Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ КОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНЫХ ПРОВОЛОК
Вид РИД
Изобретение
Изобретение относится к области контактной сварки и наплавки, в частности может быть использовано при восстановлении изношенных валов контактной приваркой стальных проволок.
Известен способ формирования металлопокрытия контактной приваркой присадочных проволок, при котором с противоположных сторон к поверхности вала прижимают двумя роликами-электродами две присадочные проволоки, включают привод наплавочной установки и приваривают присадочные проволоки к валу по винтовой линии мощными импульсами тока, чередующимися с паузами.
Недостатком известного способа является низкое качество металлопокрытия. Перед наплавкой присадочные проволоки прижимают к восстанавливаемой поверхности вала роликами-электродами с его противоположных сторон, причем взаиморасположение присадочных проволок обеспечивают визуально, следовательно, неточно. Из-за этого сварные валики из металла противорасположенных присадочных проволок приваривают по винтовой линии с неравномерным перекрытием, не обеспечивают при этом однородность структуры металлопокрытия и отсутствие зазоров между смежными сварными валиками.
Цель способа - повысить качество формируемого металлопокрытия путем приварки проволок с постоянным перекрытием по ширине сварных валиков.
Указанная цель достигается тем, что перед приваркой на вал накладывают кондуктор, пропускают присадочные проволоки через два сквозных направляющих отверстия кондуктора; параллельные оси отверстий располагают в плоскости, перпендикулярной оси вала, расстояние между осями выполняют равным сумме диаметров вала и присадочной проволоки.
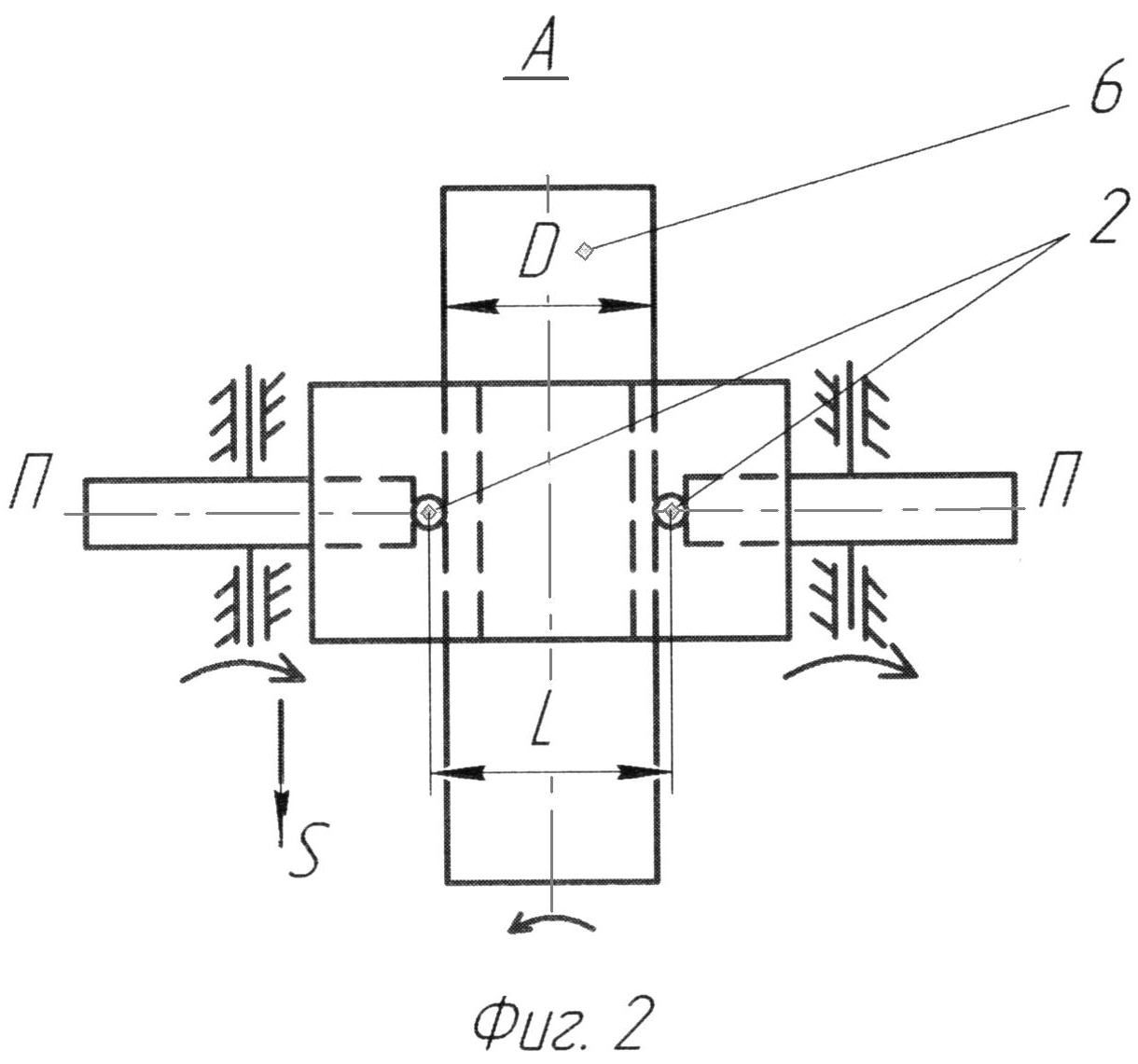
На фигуре 1 приведена схема формирования металлопокрытия предлагаемым способом, на фигуре 2 дается вид сверху.
Присадочные проволоки 1 проходят через отверстия 2 кондуктора 3 и направляющие наконечники 4 к поверхности 5 вала 6 и привариваются роликами-электродами 7.
Суть способа заключается в следующем. Перед приваркой на восстанавливаемую поверхность 5 вала 6 накладывают кондуктор 3, через параллельные сквозные направляющие отверстия 2 которого и направляющие наконечники 4, крепления которых к суппорту установки ослабляют, подводят к месту приварки присадочные проволоки 1 и прижимают их роликами-электродами 7 к восстанавливаемой поверхности 5 с противоположных сторон вала 6. Отверстия 2 кондуктора 3 выполняют таким образом, что плоскость П-П, проходящая через их оси, перпендикулярна оси вала 6, а межосевое расстояние L между осями отверстий 2 равно сумме диаметров D вала 6 и d присадочной проволоки 1. Тем самым обеспечивают точное взаиморасположение присадочных проволок 1 и направляющих наконечников 4 перед приваркой. Направляющие наконечники 4 фиксируют на суппорте наплавочной установки и производят приварку проволок 1 на поверхность 5 вала 6, обеспечивают выбором шага наплавки S по винтовой линии необходимое и постоянное по величине перекрытие сварных валиков, формируемых из проволок 1. Каждый последующий сварной валик перекрывает предыдущий на одну и ту же величину. После включения сварочного тока кондуктор 3 приподнимают вверх по присадочной проволоке 1. При приварке вторая (правая на фиг.1) из проволок 1 выше зоны приварки разрушается роликом-электродом 7.
Кондуктор 3 изготавливают из диэлектрических материалов, диаметры отверстий 2 выполняют на 0,1...0,2 мм больше диаметров d присадочных проволок 1. Размер центрирующей поверхности кондуктора 3 соответствует диаметру поверхности 5. Для каждого диаметра навариваемой поверхности 5 применяют отдельный кондуктор 3.
Пример осуществления способа. Восстанавливают вал из стали 45 ГОСТ 1050-88 присадочной проволокой 1,8 ПК-2 ГОСТ 9389-75 с применением кондуктора с направляющими отверстиями диаметром 2 мм с межосевым расстоянием 52 мм. Режим приварки: действующее значение сварочного тока 8 кА, усилия на роликах-электродах 2 кН, длительность импульсов тока 0,04 с, длительность пауз 0,08 с, окружная скорость вращения детали 22 мм/с, шаг наплавки по винтовой линии 5,5 мм/об. Ширина сварных валиков была замерена после приварки по последнему витку и оказалась равной 3,2 мм. Перекрытия смежных сварных валиков с обеих их сторон были одинаковыми и равными 0,45 мм. Межвитковые зазоры отсутствовали.
Применение предлагаемого способа позволяет повысить качество восстановления и однородность структуры металлопокрытия.
Источник информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981.-С.92.
Способ формирования металлопокрытия на валу при его восстановлении, включающий прижатие двух присадочных проволок с противоположных сторон к поверхности вала двумя роликами-электродами, включение привода наплавочной установки и контактную приварку присадочных проволок к валу по винтовой линии импульсами тока, чередующимися с паузами, отличающийся тем, что перед прижатием присадочных проволок роликами-электродами на поверхности вала располагают кондуктор, выполненный с центрирующей поверхностью, диаметр которой равен диаметру вала, и двумя параллельными сквозными отверстиями, расстояние между осями отверстий равно сумме диаметров вала и присадочной проволоки, при этом оси отверстий расположены в плоскости, перпендикулярной оси вала, а присадочные проволоки к месту приварки подводят через вышеупомянутые отверстия кондуктора и направляющие наконечники.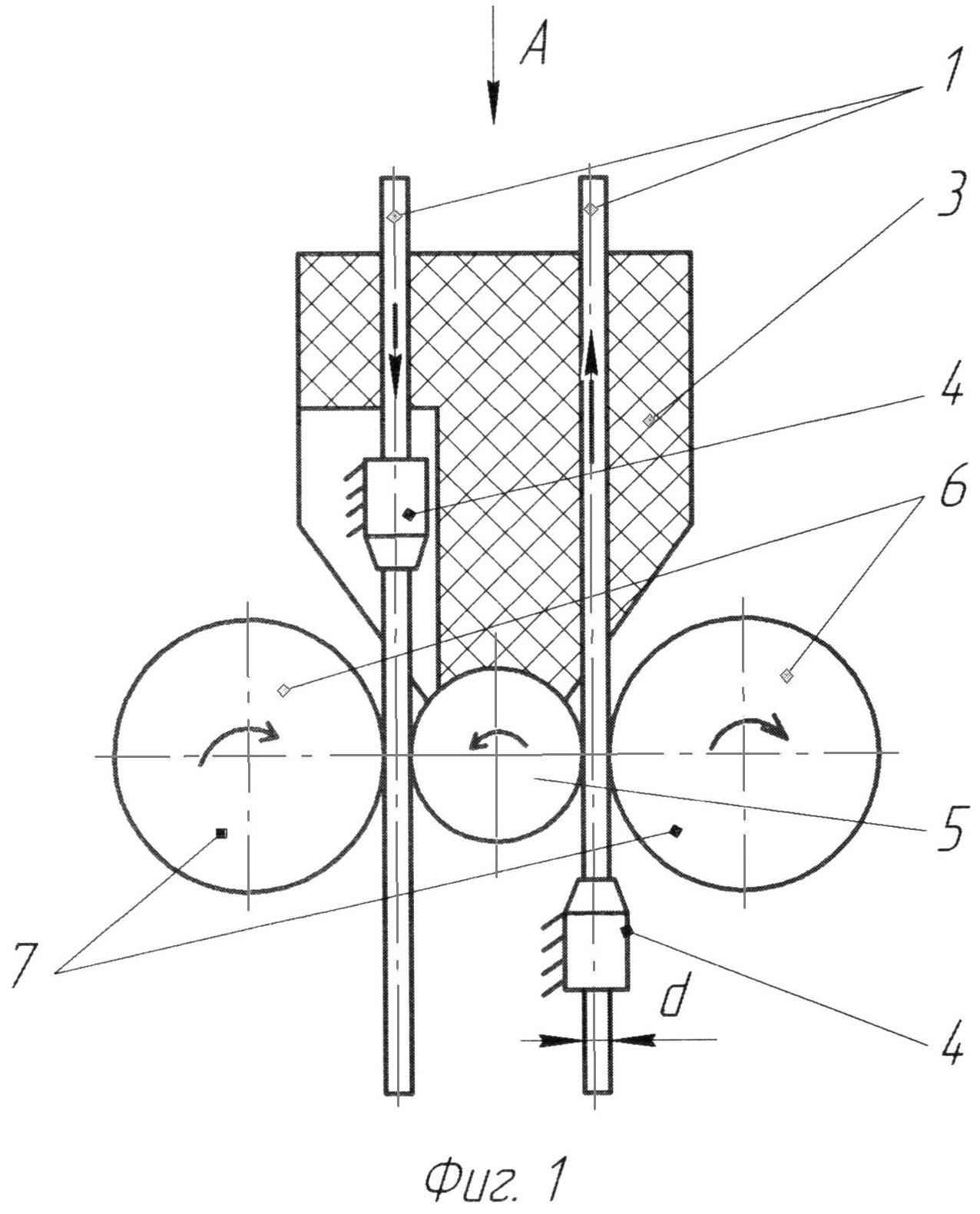
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ определения пористости металлопокрытия из присадочного металлического порошка
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки
Способ контактной стыковой сварки давлением
Комбинированная присадка для электроконтактной приварки на основе стальной ленты
Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты

