Результат интеллектуальной деятельности: СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области металлургии, а конкретно к внепечной обработке жидкого металла.
Известен способ внепечной обработки жидкой стали, включающий вдувание в расплав реагентов в виде газопорошковой смеси через погружную фурму (см. например /А.В. Протасов, Н.В. Пасечник, Б.А.Сивак. Обоудование для внепечной обработки стали // М. Интермет инжиниринг. 2010, - С.29, рис.1.3/.
К недостаткам известного способа относятся ограниченные функциональные возможности вследствие неравномерного распределения реагентов в объеме ванны и отсутствия средств для дегазации металла.
Из известных наиболее близким к предлагаемому является способ внепечной обработки жидкой стали, включающий наведение высокоосновного шлака на поверхности металла, порционное вакуумирование, осуществляемое путем возвратно-поступательных перемещений вакуумной камеры с патрубком, погруженным в металл, и подачу инертного газа через вертикальные сопла, равномерно расположенные по периферии патрубка /Патент РФ №1448677, опубл. 10.04.2001, БИ №10/.
Данный способ позволяет осуществлять вакуумную дегазацию, а также десульфурацию металла за счет обработки шлаком, при этом по сравнению с традиционными инжекционными методами обеспечивается повышенная эффективность обработки вследствие рассредоточенности дутья по объему ванны, однако эффективность его применения ограничена вследствие отсутствия средств для вдувания порошкообразных реагентов, а в случае их применения возникла бы опасность попадания шлака внутрь вакуум-камеры и образования настылей, ухудшающих качество металла и условия службы футеровки. Кроме того, интенсивность перемешивания металла в верхней части ковша недостаточна, что отрицательно сказывается на эффективности обработки реакционным шлаком.
Технический результат предлагаемого изобретения заключается в создании универсального технологического процесса внепечной обработки жидкого металла, объединяющего процессы дегазации и десульфурации, и в расширении технологических возможностей оборудования. Ожидаемый технический результат достигается тем, что в известном способе внепечной обработки, включающем выпуск расплава металла в ковш, наведение на поверхности расплава металла высокоосновного шлака, порционное вакуумирование расплава металла путем возвратно-поступательных перемещений вакуумной камеры с погружным патрубком, по периферии которого равномерно расположены вертикальные сопла для продувки расплава металла инертным газом, при этом дополнительно осуществляют подачу порошкообразных реагентов и продувку расплава металла путем постоянной подачи инертного газа через пористую фурму, расположенную в днище ковша соосно с погружным патрубком, а через вертикальные сопла подают в струе инертного газа порошкообразные реагенты или инертный и реакционный газы.
Подачу порошкообразных реагентов осуществляют после погружения патрубка в расплав металла до начала вакуумирования.
В качестве реакционного газа используют кислород, который подают после снижения давления в вакуумной камере до 0,67 кПа.
Подачу порошкообразных реагентов осуществляют порциями во время движения вакуумной камеры вверх.
Подачу порошкообразных реагентов осуществляют порциями во время выдержки вакуумной камеры в верхней точке ее рабочего хода.
В начале и в конце обработки подают чистый инертный газ, порошкообразные реагенты после погружения патрубков в металл подают непрерывно: до начала вакуумирования или при возвратно-поступательных перемещениях вакуум-камеры или порциями: при движении вакуум-камеры вверх (при сливе порции металла), или при выдержках вакуум-камеры в верхней точки рабочего хода, а реакционные газы подают после снижения давления в вакуум-камере до 0,67 кПа.
Помимо известного эффекта улучшения перемешивания и дополнительной дегазации жидкого металла при донной продувке ванны подача инертного газа соосно с погружным патрубком позволяет подавать через вертикальные сопла, располагаемые на патрубке, порошкообразные реагенты без риска попадания частиц шлака внутрь вакуум-камеры и тем самым существенно повысить эффективность внепечной обработки. Кроме того, при этом расположение восходящего расширяющегося потока инертного газа внутри встречного концентричного потока газа или газо-порошковой смеси способствует распределению газового потока по объему ковша и повышению интенсивности перемешивания в верхней части ванны, то есть в зоне контакта металла с реакционным шлаком, и также способствует повышению эффективности обработки.
Продувка ванны кислородом обеспечивает глубокое обезуглероживание жидкого металла, необходимое для получения нержавеющих, электротехнических, автолистовых сталей и др.
Сущность предложенного технического решения поясняется примером его выполнения со ссылками на чертежи, где:
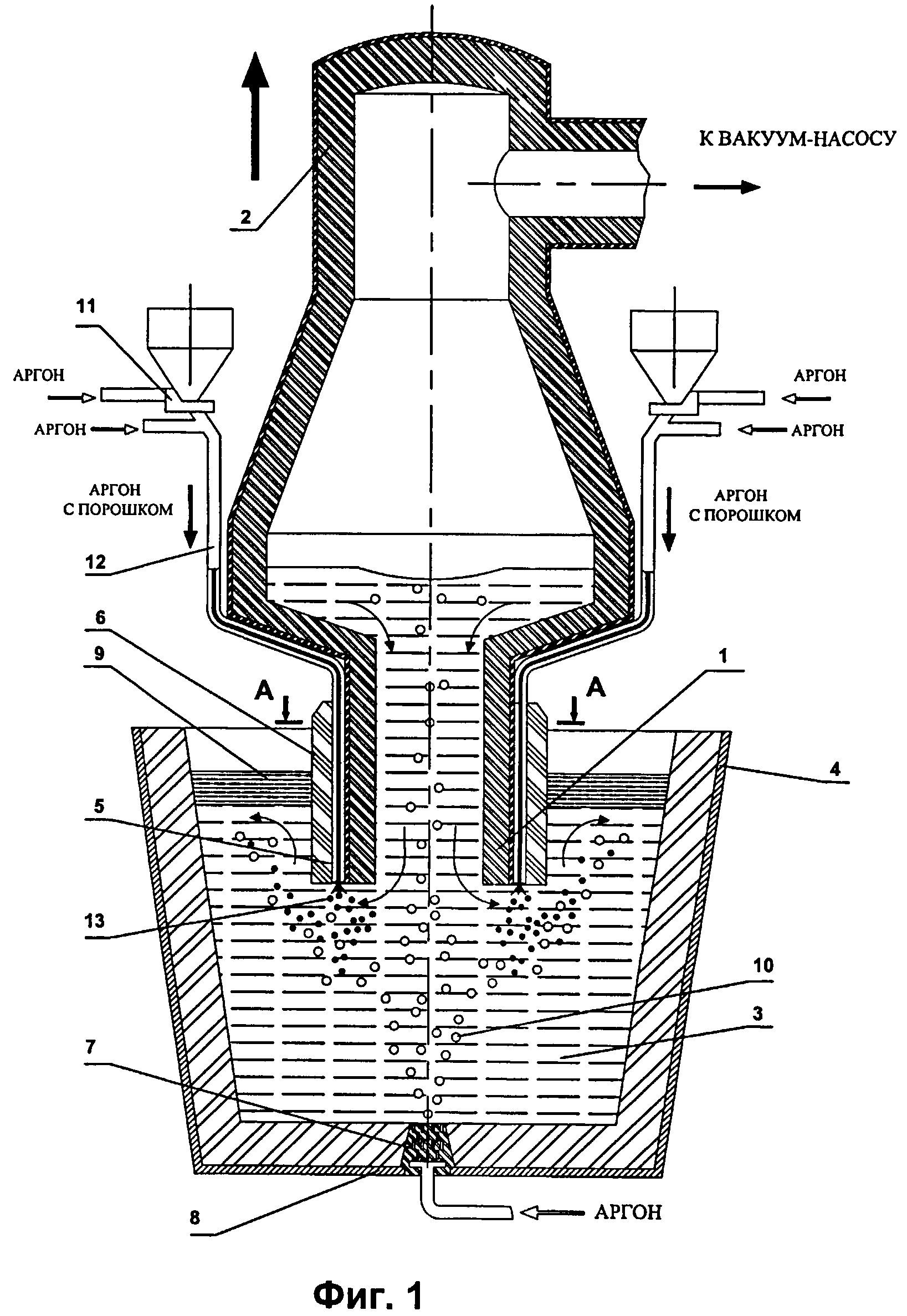
- на фиг.1 изображена принципиальная схема процесса с вакуум-камерой в процессе движения вверх;
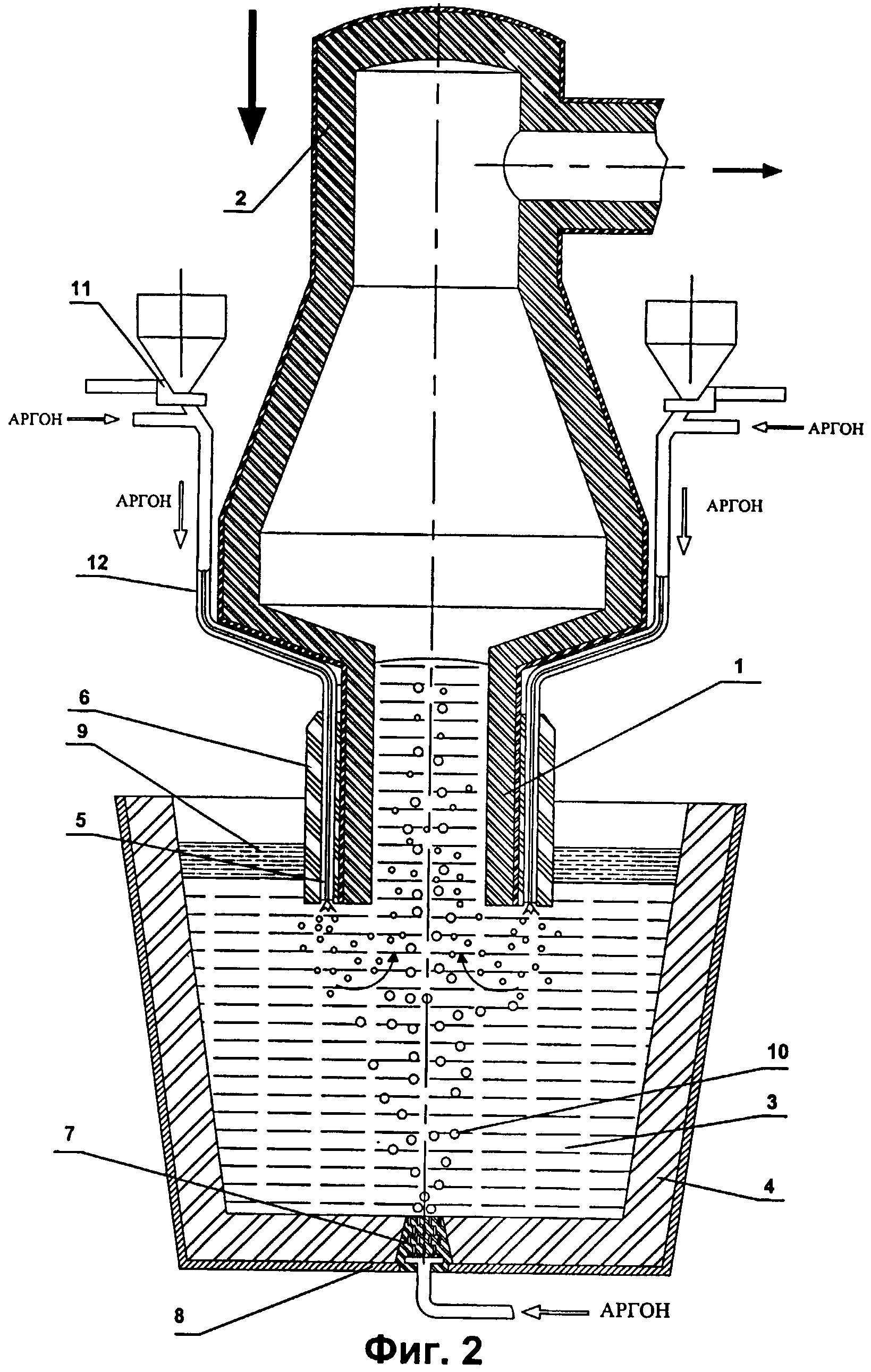
- на фиг.2 - принципиальная схема процесса с вакуум-камерой в процессе движения вниз;
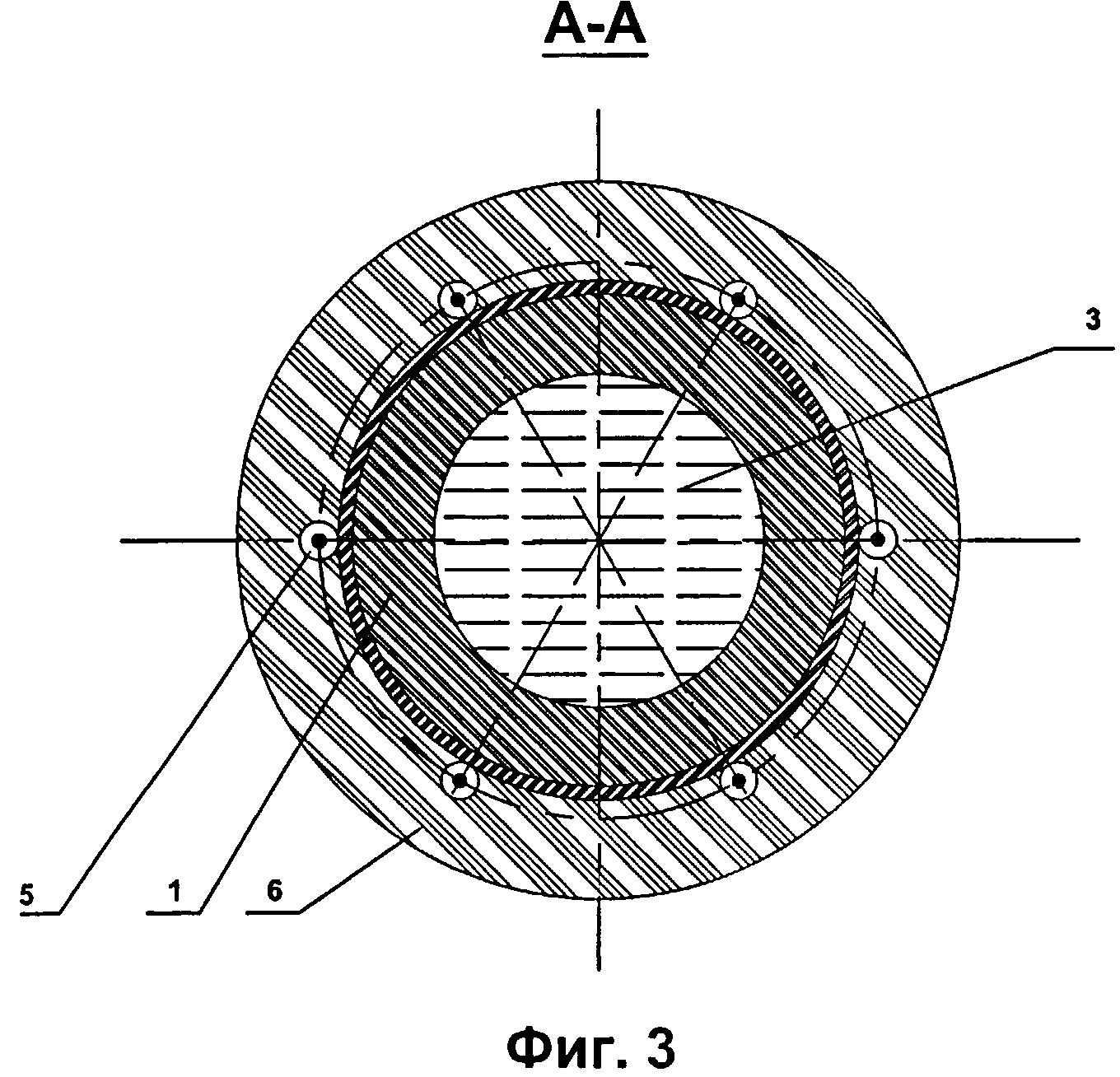
- на фиг.3 - разрез А-А по фиг.1.
Патрубок 1 вакуум-камеры 2 погружают в жидкий металл 3, находящийся в ковше 4, и при помощи вакуумного насоса (на чертежах не показан) в вакуум-камере 2 создают разрежение. Под действием разности давлений: атмосферного и внутри камеры, жидкий металл 3 поднимается и заполняет нижнюю часть вакуум-камеры, после чего вакуум-камера совершает возвратно-поступательные вертикальные перемещения. При движении вакуум-камеры вниз порция жидкого металла заполняет нижнюю часть вакуум-камеры, где подвергается вакуумной дегазации, при подъеме вакуум-камеры - порция жидкого металла сливается в ковш 4.
Через фурмы 5, равномерно расположенные по периферии патрубка 1 под слоем наружной огнеупорной футеровки 6, и через пористую фурму 7, расположенную в днище 8 ковша 4, постоянно подается инертный газ, который способствует интенсификации процесса дегазации, более равномерному перемешиванию жидкого металла в объеме ковша и обработке металла высокоосновным наведенным шлаком 9.
Восходящий поток газа 10, расширяясь, способствует распространению концентрично располагаемого нисходящего потока газа по объему ванны, преимущественно в верхней части, обеспечивая поступление необработанного жидкого металла в зону контакта со шлаком.
Через фурмы 5 при движении вакуум-камеры вверх (при истечении жидкого металла через патрубок) или в верхней части рабочего хода вакуум-камеры (после слива порции) при помощи пневмонагнетателей 11 и индивидуальных трубопроводов 12 в струе инертного газа подают порошкообразные реагенты (десульфураторы, раскислители, модификаторы). Частицы 13 порошка, увлекаемые потоками инертного газа, распространяются по объему ванны. Возможна остановка вакуум-камеры в верхнем положении до полной выдачи требуемого количества порошкообразного реагента.
Выбор варианта подачи порошков (периодически или при остановленной вакуум-камере) определяется потребным количеством вводимых добавок.
Восходящий поток инертного газа при этом предотвращает попадание реагентов внутрь камеры с тем, чтобы исключить образование шлака и трудноудалимых настылей, ухудшающих качество металла при последующих циклах обработки.
При обработке плавок стали 08Ю массой 385 т для автолиста с исходным содержанием серы 0,035%, через шесть фурм, встроенных в патрубок порционного вакууматора, подают инертный газ с расходом около 100 нм3/ч или газопорошковую смесь с содержанием порошка силикокальция 0,6-1,0 кг/т, и в заключение в течение ≈3 мин - аргон для удаления неметаллических включений.
В результате комбинированной обработки при получении однородного состава содержание водорода в стали уменьшается на ≈50%, а серы на 35-40%. Время достижения гомогенного состава снижается на 5-10%.
Таким образом, применение предлагаемого, способа, позволяет устранить основной недостаток порционного вакуумирования - отсутствие средств для эффективной десульфурации, создать универсальное оборудование внепечной обработки с полным комплексом технологических возможностей, существенно повысить качество обрабатываемого металла, значительно снизить капитальные затраты на оборудование и повысить его производительность.
Сопло для производства аморфной ленты
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Вакуум-камера
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Способ и устройство для внепечной обработки металла в ковше
Способ электрошлакового переплава металлосодержащих отходов
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Газостат
Инструмент для прессования труб на вертикальном прессе
Барабан моталки для смотки полосового материала
Газостат
Газостат
Способ производства панелей из пеноалюминия
Способ дуговой сварки полос в непрерывных металлургических агрегатах

