Результат интеллектуальной деятельности: ВАКУУМ-КАМЕРА
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретно - к оборудованию для внепечного вакуумирования жидкой стали.
Известно устройство для порционного вакуумирования металла, включающее вакуум-камеру с не менее чем одним наклонным погружным патрубком, в том числе расположенным эксцентрично (авторское свидетельство СССР №1035072, 23.07.81).
К недостаткам известной вакуум-камеры относятся ограниченные функциональные возможности, связанные с отсутствием средств для осуществления процесса циркуляционного вакуумирования, а также с необходимостью периодического полного слива металла из вакуум-камеры в процессе обработки, что не позволяет осуществлять обработку металла в вакуум-камере газообразными и порошкообразными реагентами.
Известны также устройства для циркуляционного вакуумирования, включающие вакуум-камеру, по крайней мере, с двумя вертикальными погружными патрубками, снабженными соплами для подвода инертного газа (авторские свидетельства СССР №1092188, 04.10.1982 и №1617004, 11.01.1988), где обеспечивается циркуляция металла через вакуум-камеру за счет создания разности расхода инертного газа, пропускаемого через патрубки, а изменением баланса расхода между патрубками обеспечивается смена направления циркуляции и повышение интенсивности перемешивания. К недостаткам известных устройств относятся ограниченные функциональные возможности ввиду невозможности осуществления порционного способа вакуумирования.
Из известных, наиболее близким к предлагаемой по технической сущности и достигаемым результатам является вакуумно-дегазационный агрегат циркуляционного типа с вакуум-камерой, снабженной двумя погружными наклонными патрубками и одним центральным вертикальным патрубком (патент JP 5156342, 22.06.1993).
К его недостаткам относится невозможность применения порционной схемы вакуумирования, относительно невысокая эффективность перемешивания ванны расплава, поскольку поток циркулирующего металла, вытекающего из двух наклонных патрубков, направлен к стенке ковша под углом, близким к прямому, что приводит к торможению кругового перемешивания металла в ковше, а основная масса металла проходит через центральный патрубок большего диаметра ввиду меньшего сопротивления течению металла в нем, что уменьшает движение металла через малые наклонные патрубки и снижает эффективность их работы.
Технический результат предлагаемого изобретения заключается в расширении функциональных возможностей вакуум-камеры за счет интенсификации перемешивания металла в ковше, а также в повышении жесткости и надежности конструкции вакуум-камеры.
Технический результат достигается тем, что в ваккуум-камере, включающей три погружных патрубка, все патрубки выполнены с наклоном относительно вертикальной оси вакуум-камеры и установлены со смещением относительно вертикальной оси вакуум-камеры на расстояние 1-1,5d, где d - внутренний диаметр патрубка, при этом каждый из патрубков снабжен футерованной огнеупорным материалом вставкой, расположенной между днищем вакуум-камеры и верхней частью поверхности патрубка, и соплами для подачи транспортирующего газа, расположенными с нижней стороны, противоположной вставке.
При смещении патрубков на расстояние менее d перемешивание ванны металла ограничивается преимущественно центральной зоной, а при расстоянии более 1,5d в центральной части ванны образуется застойная зона.
Наклон и смещение патрубков относительно оси вакуум-камеры способствует интенсификации перемешивания за счет закручивания ванны вытекающим потоком металла, в особенности при возвратно-поступательном вертикальном перемещении вакуум-камеры.
Расположение среза патрубков в плоскости, перпендикулярной оси патрубков, упрощает выполнение кладки внутренней футеровки, выполняемой из стандартных огнеупоров, а в горизонтальной плоскости способствует повышению стойкости футеровки за счет исключения выступов, быстро изнашиваемых при смывании жидким металлом.
Наличие вставки между верхней частью патрубка и днищем повышает жесткость конструкции, способствует улучшению условий ввода патрубков в металл при наличии шлаковой корки на поверхности металла в ковше и извлечению их из расплава.
Сущность изобретения поясняется графическими материалами, где на:
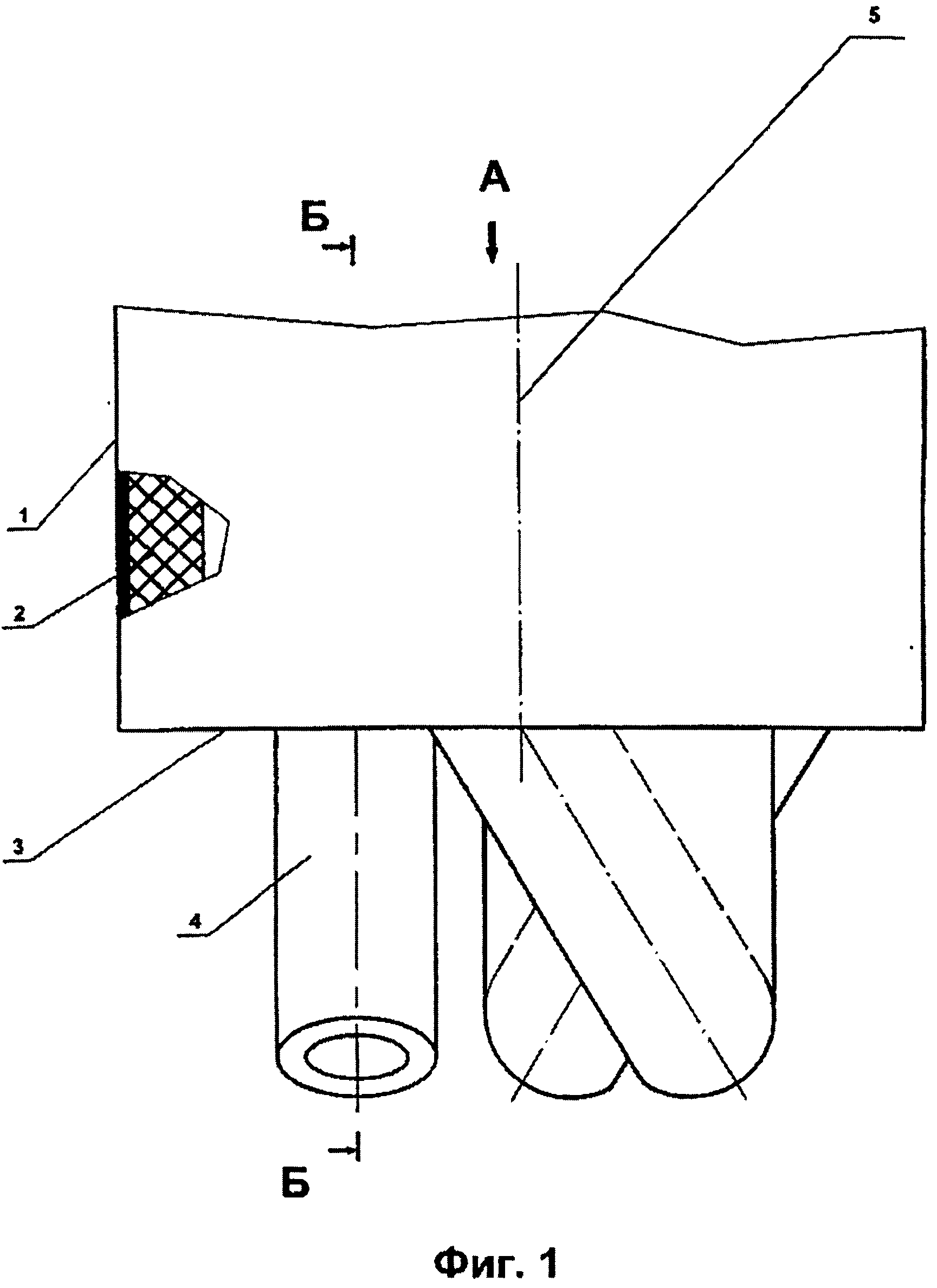
фиг.1 изображен общий вид вакуум-камеры;
фиг.2 - вид А на фиг.1;
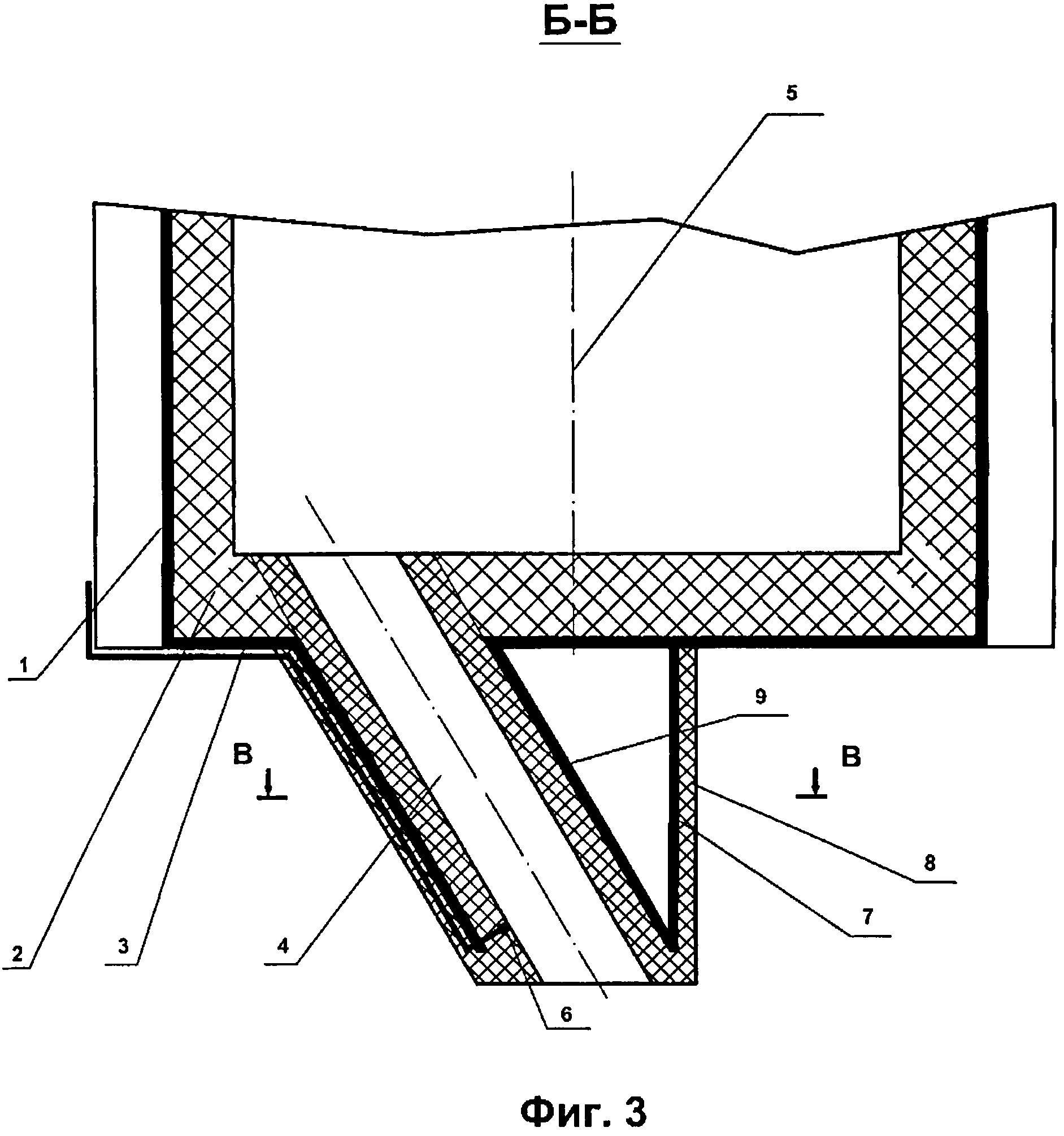
фиг.3 - разрез Б-Б патрубка с огнеупорной вставкой и соплами подачи инертного газа;
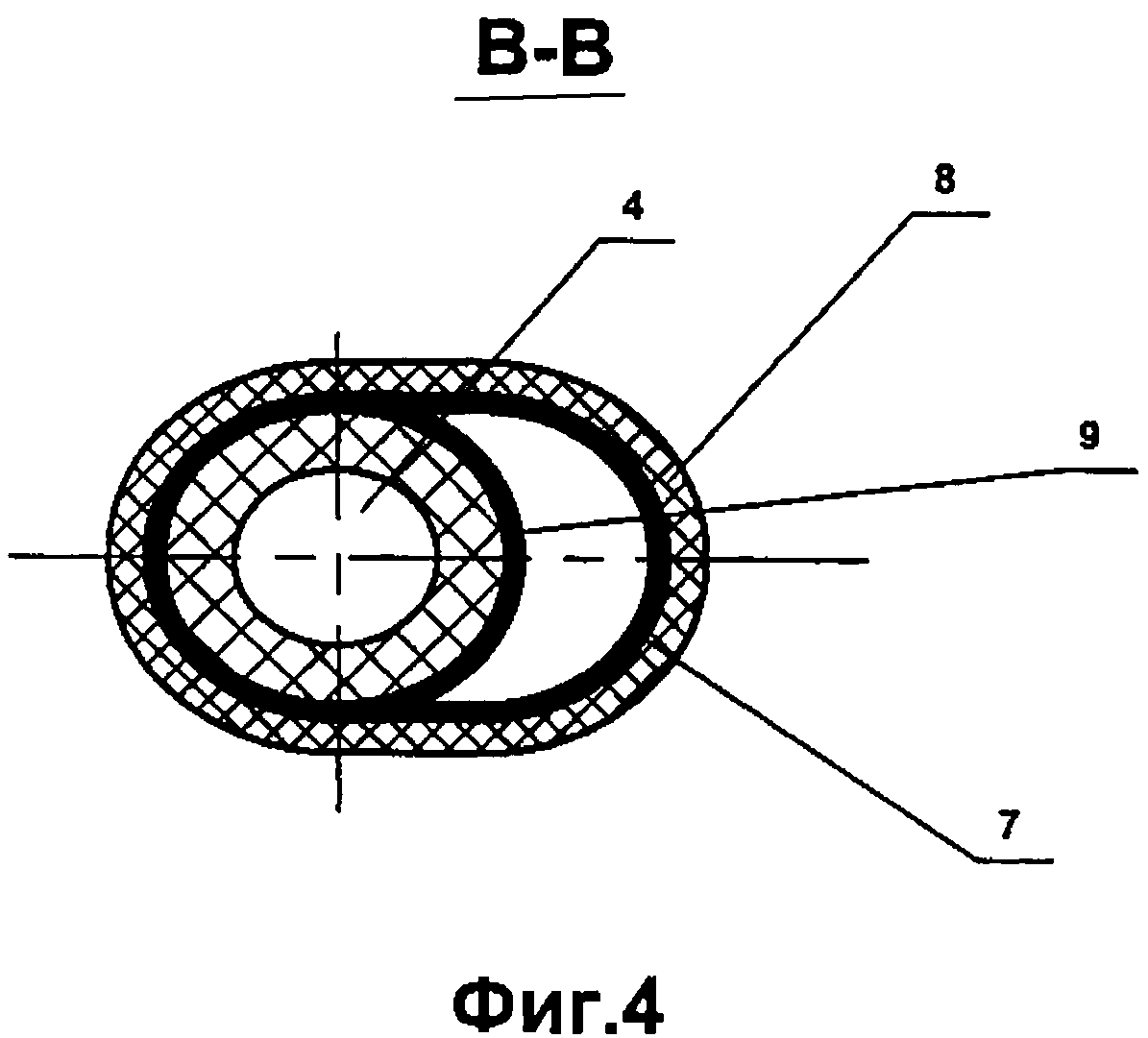
фиг.4 - разрез В-В на фиг 3.
Вакуум-камера состоит из корпуса 1, футерованного изнутри огнеупорным материалом 2, днища 3 и трех погружных патрубков 4, которые смещены относительно вертикальной оси 5 на расстояние L=1÷1,5d, где d - внутренний диаметр патрубка, и наклонены к вертикали на угол 10-20° в одну сторону: либо по ходу часовой стрелки (фиг.1), либо в противоположном направлении. При расстоянии L меньше d не обеспечивается захват достаточной области перемешивания металла в вакуум-камере, а при расстоянии L большим 1,5d середина металла в вакуум-камере не перемешивается.
В нижней части каждого патрубка со стороны, противоположной направлению наклона патрубков, расположены сопла 6 для подвода инертного газа, причем, благодаря наклону патрубка, струя газа пересекает поток металла и более полно вовлекает его в движение и перемешивание, чем при подаче вдоль вертикальных стенок. Каждый их погружных патрубков снабжен вставкой 7, футерованной огнеупорным материалом 8 и расположенной между днищем 3 вакуум-камеры 1 и верхней частью 9 поверхности патрубка.
В процессе работы вакуум-камера при помощи механизма вертикального перемещения (на чертежах не показан) опускается таким образом, что патрубки вводятся в металл. Затем в вакуум-камере при помощи вакуумного насоса (на чертежах не показан) создается разрежение, металл затекает в нижнюю часть вакуум-камеры, где подвергается вакуумной обработке. Путем вертикальных возвратно-поступательных перемещений вакуум-камеры (порционный способ) или за счет подачи инертного газа в патрубки (разности расходов инертного газа в патрубки - циркуляционный способ) или сочетания перемещений с подачей газа (комбинированный способ) осуществляется периодическое или непрерывное поступление необработанного металла в вакуум-камеру и слив его в ковш. Благодаря наклону и смещению патрубков в верхних слоях ванны металла в ковше создается вращательное движение, способствующее существенной интенсификации массопереноса.
В результате лучшего перемешивания время достижения однородного состава металла независимо от массы обрабатываемой плавки сокращается на 10-15%, что обеспечивает соответствующее увеличение производительности вакуум-камеры.
Таким образом, реализация предложенного технического решения со смещением и наклоном патрубков вакуум-камеры, защищенных вставками, и подачей инертного газа из нижней части наклонных патрубков расширяет функциональные возможности вакуум-камеры благодаря возможности применения различных режимов вакуумирования с образованием круговых потоков металла, увеличивающих интенсивность перемешивания объема обрабатываемого металла, уменьшающих время процесса и повышающих однородность состава металла.
Вакуум-камера, содержащая три погружных патрубка, отличающаяся тем, что патрубки выполнены с наклоном относительно вертикальной оси вакуум-камеры и расположены со смещением относительно этой оси на расстояние 1-1,5d, где d - внутренний диаметр патрубка, при этом каждый патрубок снабжен футерованной огнеупорным материалом вставкой, расположенной между днищем вакуум-камеры и верхней поверхностью патрубка, и соплами для подачи транспортирующего газа, расположенными с нижней стороны патрубка, противоположно вставке.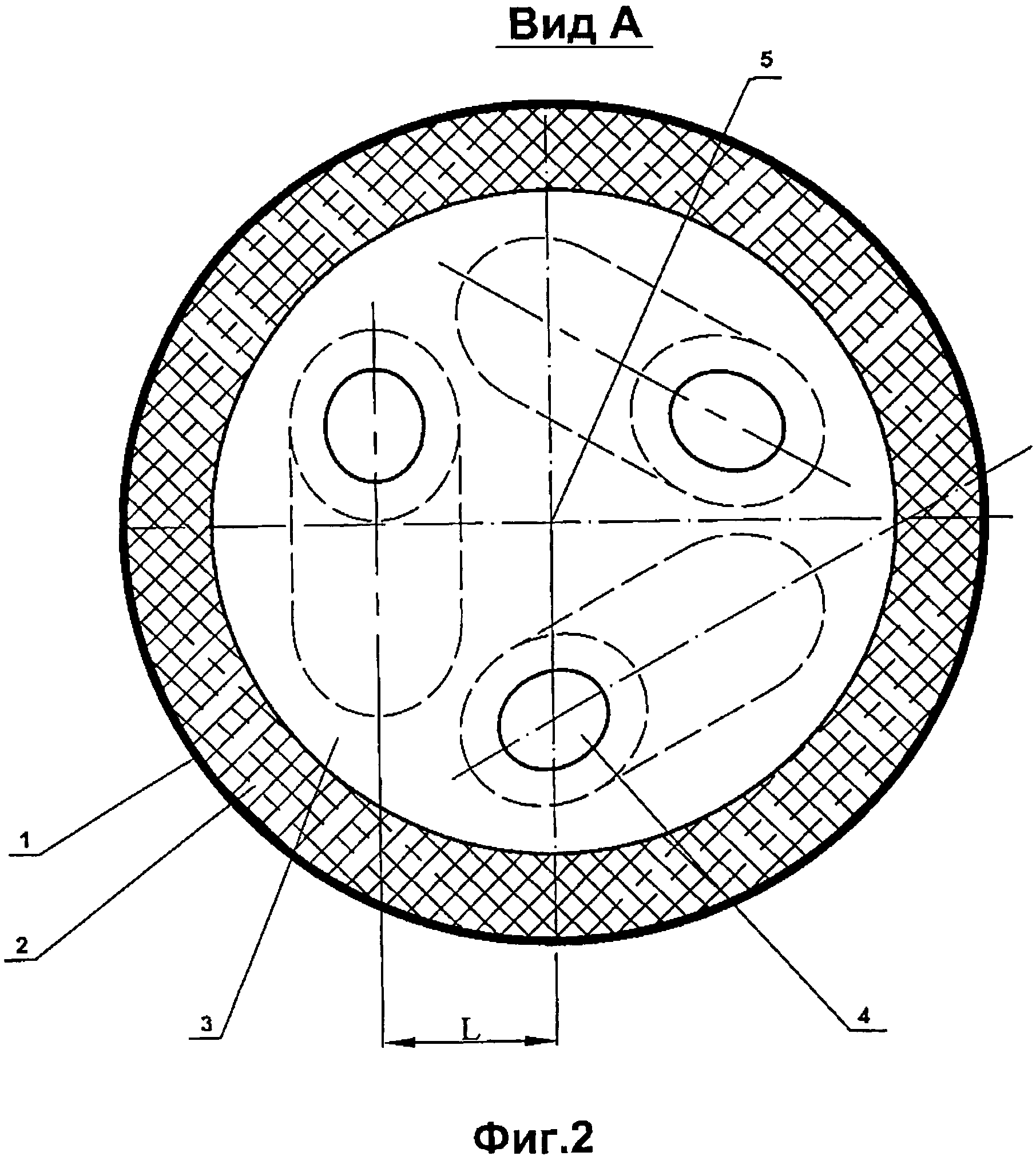
Сопло для производства аморфной ленты
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Способ и устройство для внепечной обработки металла в ковше
Способ электрошлакового переплава металлосодержащих отходов
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Способ правки труб с наружными ребрами
Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Дорн кристаллизатора машины непрерывного литья полых заготовок
Машина непрерывного литья с роторным кристаллизатором
Способ горячей многопроходной прокатки рессорных полос
Способ замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Устройство для смены узла валков рабочих клетей

