Результат интеллектуальной деятельности: УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к автоматизации управления станами холодной прокатки труб (ХПТ), и может использоваться на всех типах станов ХПТ.
Известно, приводимое в качестве аналога устройство управления подачей и поворотом трубы стана холодной прокатки труб (см. А.Б. Рысс и др. «Опыт создания и тенденции развития современных систем управления станами холодной прокатки труб конструкции ВНИИМЕТМАШ», Тяжелое машиностроение №5, 2010 г., стр.32…35), где в качестве блоков управления подачей и поворотом трубы используются индивидуальные сервопривода.
Недостаток данного устройства заключается в следующем. Если во время прокатки трубы возникает необходимость остановить прокатку, то валки рабочей клети останавливаются в произвольном положении. При этом они часто останавливаются в таком положении, когда металл заготовки на очередном цикле прокатки уже «насадился» на оправку, а срыва металла с оправки еще не произошло. Поэтому при последующем пуске прокатки трубы имеет место существенное превышение момента двигателя главного привода клети стана над моментом двигателя необходимым для нормального запуска этого двигателя в работу по прокатке трубы. Это превышение момента, даже с учетом допустимых перегрузок на работу соответствующего привода, часто приводит к срабатыванию аварийной защиты схемы управления двигателем главного привода клети стана ХПТ, поломкам инструмента и соответствующих элементов стана ХПТ, останову работы и, следовательно, к снижению производительности работы стана ХПТ.
Поэтому при прокатке трубных заготовок, особенно из труднодеформируемых материалов, возникает задача останова валков клети стана ХПТ в требуемой точке, как правило, соответствующей разжатому положению валков клети, что существенно облегчает последующий пуск стана ХПТ.
Очевидно, что известное устройство, приводимое в качестве аналога, не обладает этим свойством.
Следует отметить, что применение для главного привода клети двигателей большей мощности, во-первых, существенно повышает стоимость всего оборудования стана ХПТ, а, во-вторых, в большинстве случаев недопустимо ввиду ограничений на динамические характеристики работы двигателя главного привода клети стана ХПТ.
Наиболее близким из существующих аналогов к предлагаемому изобретению (прототипом) является устройство управления подачей и поворотом трубы стана холодной прокатки труб (см., например, патент RU №2381852, опубл. 20.02.2010 г.), содержащее первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота, соответственно, выходы которых поступают на соответствующие входы приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота поступают на входы первого блока управления, третий выход которого соединен со входом схемы управления двигателем главного привода клети стана холодной прокатки труб, при этом первый блок управления соединен также с первым задатчиком, датчик положения типа вал-код, вычислительный блок и второй задатчик, причем выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан со входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика, при этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока, а выход первого задатчика соединен также с соответствующим входом второго задатчика.
Недостаток данного устройства аналогичен вышеописанному. Так, если во время прокатки трубы возникает необходимость остановить прокатку, то валки рабочей клети останавливаются в произвольном положении. При этом они часто останавливаются в таком положении, когда металл заготовки на очередном цикле прокатки уже «насадился» на оправку, а срыва металла с оправки еще не произошло. Поэтому при последующем пуске прокатки трубы имеет место существенное превышение момента двигателя главного привода клети стана над моментом двигателя необходимым для нормального запуска этого двигателя в работу по прокатке трубы. Это превышение момента, даже с учетом допустимых перегрузок на работу соответствующего привода, нередко приводит к срабатыванию аварийной защиты схемы управления двигателем главного привода клети стана ХПТ, поломкам инструмента и соответствующих элементов стана ХПТ, останову работы и, следовательно, к снижению производительности работы стана ХПТ.
Поэтому при прокатке трубных заготовок, особенно из труднодеформируемых материалов, возникает задача останова валков клети стана ХПТ в требуемой точке, как правило, соответствующей разжатому положению валков клети, что существенно облегчает последующий пуск стана ХПТ.
Очевидно, что известное устройство, приводимое в качестве прототипа не обладает этим свойством.
Следует отметить, что применение для главного привода клети двигателей большей мощности, во-первых, существенно повышает стоимость всего оборудования стана ХПТ, а во-вторых, в большинстве случаев недопустимо ввиду ограничений на динамические характеристики работы двигателя главного привода клети стана ХПТ.
Техническим результатом предлагаемого изобретения является значительное повышение надежности и безотказности работы стана ХПТ, обеспечивающее его более высокую производительность работы, за счет возможности обеспечения остановки валков клети стана ХПТ в требуемом заданном положении, обеспечивающем последующий пуск двигателя главного привода клети стана ХПТ без существенных перегрузок.
Технический результат достигается тем, что в известное устройство управления подачей и поворотом трубы стана холодной прокатки труб, содержащее первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота, соответственно, выходы которых поступают на соответствующие входы приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота поступают на входы первого блока управления, третий выход которого соединен со входом схемы управления двигателем главного привода клети стана холодной прокатки труб, при этом первый блок управления соединен также с первым задатчиком, датчик положения типа вал-код, вычислительный блок и второй задатчик, причем выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан со входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика, при этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока, а выход первого задатчика соединен также с соответствующим входом второго задатчика, дополнительно вводятся второй вычислительный блок и третий задатчик, причем выход датчика положения типа вал-код соединен также с одним из входов второго вычислительного блока, другой вход которого соединен с одним из выходов первого блока управления, а третий вход второго вычислительного блока соединен с выходом третьего задатчика, при этом выход второго вычислительного блока соединен с одним из входов первого блока управления.
Заявленное устройство поясняется следующими графическими материалами:
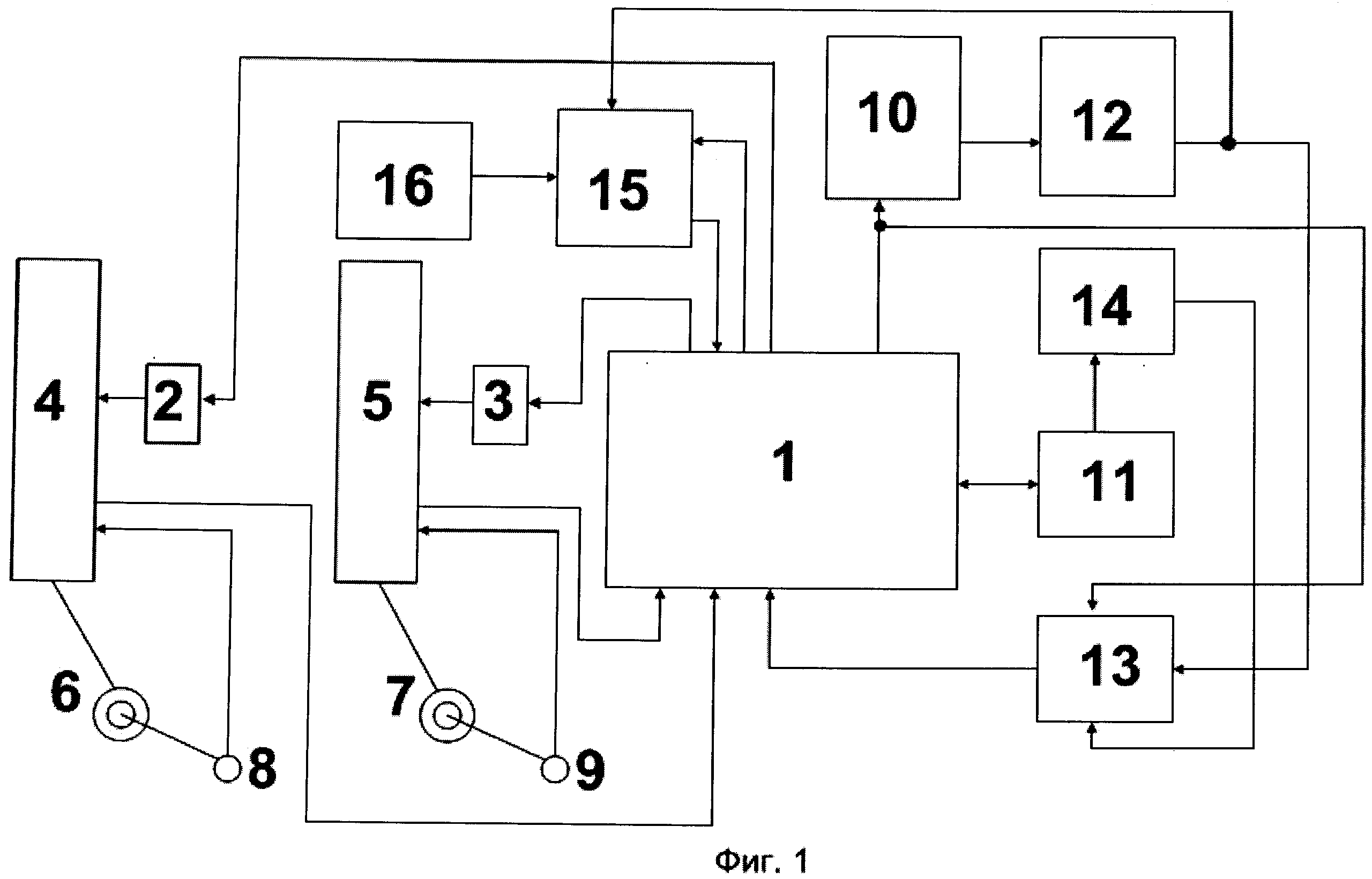
- на фиг.1 представлена схема устройства управления подачей и поворотом трубы в стана холодной прокатки труб;
- на фиг.2 показан график изменения скорости двигателя главного привода в процессе остановки в требуемой точке.
Устройство управления подачей и поворотом трубы в процессе прокатки стана ХПТ содержит первый блок 1 управления, реализующий управление подачей и поворотом трубы, второй блок 2 управления приводом подачи и третий блок 3 управления приводом поворота, которые управляют, соответственно, приводом 4 подачи и приводом 5 поворота. Сигналы с этих приводов поступают на двигатель 6 подачи и на двигатель 7 поворота, на валу которых расположены датчик 8 импульсов обратной связи подачи и датчик 9 импульсов обратной связи поворота.
Задающий сигнал, пропорциональный скорости вращения двигателя главного привода стана ХПТ, поступает с выхода первого блока управления на вход схемы 10 управления двигателем главного привода клети стана ХПТ.
Информация о величине подачи и поворота, а также о текущем калибре клети и текущем маршруте прокатки, поступает в первый блок управления с выхода первого задатчика 11. Через этот задатчик на вход первого блока управления поступает также команда на останов валков клети в требуемой точке.
Датчик положения 12 типа вал-код, электромеханически соединенный со схемой управления двигателем главного привода клети стана ХПТ, однозначно определяет угловое положение вала двигателя главного привода клети стана и, следовательно, однозначно определяет положение валков клети.
Вычислительный блок 13 принимает сигналы с датчика положения типа вал-код о текущем положении валков, с выхода первого блока управления о заданной скорости вращения двигателя главного привода стана ХПТ, а также со второго задатчика 14 об уставках и коэффициентах соответствующих установленному калибру и маршруту прокатки.
Второй вычислительный блок 15 получает уставки от третьего задатчика 16. Кроме того он связан управляющими сигналами с датчиком положения типа вал-код и с первым блоком управления.
По существу предлагаемого изобретения устройство управления подачей и поворотом трубы стана холодной прокатки труб работает следующим образом.
Отработка подачи и поворота трубы в процессе прокатки представляет собой разгон соответствующих двигателей 6 подачи и 7 поворота до установившейся скорости, с максимально возможным ускорением, движение на установившейся скорости и торможение с установившейся скорости до нулевой с максимально возможным замедлением. При этом угловой путь соответствующего двигателя, при этой отработке, пропорционален задаваемым уставкам подачи и поворота трубы, вырабатываемым первым блоком 1 управления и первым задатчиком 11. Заданные сигналы подачи и поворота трубы, вырабатываемые первым блоком 1 управления поступают, соответственно, во второй блок 2 управления приводом подачи и третий блок 3 управления приводом поворота, которые вырабатывают (посредством привода 4 подачи и привода 5 поворота) соответствующие сигналы скорости двигателей 6 подачи и 7 поворота пропорциональные заданным уставкам подачи и поворота. В процессе отработки подачи и поворота, сигналы обратной связи по положению поступают в привод 4 подачи и привод 5 поворота, с датчика 8 импульсов обратной связи подачи и датчика 9 импульсов обратной связи поворота, соответственно. После окончания отработки подачи и поворота трубы, соответствующие сигналы окончания отработки подачи и поворота трубы поступают на входы первого блока 1 управления, давая разрешение на начало нового цикла отработки подачи и поворота трубы.
Следует отметить, что сигнал, пропорциональный скорости вращения главного привода, вырабатывается первым блоком 1 управления и поступает на соответствующий вход схемы 10 управления двигателем главного привода клети стана ХПТ. При прокатке трубы числовое значение этого сигнала формируется посредством первого задатчика 11, формирующего как соответствующую скорость вращения двигателя главного привода клети стана непосредственно при прокатке трубы, так и соответствующую скорость при остановке этого двигателя в требуемой точке.
Очевидно, что соответствующие сигналы на отработку подачи и поворота трубы первый блок 1 управления вырабатывает тогда, когда валки клети раскрыты.
Процесс останова валков клети в требуемой точке поясняется рисунком, представленным на фиг.2.
Первоначально, в процессе прокатки трубы скорость двигателя главного привода клети стана ХПТ соответствует номинальной - обозначенной как Vp на фиг.2.
Когда в первом блоке 1 управления формируется команда на останов валков клети стана ХПТ в требуемом положении (точка A по фиг.2), он формирует управляющий сигнал во второй вычислительный блок 15 на начало слежения за тем положением валков клети, когда заведомо произойдет соответствующий срыв металла с оправки - точка B по фиг.2. Отметим, что уставки, соответствующие заданным положениям точной остановки валков клети, приходят во второй вычислительный блок 15 из третьего задатчика 16. Одновременно с сигналом останова валков клети в схему управления сервоприводами выдается команда на окончание непосредственной прокатки, поэтому до останова двигателя главного привода клети стана ХПТ ни подачи, ни поворота трубы уже не будет. Когда датчик положения 12 типа вал-код сформирует для второго вычислительного блока 15 то положение валков клети, когда срыв металла с оправки заведомо произошел, т.е. достигнута точка B по фиг.2, первый блок 1 управления формирует в схему 10 управления двигателем главного привода клети сигнал пониженной ползучей скорости, обозначенной как Vп на фиг.2. Следовательно, двигатель главного привода (после окончания переходного процесса - точка C по фиг.2) будет осуществлять вращение на пониженной ползучей скорости. Когда датчик положения 12 типа вал-код сформирует для второго вычислительного блока 15 то положение валков клети, которое отличается от требуемого заданного положения на величину допуска (точка D по фиг.2), то с выхода этого блока на первый блок 1 управления будет сформирован соответствующий сигнал, по которому первый блок 1 управления сформирует в схему 10 управления двигателем главного привода клети стана нулевое задание по скорости. Следовательно, двигатель главного привода остановится, при этом и двигатель главного привода и валки клети будут в требуемом заданном положении (точка E по фиг.2).
Таким образом достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы стана ХПТ, обеспечивающим его более высокую производительность работы, за счет возможности обеспечения остановки валков клети стана ХПТ в требуемом заданном положении, обеспечивающем последующий пуск двигателя главного привода клети стана ХПТ без существенных перегрузок.
Устройство управления подачей и поворотом трубы стана холодной прокатки труб, содержащее первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота, соответственно, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота соединены с входами первого блока управления, третий выход которого соединен со входом схемы управления двигателем главного привода клети стана холодной прокатки труб, причем первый блок управления соединен также с первым задатчиком, а устройство также содержит датчик положения типа вал-код, вычислительный блок и второй задатчик, причем выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан со входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика, при этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока, а выход первого задатчика соединен также с соответствующим входом второго задатчика, отличающееся тем, что в него дополнительно введен второй вычислительный блок и третий задатчик, причем выход датчика положения типа вал-код соединен также с одним из входов второго вычислительного блока, другой вход которого соединен с одним из выходов первого блока управления, а третий вход второго вычислительного блока соединен с выходом третьего задатчика, при этом выход второго вычислительного блока соединен с одним из входов первого блока управления.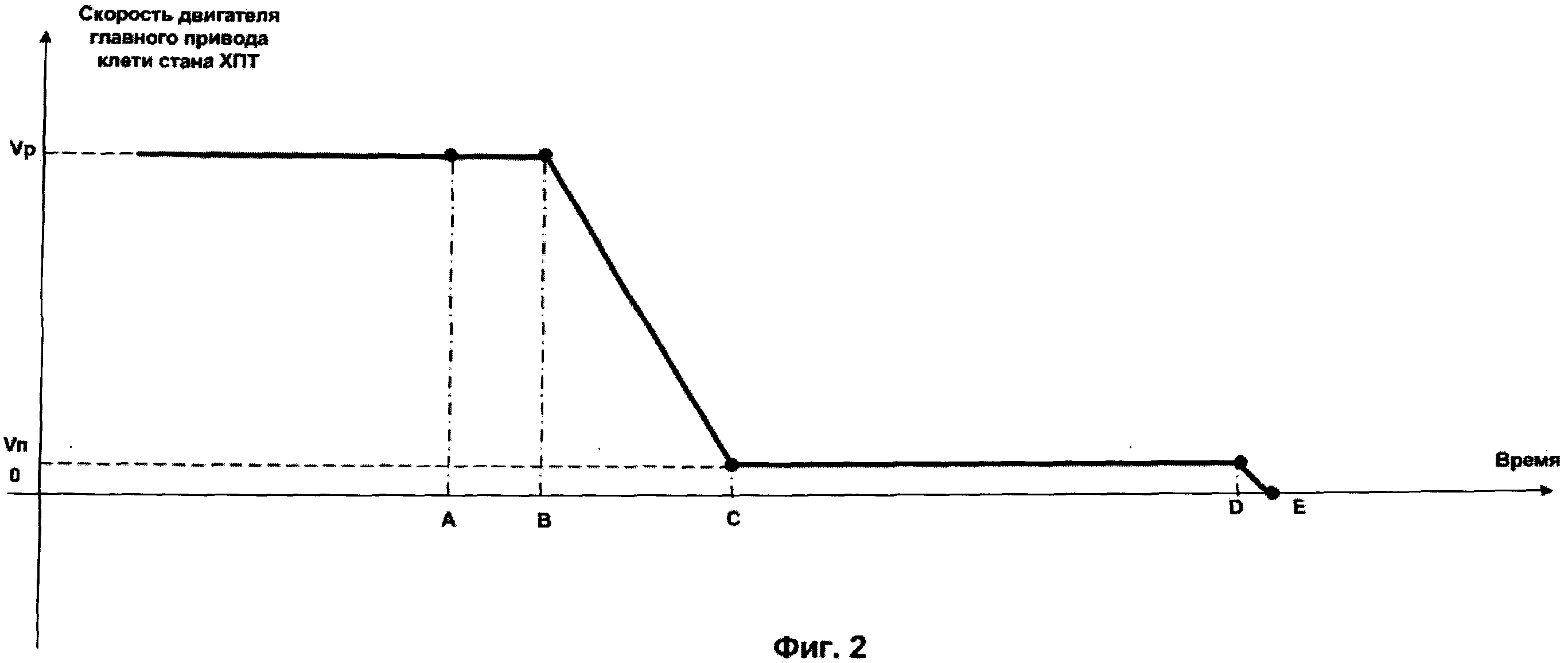
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Уплотнительное устройство шатуна стана холодной прокатки труб
Способ холодной периодической прокатки особотонкостенных труб
Способ изготовления уплотнительной манжеты из полиуретана
Уплотнительное устройство опоры прокатного валка
Устройство захвата рабочей втулки контейнера для последующего удаления из зоны пресса
Способ измерения усилия осадки при контактной стыковой сварке
Способ штучной прокатки листовой продукции
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Установка для подготовки снежной массы к таянию

