Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА
Вид РИД
Изобретение
Способ относится к области контактной сварки и может применяться при восстановлении изношенных поверхностей деталей электроконтактной приваркой металлических порошков.
Известен способ определения пористости металлопокрытия из присадочного металлического порошка, при котором на изношенную поверхность детали наносят металлопокрытие электроконтактной приваркой и определяют пористость металлопокрытия, как отношение объемов пор, пустот и несплошностей к общему объему сформированного из порошка металлопокрытия [1].
Недостатком известного способа является его сложность и трудоемкость, необходимость металлографического оборудования. При определении пористости по прототипу из восстановленной детали вырезают образец, изготавливают шлиф, пористость металлопокрытия определяют на металлографическом микроскопе, замеряя размеры пор, пустот и несплошностей. Точность известного способа недостаточно высокая.
Применение предлагаемого способа позволяет получить новый технический эффект - снизить трудоемкость и упростить процесс определения пористости металлопокрытия.
Такой эффект достигается за счет того, что изготавливают контейнер из стальной сетки, просветы которой меньше размеров гранул порошка, определяют массы контейнера и присадочного порошка, по плотности материалов определяют объем проволок сетки контейнера и суммарный объем гранул порошка, засыпают порошок в контейнер, производят приварку порошка вместе с контейнером на изношенную поверхность детали, определяют общий объем металлопокрытия, сформированного из материалов сетки и присадочного порошка, отдельно определяют объем слоя металлопокрытия из присадочного порошка и объем в нем пор, пустот и несплошностей, вычисляют пористость металлопокрытия, как отношение объемов пор, пустот и несплошностей к объему прослойки, сформированной из порошка.
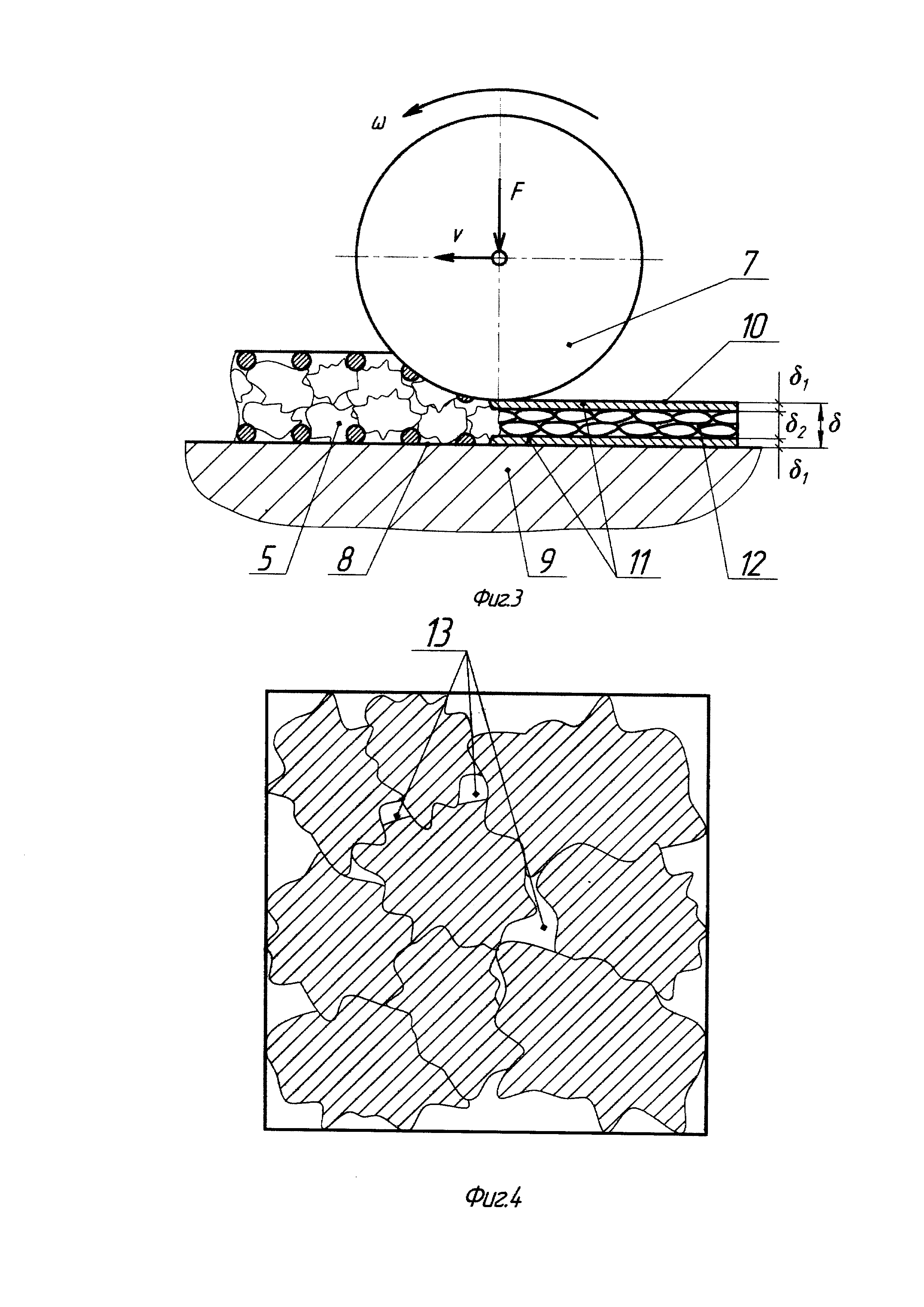
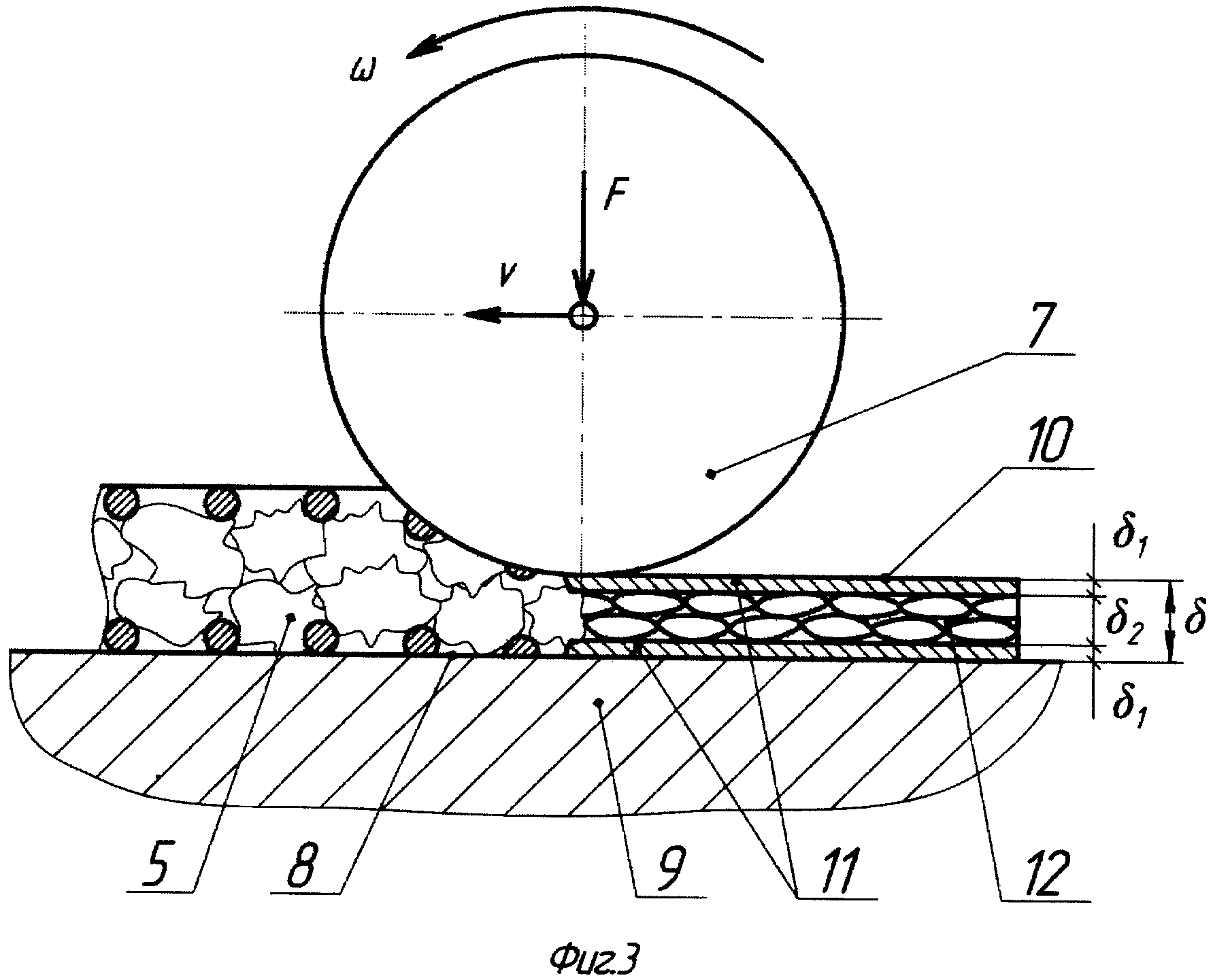
На фиг. 1 показан контейнер из стальной сетки с размещенным в нем присадочным порошком; на фиг. 2 - сечение А-А контейнера; на фиг. 3 - процесс электроконтактной приварки контейнера с порошком на изношенную поверхность детали; на фиг. 4 - пористая структура слоя металлопокрытия из присадочного порошка.
В контейнер 1 из стальной сетки 2, сплетенной из проволок 3 с просветами 4, размещают гранулы 5 металлического порошка 6. Контейнер вместе с порошком приваривают роликом-электродом 7 к изношенной поверхности 8, формируя на детали 9 металлопокрытие 10, содержащее верхний и нижний слои 11 из металла сетки и прослойку 12 из металлического порошка. В структуре прослойки из приваренного металлического порошка имеются поры, пустоты и несплошности 13.
Сущность способа заключается в следующем. Изготавливают контейнер 1 из стальной сетки 2 с габаритными размерами А и В, соответствующими размерам изношенной поверхности 8 детали 9. Взвешиванием определяют массу контейнера 1 и массу порошка 6, а по плотностям материалов определяют объемы VПР проволок 3 контейнера 1 и суммарный объем VГР гранул 5 присадочного порошка 6. Засыпают порошок 6 в контейнер 1, приваривают присадку к изношенной поверхности 8 детали 9, формируют ровное, малогребнистое металлопокрытие 10, содержащее верхний и нижний слои 11 из металла сетки 2 и прослойку 12 из металлического порошка 6. При приварке металл проволок 3 сетки 2 практически полностью переносят при приварке на деталь 9. Замеряют полную толщину δ металлопокрытия 10 и определяют его объем V=А⋅δ, где А - площадь восстановленной поверхности 8 детали 9. Принимают объем V1 верхнего и нижнего слоев 11 металлопокрытия 10 из металла сетки 2 равным объему VПР проволок контейнера 1. Ввиду того что просветы Д сетки 8 меньше размеров С гранул 5 порошка 6, считают потери порошка 6 при приварке минимальными, принимают, что весь объем VГР гранул 5 порошка 6 переносится на деталь 9. Вычисляют объем пор, пустот и несплошностей 13 в объеме прослойки 12, сформированной из металлического порошка 6 VПОР=V-V1-VГР. Оценивают пористость металлопокрытия, как отношение объемов VПОР пор, пустот и несплошностей 13 к общему объему V-V1, сформированного из порошка прослойки 12 в металлопокрытии 10 по зависимости П=VПОР/(V-V1).
Пример осуществления способа. Восстанавливают вал из стали 12Х18Н10Т ГОСТ 5632-72 диаметром 45 мм с шириной изношенной шейки 100 мм. Из сетки 2-025-02 12Х18Н10Т ТУ 14-4-507-89 с квадратными ячейками изготавливают контейнер с площадью основания 138×97 мм2, соответствующей (с учетом 2-3%-ной продольной и поперечной осевой деформации присадки при ее приварке) площади восстанавливаемой поверхности вала. Взвешиванием определяют массу проволок контейнера МПР=0,0313 кг, вычисляют объем проволок контейнера
VПР=V1=МПР/ρПР=0,0313/7900=3,96×10-6 м3.
Засыпают в контейнер присадочный порошок 316 LF 250-355 μМ массой МПОР=0,06 кг с объемом гранул VГР=МПОР/ρГР=0,06/7900=7,59×10-6 м3.
Приваривают контейнер вместе порошком на деталь на режиме: действующее значение сварочного тока 8900 А; длительности импульсов тока 0,06 с; пауз 0,08 с; усилие прижатия ролика-электрода диаметром 350 мм с шириной рабочей поверхности 4,5 мм 2300 Н. После приварки замеряют среднюю толщину металлопокрытия δ=1,16 мм, вычисляют общий объем металлопокрытия V=0,141×0,100×0,00116=16,4×10-6 м3. Вычитают из общего объема металлопокрытия объем материала контейнера, объем гранул металлического порошка и определяют объем пор, пустот и несплошностей в прослойке, сформированной из присадочного порошка
VПОР=V-V1-VГР=16,4×10-6-3,96×10-6-7,59×10-6=4,85×10-6 м3.
Определяют пористость прослойки, сформированной из присадочного порошка П=VПОР/(V-V1)=4,85×10-6/(16,4×10-6-3,96×10-6)=0,390.
Для сравнения определяют пористость известным способом П=0,361.
Предлагаемый способ определения пористости проще известного и не требует для его реализации металлографического оборудования.
Источники информации
Гаскаров И.Р. Восстановление автотракторных деталей электроконтактной приваркой композиционных материалов. Дисс. канд. техн. наук. - Уфа, 2006. С. 65.
Способ восстановления изношенных поверхностей вала электроконтактной приваркой присадочного материала, включающий приварку присадочного материала, содержащего стальную сетку и порошок, и определение пористости полученного металлопокрытия как отношение объема пор, пустот и несплошностей к его общему объему, отличающийся тем, что используют присадочный материал, выполненный в виде заполненного гранулами металлического порошка контейнера из стальной сетки, просветы которой меньше размеров упомянутых гранул, причем площадь контейнера выбирают в соответствии с площадью восстанавливаемой поверхности с учетом его продольной и поперечной деформации при приварке, при этом для определения пористости полученного металлопокрытия предварительно определяют массу и объем проволок сетки контейнера и гранул металлического порошка, а после приварки упомянутого присадочного материала на изношенную поверхность измеряют толщину металлопокрытия, сформированного из материала сетки и материала присадочного порошка, и определяют его общий объем, после чего вычисляют объем пор, пустот и несплошностей в прослойке из металлического порошка с учетом упомянутого объема проволок сетки контейнера и гранул металлического порошка.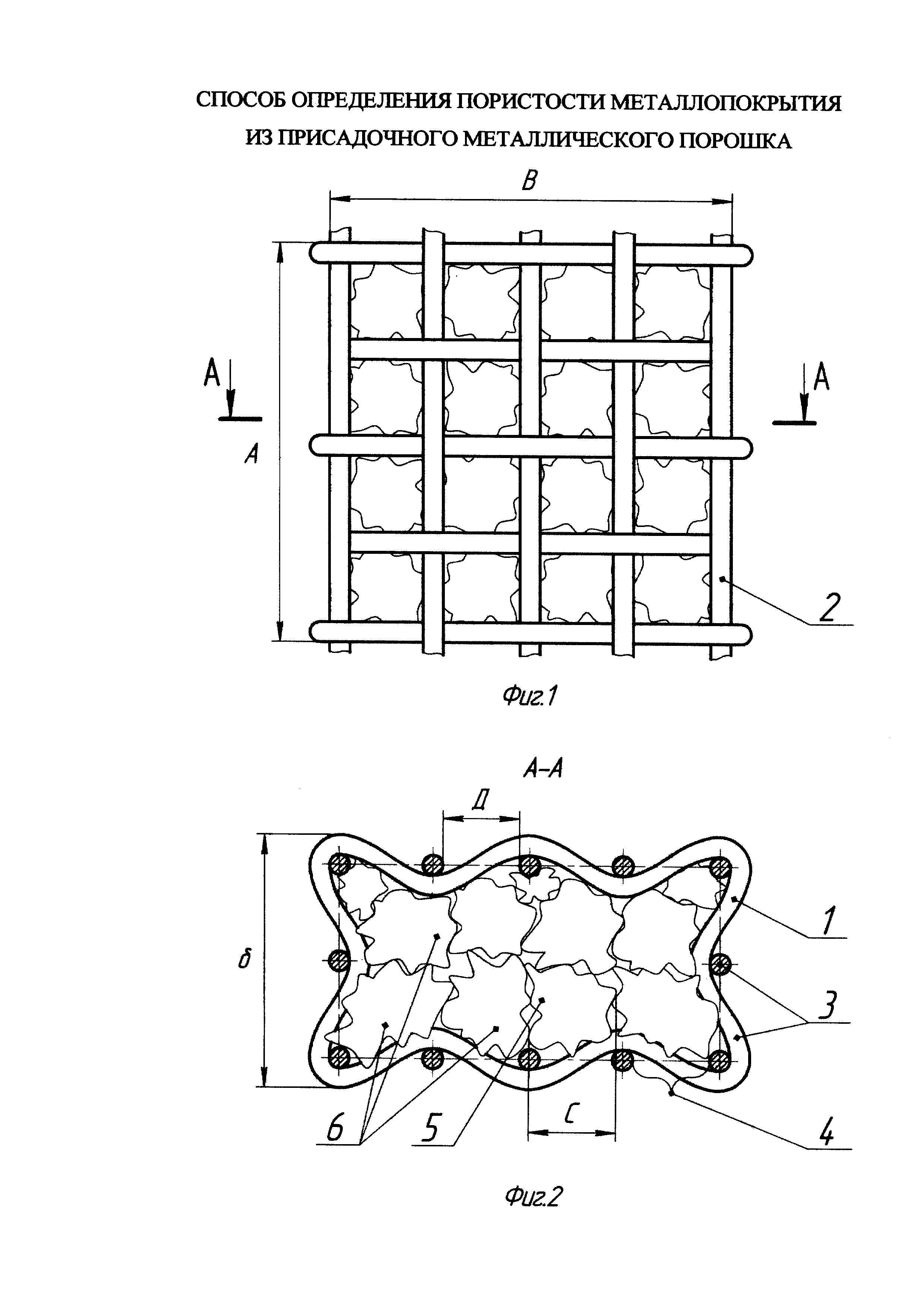
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия контактной приваркой присадочных проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия контактной приваркой присадочных проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки
Способ изготовления комбинированной присадки для восстановления поверхности детали контактной роликовой сваркой
Присадочная лента для электроконтактной приварки
Присадка для электроконтактной приварки
Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты
Присадка для электроконтактной приварки

