое без какой-либо упругости, отклонение узла не происходит. Однако невозможно исключить определенную степень отклонения узла, который расширяет зазор между обрабатывающим роликом и опорным роликом.
JP 2004/156931 А описывает устройство для регулировки зазора между двумя роликами, предположительно используемыми в печатающем устройстве. Есть грубая регулировка с использованием клинового элемента, и в дополнение к этому тонкая регулировка зазора между двумя роликами делается посредством пьезоэлектрического привода.
WO 00/23204 А1 описывает передающую усилие систему со ссылкой на ее конкретное применение в холодной или горячей прокатке металлических полос. Грубая позиционная регулировка выполняется с помощью наклонных пружин, а тонкая регулировка использует пьезоприводы. Сигналы, приходящие от датчиков высоты, могут быть использованы в системе управления для электрического приведения в действие пьезоэлементов и/или гидравлического приведения в действие наклонных пружин, так что оптимальное положение устройства может быть достигнуто. Таким образом, вибрации прокатываемого металла могут эффективно ослабляться.
ЕР 1447204 А1 описывает ультразвуковую сварку, использующую противодействующий ролик, который может приводиться в действие с помощью пьезопривода. Чтобы выполнять ультразвуковую сварку, противодействующий ролик используется для конкретного процесса ультразвуковой сварки.
US 6733605 В1 описывает устройство для динамического фрикционного соединения множества исходных слоев вместе с опорным роликом и упорным роликом. Внешние окружающие участки опорного ролика и упорного ролика задают захват для приема соответствующих исходных слоев, соединяемых вместе. Устройство с линейным сервомотором обеспечивается для приложения заданной силы роликов друг к другу, так что внешние окружающие части опорного ролика и упорного ролика соединяют вместе заданные участки исходных слоев, проходящих сквозь захваты. Это устройство с сервомотором содержит первый и второй линейные сервомоторы, которые могут работать так, что усилие, прилагаемое к множеству исходных слоев, может следовать заданному профилю силы. Дополнительно, может быть обеспечен датчик для определения надлежащего положения на исходных секциях, соответствующего заданному положению, такому как передний или задний край заготовок. US 6733605 В1 представляет собой самый близкий предшествующий уровень техники.
Описание изобретения
Задачей данного изобретения является обеспечить устройство и способ для обработки изделий, непрерывно подаваемых в данное устройство между первым роликом и вторым роликом, так что изделия могут обрабатываться с высоким качеством.
Эта задача решается с помощью устройства с признаками по п.1 формулы изобретения и способа с признаками по п.8 формулы изобретения.
Согласно данному изобретению устройство для обработки поглощающих изделий, непрерывно подаваемых в данное устройство, содержит первый ролик, вращающийся вокруг первой оси вращения, и второй ролик, вращающийся вокруг второй оси вращения, параллельной первой оси вращения. Зазор обработки образуется между первым роликом и вторым роликом. Данное устройство отличается тем, что оно дополнительно содержит регулирующее средство для оперативного регулирования номинального размера зазора обработки, где данное регулирующее средство содержит, по меньшей мере, один пьезоэлектрический элемент для смещения положения первой оси вращения и/или второй оси вращения. Первый ролик является роликом тиснения или уплотняющим роликом.
Ссылка на оперативное регулирование номинального размера зазора обработки означает, что этот зазор меняется, если изделий не обрабатывается в зазоре. Когда изделие обрабатывается, операция регулировки может приводить к результату, при котором существующий зазор обработки остается одного размера, так как регулировка служит только для компенсации изменения размера зазора из-за изгибающих сил, действующих на и в данном устройстве.
Важным аспектом данного изобретения является то, что регулирующее средство, содержащее по меньшей мере один пьезоэлектрический элемент, подходит для оперативной регулировки номинального размера зазора обработки. Так как обрабатываемые изделия могут непрерывно подаваться в данное устройство и каждое индивидуальное изделие может требовать одну или несколько регулирующих операций регулирующего средства, повторные или даже непрерывные регулирующие операции возможны, когда используется изобретенное средство.
Другим важным аспектом является очень короткое время отклика пьезоэлектрических элементов, что позволяет запускать предлагаемое устройство с высокими линейными скоростями. Такое короткое время отклика может достигаться даже при высокой нагрузке или давлении. Можно сделать почти ступенчатое изменение зазора во всем диапазоне регулировки.
Согласно предпочтительному варианту осуществления пьезоэлектрический элемент прикреплен к одному или нескольким подшипникам, направляющим вал первого ролика или второго ролика. Эта особая мера снижает общую передвигаемую массу по сравнению с прикреплением пьезоэлектрического элемента к элементу рамы, поддерживающему первый или второй ролик с возможностью вращения.
Кроме того, предпочтительно, когда указанный по меньшей мере один пьезоэлектрический элемент смещает вторую ось вращения, где второй ролик имеет меньшую массу, чем первый ролик. Во многих обрабатывающих устройствах второй ролик может быть опорным роликом, движущимся противоположно обрабатывающему ролику. По сравнению с большинством типов обрабатывающих роликов опорные ролики имеют меньшую массу, так что приводящие силы, необходимые для смещения положения оси вращения опорного ролика, могут быть меньше. Следовательно, силы вибрации, вызванные передвигаемой массой опорного ролика, могут быть небольшими.
Предпочтительно, регулирующее средство связано с устройством управления для управления работой регулирующего средства в заданной временной последовательности. Такое устройство управления предпочтительно представляет собой электронный компонент, имеющий доступ к запоминающему устройству, в котором, в зависимости от конкретной формы обрабатываемых изделий и условий обработки, может сохраняться последовательность регулирующих операций для зазора обработки. Если предполагается электромеханическое устройство управления, может использоваться кулачковый элемент, синхронизированный с данным устройством, который находится в контакте с поршневым элементом, который преобразует поступательное движение в электрический сигнал для управления работой пьезоэлектрического элемента.
Согласно предпочтительному варианту осуществления средство управления функционально связано с датчиком для определения, по меньшей мере, одного характерного свойства обрабатываемых продуктов или данного устройства. Такое характерное свойство может быть толщиной особого изделия или особых частей изделия. Таким образом, датчик может определять толщину профиля каждого изделия и передавать эти данные в устройство управления, которое управляет работой регулирующего средства, используя информацию, предоставленную датчиком. Таким образом, можно обрабатывать изделия, которые не имеют однородной формы, а могут иметь индивидуальную и переменную толщину в направлении обработки. Зазор между опорным роликом и роликом тиснения может затем регулироваться так, что операции тиснения управляются, и при этом равномерная глубина тиснения достигается путем непрерывной регулировки зазора тиснения.
Датчик для определения по меньшей мере одного характерного свойства обрабатываемых изделий также может быть использован для определения точного положения переднего конца или заднего конца изделия, подаваемого в обрабатывающее устройство. Согласно предпочтительному варианту осуществления данного изобретения датчик содержит систему видеокамеры линейного сканирования. Датчик также может быть использован для определения по меньшей мере одного характерного свойства данного устройства, когда изделие обрабатывается. Согласно другому варианту осуществления датчик может быть датчиком зазора или датчиком нагрузки.
Ввиду того факта, что ход коммерчески доступных пьезоэлектрических приводов относительно невелик, предлагаемое устройство согласно предпочтительному варианту осуществления дополнительно содержит второе регулирующее средство для смещения положения первой оси вращения или второй оси вращения. Другими словами, второе регулирующее средство служит для обеспечения грубой регулировки зазора обработки, тогда как тонкая регулировка выполняется с помощью первого регулирующего средства с пьезоэлектрическим приводом. Дополнительно, грубая регулировка с помощью второго регулирующего средства предпочтительно выполняется с обрабатывающим роликом, так что конструкции опорного ролика и его корпуса могут оставаться простыми и с малой массой.
Согласно данному изобретению первый ролик, представляющий собой ролик тиснения или уплотняющий ролик, также включает в себя его использование для достижения соединения давлением.
Изобретенный способ управления работой изобретенного устройства содержит этапы непрерывного направления обрабатываемых изделий в зазор обработки между вращающимся первым роликом и вращающимся вторым роликом; передачи данных, описывающих по меньшей мере одно характерное свойство данного процесса в узел управления; и управления работой регулирующего средства для оперативного регулирования размера зазора обработки на основании выходных сигналов из узлов управления, чтобы менять размер зазора обработки в рамках каждого обрабатываемого изделия. Под характерным свойством процесса может подразумеваться положение индивидуальных обрабатываемых изделий, профиль формы и толщины индивидуальных изделий или особая информация о самой обработке, такая как о разнице давления или размера зазора. Важно отметить, что размер зазора обработки меняется в рамках каждого обрабатываемого изделия и в рамках непрерывного процесса. Это также выражается термином "оперативное регулирование размера зазора обработки".
Согласно предпочтительному варианту осуществления процесса, характерным свойством процесса является площадь локального контакта между первым роликом и обрабатываемым продуктом. Площадь локального контакта описывает в любой линии, перпендикулярной направлению обработки, сумму площадей контакта между первым роликом и вторым роликом в этом геометрическом месте. Это относится к так называемому линейному давлению и отражает тот факт, что чем больше площадь локального контакта или линейное давление, тем больше изгибающие силы, действующие на данное устройство. Чем больше изгибающие силы, тем больше становится зазор обработки между роликами, например обрабатывающим роликом и опорным роликом. Следовательно, большая площадь локального контакта требует более высокой степени регулировки по ходу, чтобы снизить ширину зазора обработки.
Предпочтительно данный способ дополнительно содержит перед этапом передачи данных определение по меньшей мере одного характерного свойства обрабатываемых отдельных изделий, предпочтительно толщину профиля обрабатываемых изделий. Этот этап способа выполняют с помощью датчика, расположенного выше по ходу от данного устройства. Датчик определяет по меньшей мере одно характерное свойство обрабатываемых индивидуальных продуктов и использует это свойство или численную величину, выражающую это свойство, для вычисления точной регулировки размера зазора обработки. Узел управления может использовать данные из двух разных источников и вычислять степень зазора обработки на основании заданной базовой информации, уже сохраняемой в электронном запоминающем устройстве, и непрерывной информации, получаемой с помощью датчика, расположенного выше по ходу от зазора обработки. В качестве примера, толщина профиля сердцевины изделий может сохраняться в электронном запоминающем устройстве, и положение индивидуальных изделий, такое как передний конец или задний конец изделий, может определяться с помощью датчика. Данные датчика и запоминающего устройства преобразуются в адекватную работу пьезоэлектрического привода, чтобы управлять индивидуальными моментами начала и процессом регулировки для каждого отдельного изделия. Другие данные, которые могут подаваться в узел управления, представляют собой, например, линейную скорость устройства, что подразумевает точную скорость регулировки пьезоэлектрического устройства.
Обрабатываемые изделия представляют собой поглощающие изделия с переменной толщиной при прохождении в направлении обработки. Например, сердцевина продуктов может меняться по толщине.
Краткое описание чертежей
Далее изобретение будет кратко обсуждаться со ссылкой на чертежи, где
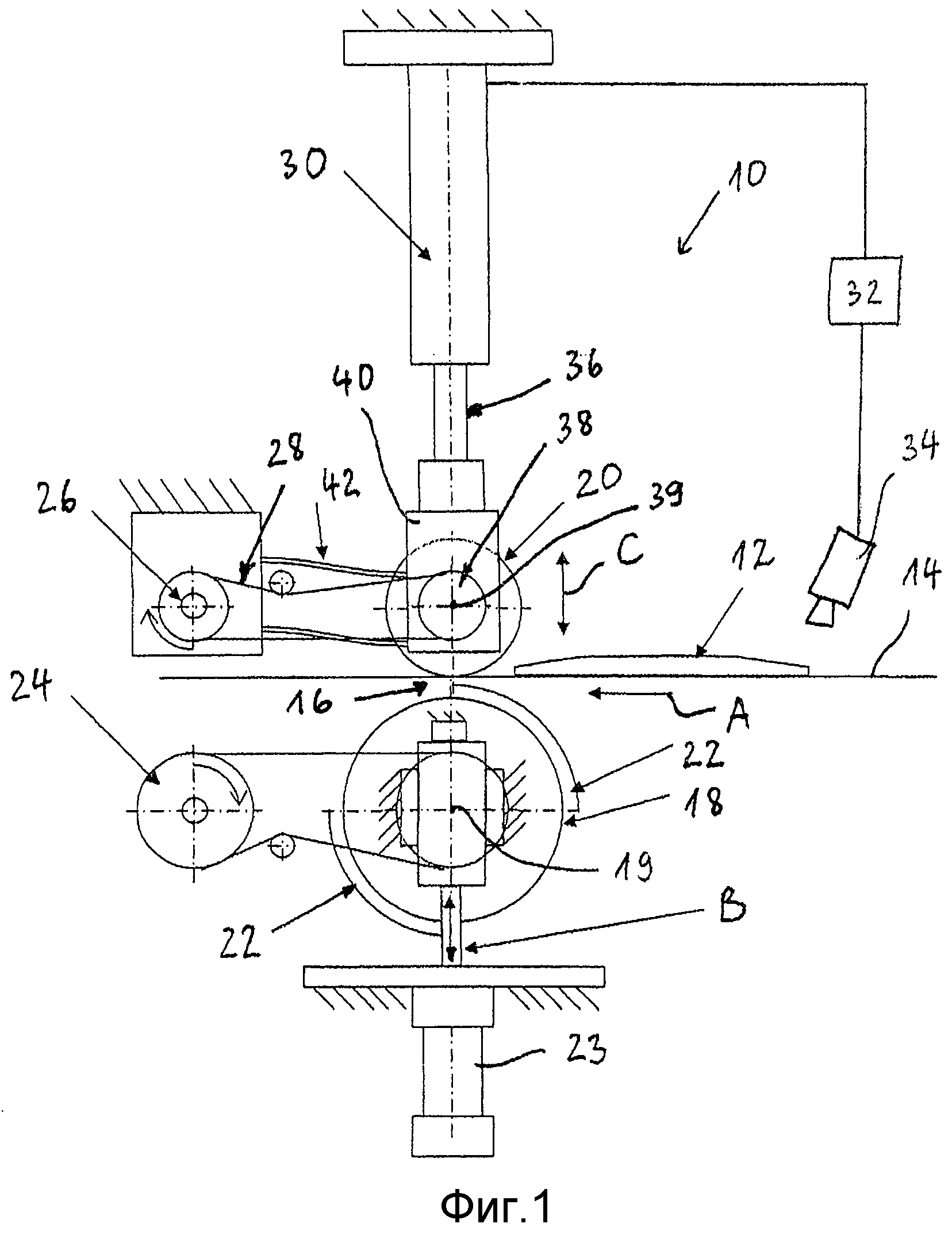
фиг.1 схематично показывает устройство изобретения и обрабатываемое изделие;
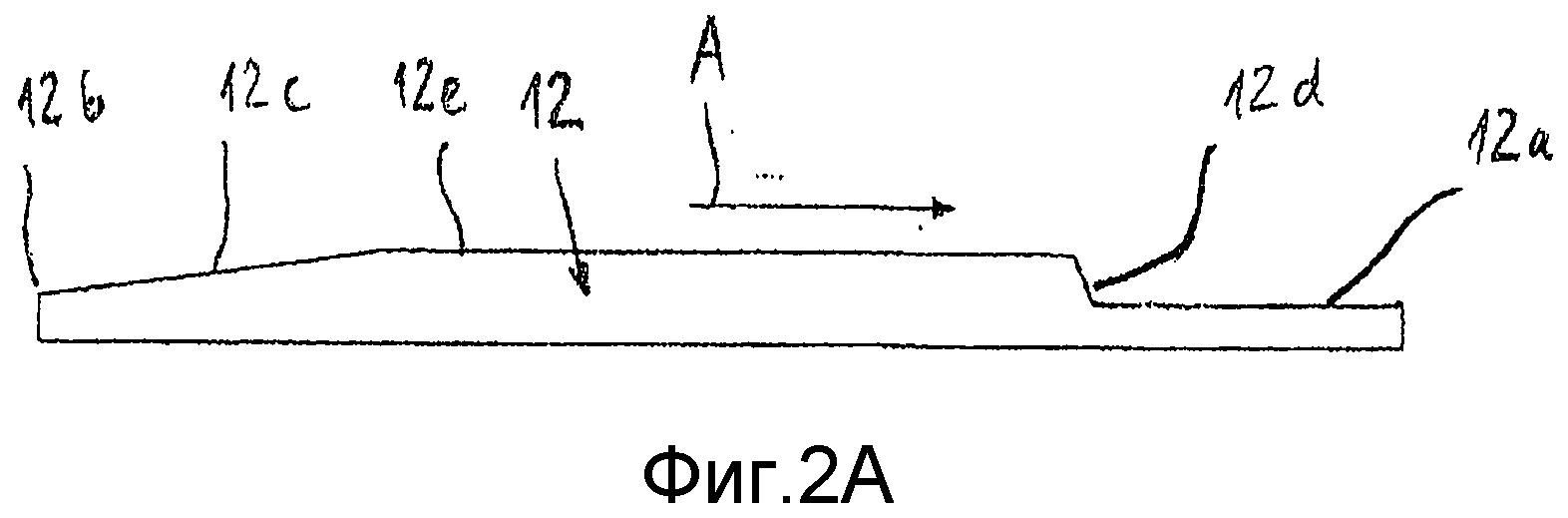
фиг.2а показывает профиль сердцевины типичного изделия, подвергаемого тиснению;
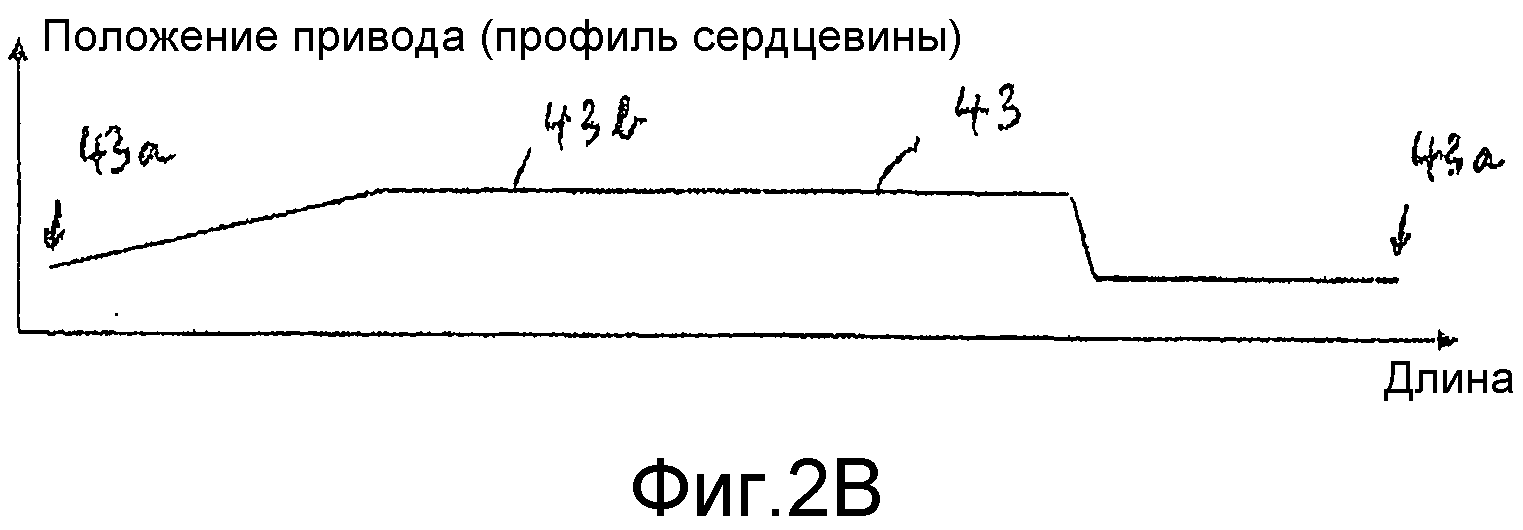
фиг.2b схематично показывает положение привода пьезоэлектрического элемента согласно толщине профиля, показанного на фиг.2а;
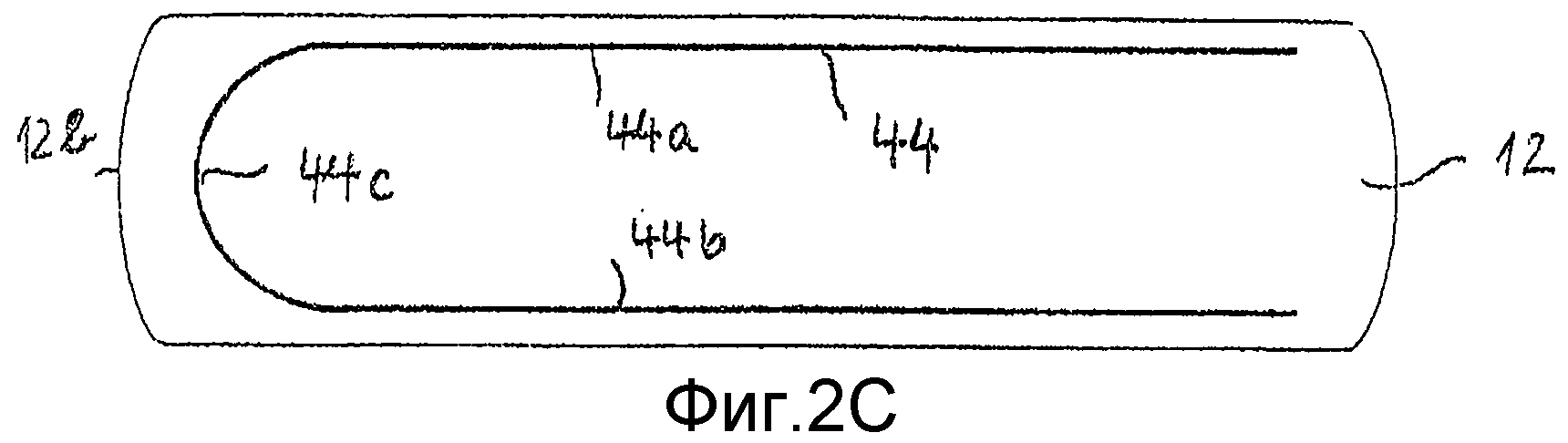
фиг.2с показывает примерный рисунок тиснения на изделии, показанном на фиг.2а;
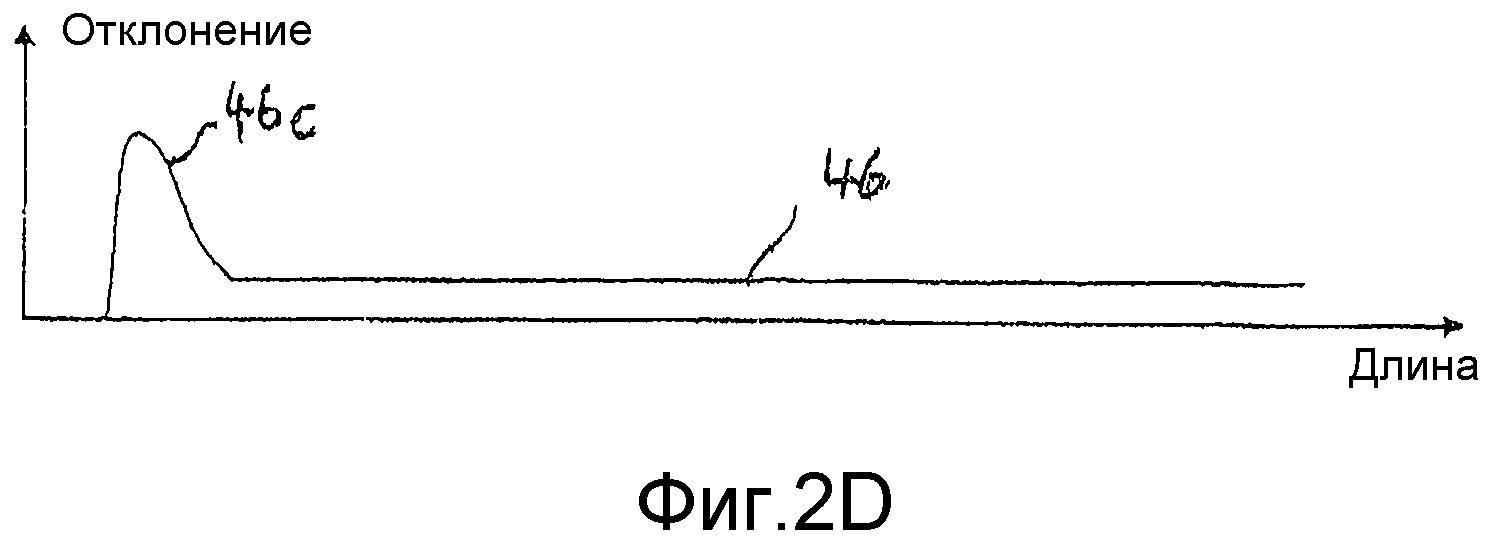
фиг.2d схематично показывает степень отклонения устройства тиснения по длине рисунка тиснения, показанного на фиг.2с;
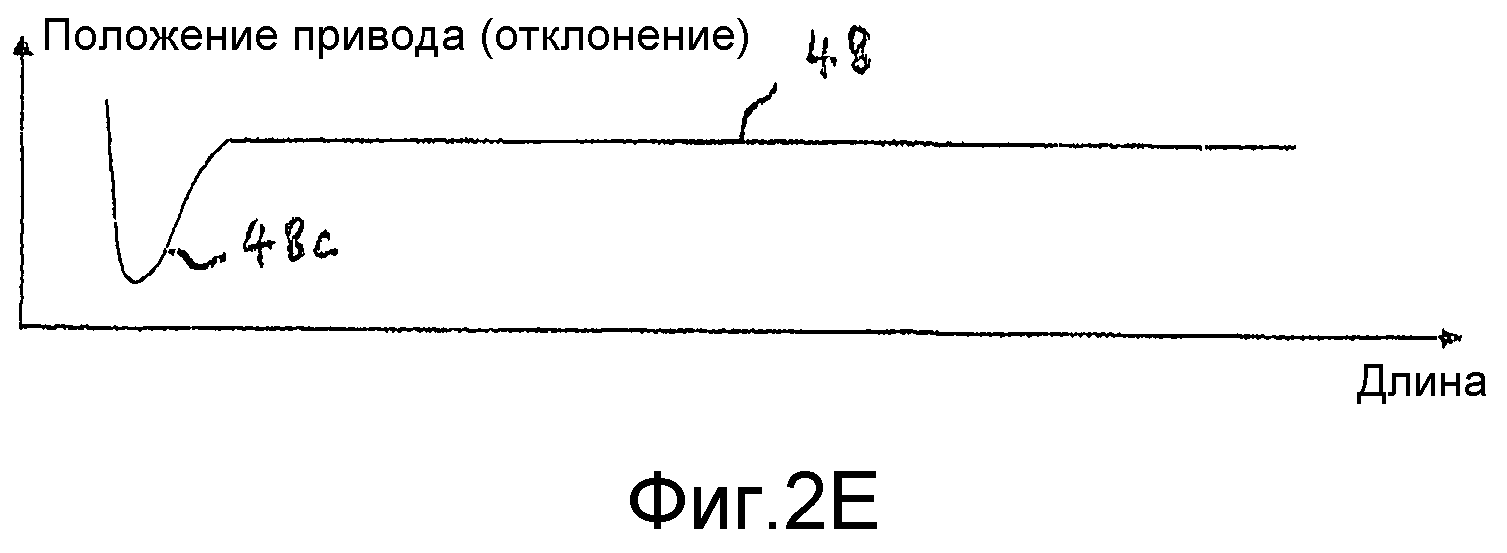
фиг.2е показывает положение привода пьезоэлектрического элемента, чтобы компенсировать рисунок отклонения, показанный на фиг.2d; и
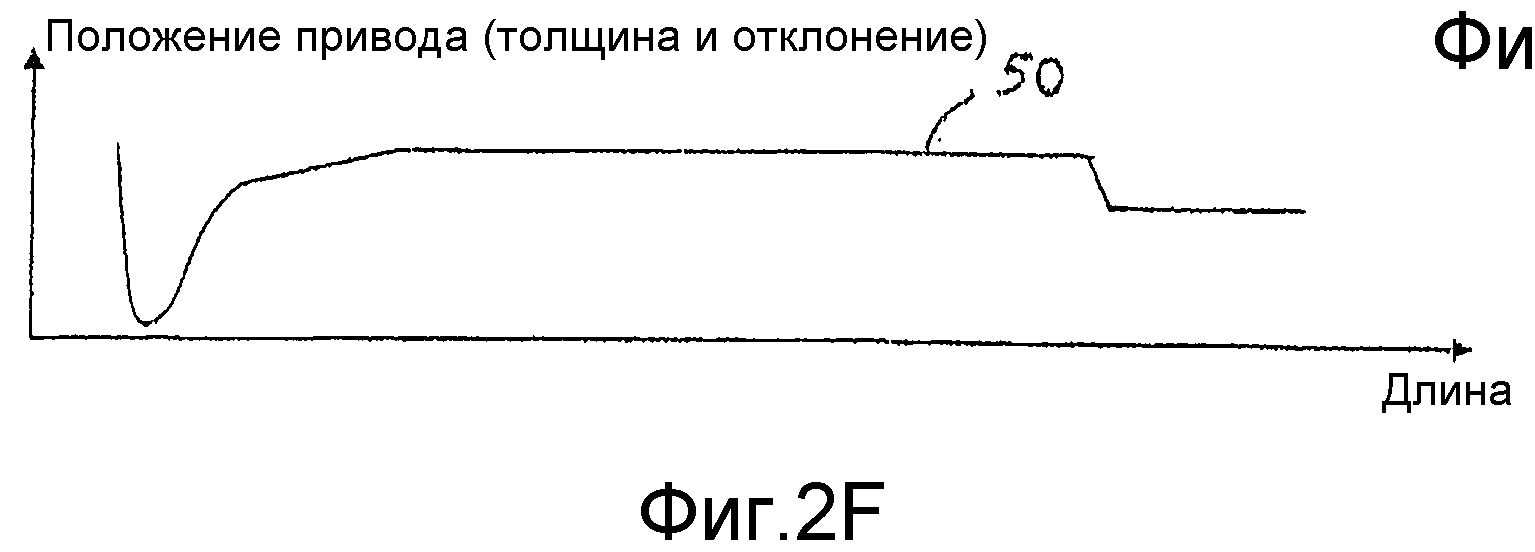
фиг.2f дает суперпозицию положений привода, заданных на фиг.2b и фиг.2е.
Описание предпочтительных вариантов осуществления
На следующих чертежах одинаковые или аналогичные элементы представлены одинаковыми численными обозначениями.
Фиг.1 схематично показывает устройство данного изобретения для обработки изделий, непрерывно подаваемых в устройство 10. Отдельные изделия 12 находятся на конвейере 14, который может быть любого обычного типа и который переносит и подает изделие 12 сквозь данное устройство.
Изделия обрабатываются в зазоре 16, который образован между обрабатывающим роликом 18 и опорным роликом 20. Обрабатывающий ролик 18 в конкретном показанном примере представляет собой ролик для нанесения рисунка, также схематично показан выступ 22 для нанесения рисунка на внешней окружной поверхности ролика 18. Ролик для нанесения рисунка вращается вокруг оси вращения 19 и приводится в движение подходящим обычным двигателем 24.
Вертикальное положение обрабатывающего ролика 18 может грубо регулироваться в направлениях, указанных стрелками В. Такая грубая регулировка может достигаться с помощью пневматического привода 23 и применения дистанционных пластин, чтобы фиксировать вертикальное положение обрабатывающего ролика 18.
Опорный ролик 20 имеет гладкую податливую внешнюю окружную поверхность. Он вращается вокруг оси вращения 39 и приводится в движение двигателем 26 опорного ролика, который в настоящем примере использует ременную передачу 28.
Опорный ролик 20 может снижаться и подниматься в вертикальных направлениях, как указано стрелкой С, которая символизирует динамический ход опорного ролика. При этом опорный ролик прикреплен к пьезоприводу 30, который на его верхнем конце закреплен в фиксированном положении, как схематично показано на фиг.1. Пьезопривод может быть коммерчески доступного типа, подобно приводам, доступным от Piezomechanic Gmbh в Германии, с пакетом отдельных пьезоэлементов, которые могут обеспечивать общий ход приблизительно 0,3 мм. Такая система пьезопривода демонстрирует линейное отношение между подаваемым напряжением и удлинением. Благодаря линейному удлиняющему поведению и очень короткому времени отклика быстрое и точное удлинение пьезопривода может быть получено. В качестве примера, такие пьезоприводы имеют время отклика 8 миллисекунд для хода 0,3 мм при силе по меньшей мере 5 кН. Пьезопривод снабжается возбуждающими сигналами от средства 32 управления, которое предпочтительно также обеспечено запоминающим устройством. Средство 32 управления может дополнительно обрабатывать информацию, принимаемую от датчика 34, который на схематичном чертеже на фиг.1 упрощенно показан как система видеонаблюдения линии.
Удлиняемый поршень 36 привода 30 неподвижно прикреплен к оси вращения 38 опорного ролика 20. Это прикрепление может быть реализовано обычным путем, например, путем фиксации поршня 36 пьезопривода 30 к подшипниковому элементу 40 оси вращения 38. Чтобы выполнять движение вверх и вниз опорного ролика 20 относительно двигателя 26 опорного ролика, который находится в неподвижном положении, двигатель 26 опорного ролика и подшипник 40 опорного ролика 20 соединены с помощью плоской пружины 42, которая действует как шарнир.
В конкретном примере, показанном на фиг.1, показан один пьезопривод 30. Однако также можно использовать два или больше пьезоприводов, которые могут быть прикреплены к индивидуальным подшипникам, удерживающим вал вращения 38 опорного ролика. Если два пьезоэлемента прикреплены к валу вращения, оба пьезопривода 30 разделены в направлении перпендикулярно плоскости фиг.1. В таком случае можно иметь дело с изделиями, имеющими толщину профиля сердцевины, которая не только меняется в направлении А обработки, но также в перпендикулярном ему направлении.
Работа устройства, показанного на фиг.1, будет теперь объяснена посредством конкретного примера, данного на фиг.2а-2f.
Фиг.2а показывает изделие 12 и направление переноса А через устройство изобретения. Как можно видеть на фиг.2а, профиль сердцевины в направлении А обработки продукта 12 является непостоянным. Секция 12а переднего конца и задний конец 12b имеют меньшую толщину сердцевины. Начиная от заднего конца, толщина сердцевины непрерывно увеличивается в секции 12с и достигает постоянной толщины в средней секции 12е. Начиная от секции 12а переднего конца с постоянной толщиной, есть ступенчатое увеличение толщины сердцевины в секции 12d, достигая средней секции 12е с постоянной толщиной сердцевины. Секция 12с имеет медленное увеличение, тогда как секция 12d представляет собой очень резкое увеличение, которое является почти ступенчатым изменением толщины.
Если желательна постоянная глубина тиснения или плотность, операция тиснения в устройстве согласно фиг.1 должна учитывать толщину профиля сердцевины. Поэтому, как схематично показано на фиг.2b, положение пьезопривода 30 необходимо регулировать по длине изделия. Показанная кривая 43 использует такой же размер длины, как профиль сердцевины, данный на фиг.2а. Она показывает, что привод должен быть в самом нижнем положении, в положении 43а, соответствующем секции 12а переднего конца и заднего конца 12b изделия 12, он резко поднимается в секции 12d изделия, где толщина сердцевины ступенчато увеличивается, начиная от секции 12а переднего конца, достигает постоянного уровня в секции 43b положения привода, в котором привод поднят до постоянной высоты для постоянной толщины сердцевины в секции 12е изделия, и в конце непрерывно снижается снова, достигая опять положения 43а.
Фиг.2с, 2d и 2е показывают вторую функцию пьезопривода, который может быть использован альтернативно или в добавление к функции, изложенной на фиг.2а и 2b, учитывая профиль сердцевины.
Фиг.2с показывает продукт 12 сверху и рисунок тиснения 44, используемый для изделия, показанного на фиг.2а и 2с. Есть два линейных понижения 44а и 44b тиснения, которые близко к заднему концу 12b изделия 12 соединяются с помощью дугообразного понижения 44с тиснения.
В областях 44а и 44b, где понижение тиснения прикладывается в направлении обработки (см. фиг.2а), изгибающие силы, действующие на станцию тиснения, состоящую из обрабатывающего ролика и опорного ролика, относительно малы. Это показано на схематичном графике на фиг.2d, который дает относительное отклонение устройства тиснения по длине изделия в направлении обработки. Размер длины такой же, как используется на всех фиг.2а-2f, тогда как отклонение является схематичной величиной, которая зависит от многих конструкционных деталей устройства тиснения. Однако можно видеть, что кривая отклонения 46 показывает низкое отклонение в секции 44а и 44b, тогда как в дугообразной секции 44с с тисненым рисунком, которая имеет увеличенное линейное давление в направлении перпендикулярно направлению обработки, кривая отклонения 46 образует пик 46с. Такое отклонение имеет эффект того, что зазор между печатающим роликом и опорным роликом расширяется. Чтобы учесть такое расширение зазора, пьезоэлектрический привод может работать, чтобы компенсировать это. Это показано на фиг.2е, которая схематично показывает положение привода для компенсации отклонения по длине изделияа в направлении обработки. Кривая 48 положения привода является зеркальным отображением кривой 46 отклонения, так как, как подчеркнуто выше, отклонение приводит к расширению зазора, которое должно компенсировать положение привода. Поэтому в областях, где отклонение самое высокое, кривая 48 положения привода должна быть самой низкой, что означает, что зазор между печатающим роликом и опорным роликом близок к степени, в которой он уширяется путем отклонения. Это объясняет, почему в области 48с положение привода должно быть самым низким близко к заднему концу продукта.
Фиг.2f показывает объединенную кривую 50, которая дает положение привода, учитывая толщину профиля сердцевины изделий, и положение привода, чтобы компенсировать эффекты отклонения. Следует заметить, что фиг.2f просто использует суперпозицию данных схематичного положения привода на чертежах 2b и 2е, оба из которых сами были только схематичными. Однако, когда правильные положения привода, учитывая толщину профиля изделий, и правильные положения привода, учитывая эффекты отклонения, количественно определены, суперпозиция положений привода от обоих индивидуальных эффектов, которые, в комбинации, приводят к объединенной кривой 50 положения привода, показанной на фиг.2f, учитывает и корректирует оба эффекта.
Можно видеть, что с помощью пьезоэлектрических приводов, имеющих очень короткое время отклика и способность обеспечивать очень точное позиционирование даже при высоком давлении или нагрузке, могут точно обрабатываться даже изделия, непрерывно подаваемые и обрабатываемые при высокой скорости переноса, приводя к высококачественной обработке изделий.
Выдачное устройство
Распределитель изделий и покрывающий элемент для распределителя изделий
Стопка взаимно сложенных абсорбирующих листовых изделий и способ ее формирования
Выдачное устройство с запирающим средством
Способ складывания прокладок, используемых при недержании
Дозатор с вакуумными присосками
Впитывающая прокладка с асимметричной впитывающей способностью и впитывающее изделие, содержащее впитывающую прокладку
Средство и способ обнаружения присутствия в туалетной комнате по меньшей мере одного объекта, подлежащего уборке
Противомикробная очищающая композиция с низким содержанием спирта
Боковые панели для впитывающего изделия
Способ для улучшенного производства диспенсеров
Упаковочный блок, содержащий впитывающие изделия и по меньшей мере один пояс, функционирующий в качестве захватного устройства
Выдачное устройство
Распределитель изделий и покрывающий элемент для распределителя изделий
Стопка взаимно сложенных абсорбирующих листовых изделий и способ ее формирования
Выдачное устройство с запирающим средством
Способ складывания прокладок, используемых при недержании
Дозатор с вакуумными присосками
Впитывающая прокладка с асимметричной впитывающей способностью и впитывающее изделие, содержащее впитывающую прокладку
Средство и способ обнаружения присутствия в туалетной комнате по меньшей мере одного объекта, подлежащего уборке

