Результат интеллектуальной деятельности: Способ контактной стыковой сварки давлением
Вид РИД
Изобретение
Изобретение относится к области стыковой контактной сварки давлением и может применяться при сварке металлических прутков встык.
Известен способ контактной стыковой сварки давлением, при котором свариваемые прутки прижимают друг к другу торцами сварочным усилием, пропускают через стык сварочный ток, металл прутков в зоне стыка разогревают до пластического состояния и осаживают [1].
Недостатком известного способа является наличие наружного наплыва в зоне стыка прутков, образующегося при пластической деформации свариваемых металлов. При этом степень пластической деформации в стыке прутков оказывается недостаточной для обеспечения необходимой прочности формируемого в твердой фазе сварного соединения.
Цель предлагаемого технического решения - сформировать прочное сварное соединение без наружного наплыва.
Указанный технический эффект достигается тем, что предварительно в прутках со стороны их свариваемых торцов выполняют глухие цилиндрические отверстия, поперечные сечения последних выбирают равными 0,5…0,6 сечений прутков, глубину 0,15…0,20 диаметров прутков; перед сваркой на прутках с малым зазором стяжными болтами устанавливают полухомуты, ограничивающие пластическую деформацию в направлении от оси прутков, а технологический режим сварки выбирают из условия полного закрытия полостей в свариваемых изделиях.
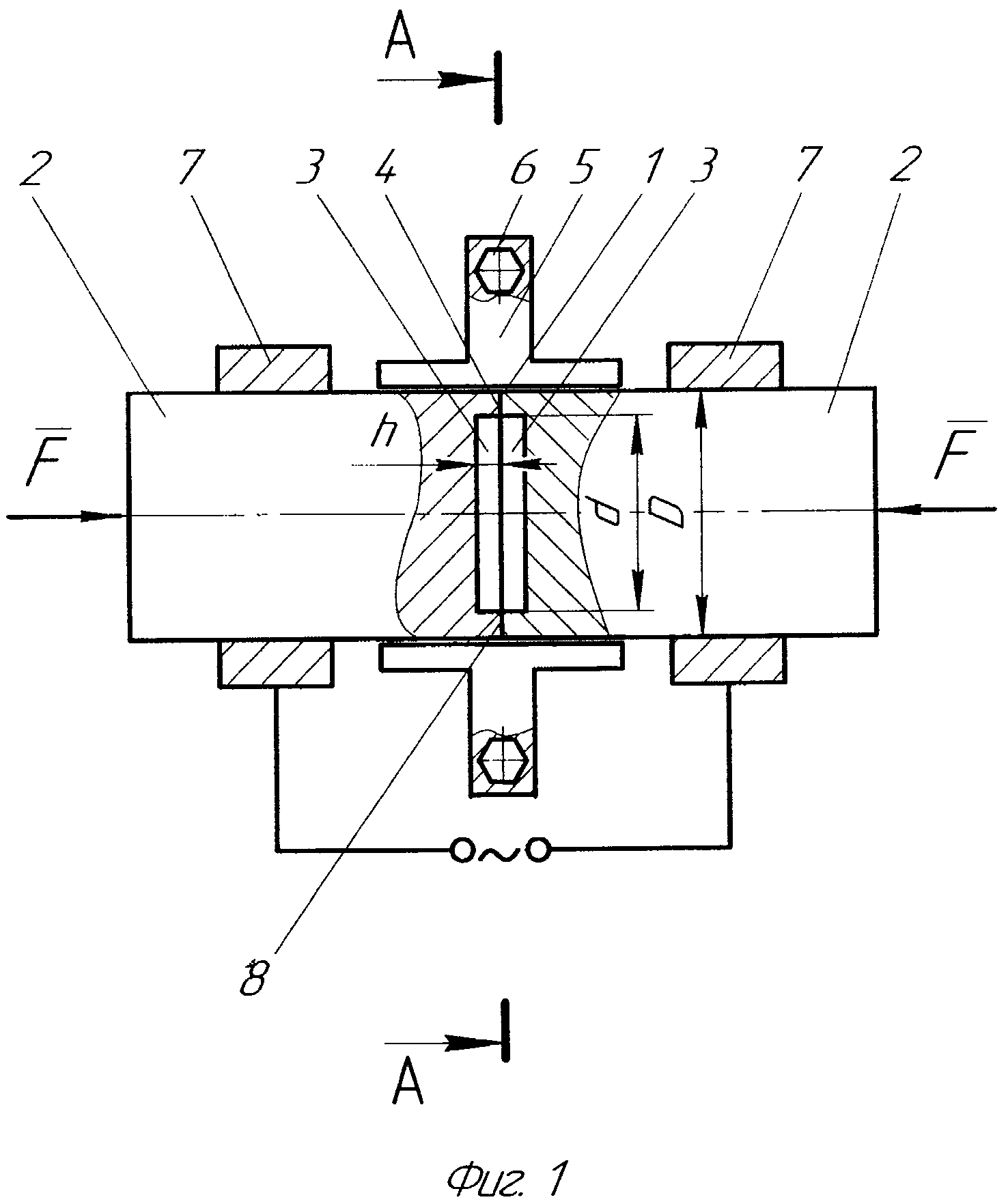
На фиг. 1 приведена схема стыковой сварки прутков; на фиг. 2 - сечение А-А, выполненное по стыку прутков.
В торцах 1 прутков 2 диаметром D выполнены глухие цилиндрические отверстия 3 диаметром d и глубиной h. Прутки, прижатые друг к другу со сварочным усилием F, образуют кольцевой контакт 4. На прутках установлены полухомуты 5, стянутые болтами 6. С применением электродов 7 между прутками формируют сварной шов 8.
Суть технического решения заключается в следующем. Перед сваркой в торцах 1 прутков 2 сверлят глухие цилиндрические отверстия 3. На прутках 2 в районе кольцевого контакта 4 с малым зазором посредством болтов 6 устанавливают полухомуты 5. Между электродами 7 пропускают сварочный ток, разогревают металл прутков 2 в районе кольцевого контакта 4 до пластического состояния и осаживают усилием F. Перемещение горячего металла в направлении от осей прутков 2 ограничивают полухомутами 5, вследствие чего наплыв в зоне стыка прутков 2 не образуется. Разогретый до пластического состояния металл прутков 2 перемещается в отверстия 3 и заполняет их объем.
Экспериментально установлено, что прочное сварное соединение в твердой фазе, близкое к прочности свариваемого металла, образуется в том случае, когда сечения отверстий в торцах прутков сечении равны 0,5…0,6 сечений прутков. При меньших диаметрах отверстий и больших площадях контактов возникают трудности разогрева металла прутков до пластического состояния. При сечениях отверстий больше указанных значений из-за повышенной плотности тока возможен перегрев, плавление и выплески свариваемого металла.
Установлено также, что полости глухих отверстий полностью заплавляются при их глубине 0,15…0,20 диаметров прутков.
Определенные экспериментально рациональные геометрические параметры отверстий в торцах прутков подтверждаются также расчетом.
Общеизвестно, что прочность сварного соединения в твердой фазе зависит от степени пластической деформации металла в сварном стыке. Происходящее относительное движение находящегося в пластическом состоянии металла по сварному стыку в сочетании со сварочным усилием приводит к разрушению и удалению плотных оксидных пленок, являющихся препятствием для образования металлических связей соединяемых поверхностей.
Относительную деформацию в плоскости стыка при полном заплавлении полостей в свариваемом изделии вычисляют следующим образом. По обусловленному отношению поперечных сечений отверстий и прутков определяют отношения их диаметров α:

Определяют начальные A0 и конечные А (после осадки) площади контактов:

Изменения площадей контактов равны ΔА=А-А0=π⋅D2⋅α2/4. Таким образом, относительная пластическая деформация в плоскости стыка εст при рекомендуемых значениях α равна
Объем V0 пластически деформируемого металла прутка равен

После полной осадки деформированный металл принимает форму цилиндра диаметром D и высотой δ, при этом:

Осевая относительная пластическая деформация металла εОС при рекомендуемых значениях α равна:
Выполненные расчеты показали высокие значения относительных пластических деформаций металла в зоне стыка, достаточные для прочности приварки, равной или близкой к прочности на разрыв металла прутков.
Пример осуществления способа. Сваривали прутки из стали 45 ГОСТ 1050-88 диаметром D=36 мм, в торцах которых были выполнены цилиндрические глухие отверстия диаметром d=26 мм глубиной h=7 мм. Поверх стыка с зазором 0,5 мм установили полухомуты. Сварочное усилие F составило 7,5 кН, сварочный ток равен 30 кА, продолжительность приварки была равна 2 с. После приварки наружный наплыв в зоне стыка прутков практически отсутствовал. Методом разрушающего контроля определили прочность приварки прутков σ=390 МПа. Полость в стыке прутков оказалась полностью заплавленной.
Таким образом, применяя данный способ, можно сформировать высокопрочное сварное соединение прутков без образования в зоне стыка наружного наплыва.
Источник информации:
Гуляев А.И. Технология и оборудование контактной сварки. Машиностроение, 1988. С. 32.
Способ контактной стыковой сварки давлением прутков, при котором свариваемые прутки прижимают друг к другу торцами сварочным усилием и пропускают через стык сварочный ток, при этом металл прутков в зоне стыка разогревают до пластического состояния и осаживают, отличающийся тем, что в прутках со стороны их свариваемых торцов предварительно выполняют глухие цилиндрические отверстия, поперечные сечения последних выбирают равными 0,5…0,6 сечений прутков, а глубину – 0,15…0,20 диаметров прутков, при этом перед сваркой на прутках с малым зазором стяжными болтами устанавливают полухомуты, ограничивающие пластическую деформацию в направлении от оси прутков, а технологический режим сварки выбирают из условия полного закрытия полостей в свариваемых изделиях.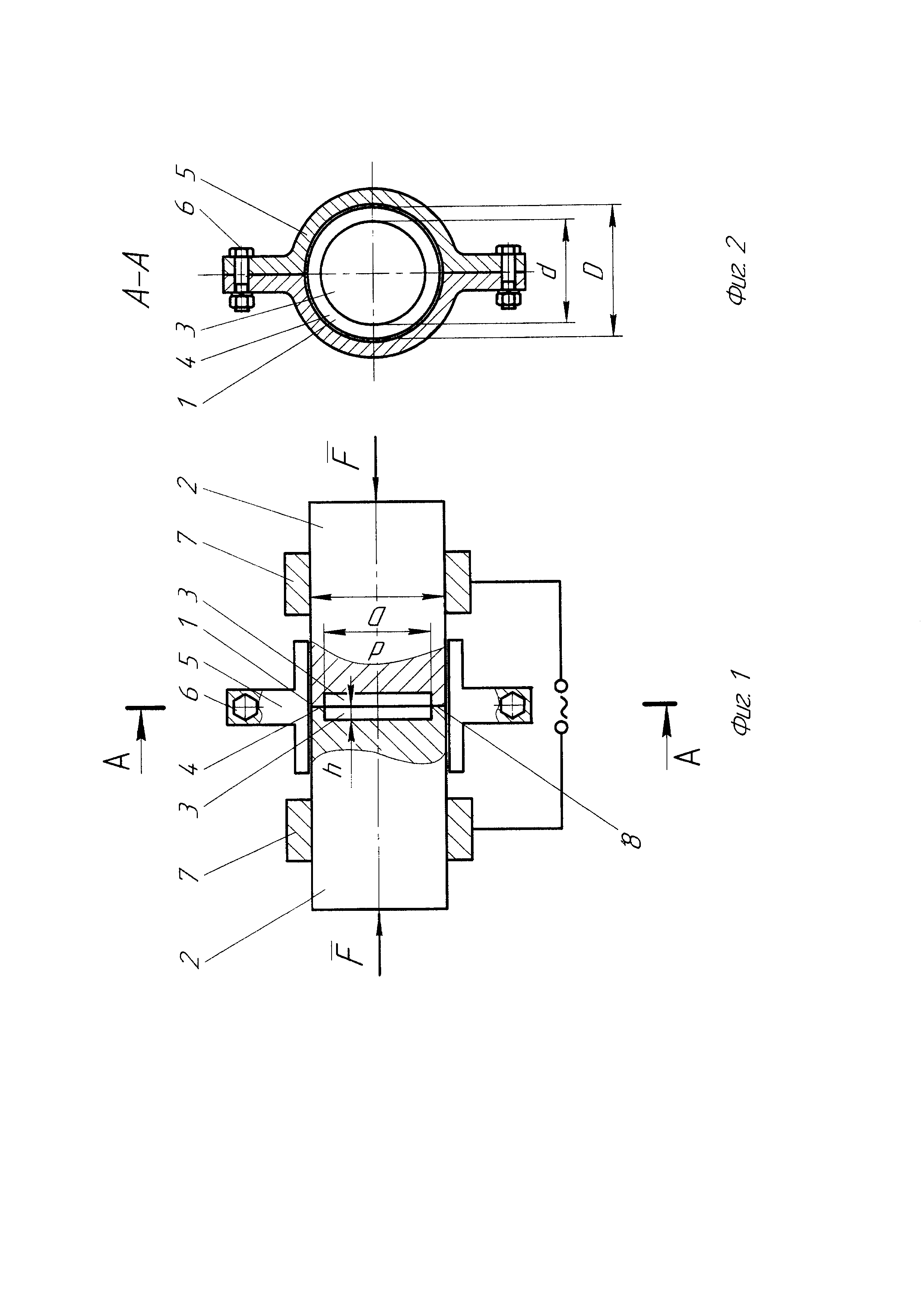
Способ гистологической оценки степени созревания мяса
Полуфабрикат мясорастительный рубленый функциональной направленности
Комбинированное почвообрабатывающее орудие для предотвращения смещения почвы вниз по склону
Технологическая линия формовки и сушки керамического кирпича
Вентилятор системы очистки зерноуборочного комбайна
Вибрационная центрифуга
Устройство для сбора прополиса
Устройство для обработки клубней картофеля защитно-стимулирующими препаратами
Инкрустирующий модуль для предпосевной обработки клубней картофеля
Диагностический блок для технического контроля гидростатической трансмиссии (гст)
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия контактной приваркой присадочных проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ определения пористости металлопокрытия из присадочного металлического порошка
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки
Способ изготовления комбинированной присадки для восстановления поверхности детали контактной роликовой сваркой
Присадочная лента для электроконтактной приварки
Присадка для электроконтактной приварки
Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты

