Результат интеллектуальной деятельности: Способ электрошлакового переплава металлосодержащих отходов
Вид РИД
Изобретение
Областью применения изобретения является электрометаллургия, а именно электрошлаковый переплав (ЭШП) в водоохлаждаемом кристаллизаторе металлосодержащих отходов, включая автомобильные катализаторы, обломки тиглей и другие отходы, содержащие драгоценные металлы.
Известен способ электрошлакового переплава в водоохлаждаемом кристаллизаторе железосодержащих порошков, железной губки, скрапа, оксидов, отходов ферросплавов, лигатуры и других отходов. При этом происходит прямой передел этих отходов в легированную или углеродистую сталь, а также в ферросплавы. [А.Г. Глебов, Е.И. Мошкевич. Электрошлаковый переплав. М.: Металлургия, 1982. - 343 с. (рис. 26 стр. 60)]
В данной конструкции печи (ЭШП) применяют расходуемый электрод из нелегированной стали и при работе печи ЭШП в шлаковую ванну кристаллизатора подают необходимое количество металлоотходов с помощью дозирующего устройства с последующим образованием в пространстве под электродом металлической ванны за счет передачи тепла от электрода шлаку и отходам.
К недостаткам известного способа относятся значительные потери тепла на нагрев и оплавление металлического расходуемого электрода и в окружающее пространство.
Из известных, наиболее близким к предлагаемому является способ переплава металлосодержащих отходов в кристаллизаторе электрошлаковой печи, включающий подвод электроэнергии к нерасходуемому электроду и подачу в шлаковую ванну кристаллизатора измельченных металлосодержащих отходов, шлакообразующих и углеродсодержащих материалов, а также непрерывное удаление шлака [Патент №2487181, РФ, опубл. 2013 Бюл. №19].
Недостатком известного способа являются ограниченные функциональные возможности, связанные с низкой эффективностью обработки отходов, так как вследствие непрерывного скачивания шлака вместе с ним уходят и капли металла, не успевающие осесть в жидкую металлическую ванну. Поэтому способ не эффективен или неприменим при переработке отходов, содержащих драгоценные металлы в незначительной концентрации, требующей применения специальных режимов.
Технический результат предложенного способа заключается в повышении эффективности переработки отходов с низким содержанием драгоценных металлов, в повышении степени извлечения годного (чистого) металла и в сокращении затрат на обработку. Данный технический результат достигается тем, в известном способе переплава металлосодержащих отходов в кристаллизаторе электрошлаковой печи, включающем подвод электроэнергии к электроду и подачу в шлаковую ванну кристаллизатора измельченных металлосодержащих отходов, шлакообразующих и углеродсодержащих материалов, а также удаление шлака, измельченные фрагменты отходов подают в кристаллизатор в смеси с легкоплавким порошкообразным материалом, например CaF2 снижающим вязкость и удельное сопротивление расплава, соответственно до 0,11 Па⋅с и до 1,0 Ом⋅см. При этом материалы подают в кристаллизатор до образования жидкой ванны высотой 0,7…1,5 Dкр.
В связи с тем, что в начале плавки на тепловой баланс шлаковой ванны оказывает охлаждающее действие поддон, то работа на высотах шлака менее 0,7 Dкр, приводит к росту расхода электроэнергии, при высоте шлака более 1,5 Dкр резко возрастают потери в стенку кристаллизатора, а шлак подстывает и капли металла медленнее оседают в слиток. Приходится поднимать мощность, что отрицательно сказывается на КПД установки. Подводимую мощность снижают до 0,1…0,4 номинальной и расплав выдерживают в течение времени, определяемого по формуле
τ=k⋅Dкр
Где: Dкр - диаметр кристаллизатора, см;
k=0,1…0,5 мин/см,
Тем самым, в процессе плавки в кристаллизаторе обеспечивается слой шлака, в котором вследствие интенсивного тороидального движения шлака капли расплавленного металла медленно оседают в жидкую металлическую ванну, при этом перед скачиванием шлака снижают вводимую в шлак мощность на время, достаточное для перехода всех металлических капель в жидкую ванну, и только после этого скачивают часть шлака.
Кроме того, предложенная высота шлаковой ванны наряду с обеспечением стабильного электрического режима без горения дуг, которые могут приводить к испарению металла, обеспечивает высокий КПД печи, так как при высоте шлаковой ванны выше заявленной возрастают тепловые потери в стенке кристаллизатора, снижается температура шлака, что приводит к росту расхода электроэнергии на переплав.
В кристаллизаторе должен остаться слой высотой 20-40% от наплавленного объема. Эксперименты показали, что при оставшейся в кристаллизаторе высоте шлака менее 20% при возобновлении процесса переплавки может возникать дуговой пробой на поддон, что приводит к его быстрому износу.
После скачивания части шлака возобновляют процесс плавления с номинальной мощностью.
Если шлак скачивается раньше заданного времени, то вместе со шлаком уходят капли драгметалла, а если позже, то вязкость расплава возрастает, что приводит к проблеме скачивания.
Если мощность уменьшить менее, чем на 0,1 от номинальной, то интенсивность движения шлака остается практически без изменения, что затрудняет осаждение капель.
Если мощность снизить более чем на 40% от номинальной, то происходит резкое охлаждение шлака и существенно возрастает его вязкость, что затрудняет осаждение капель металла.
Высота плавильной ванны выбирается исходя из условия обеспечения оптимального расхода электроэнергии и охлаждающей жидкости. Т.к. при увеличении высоты шлаковой ванны растут тепловые потери, то поднимать ее нецелесообразно. С другой стороны при малой высоте шлака будет возникать "нижний" дуговой разряд, что повлияет на кристаллизацию металла и стабильность работы установки. При этом будет ухудшаться КПД процесса. Мощность перед скачиванием уменьшают с целью снижения интенсивности движения шлака, что бы дать быстрее и в более полном объеме осесть мелким каплям драгметалла.
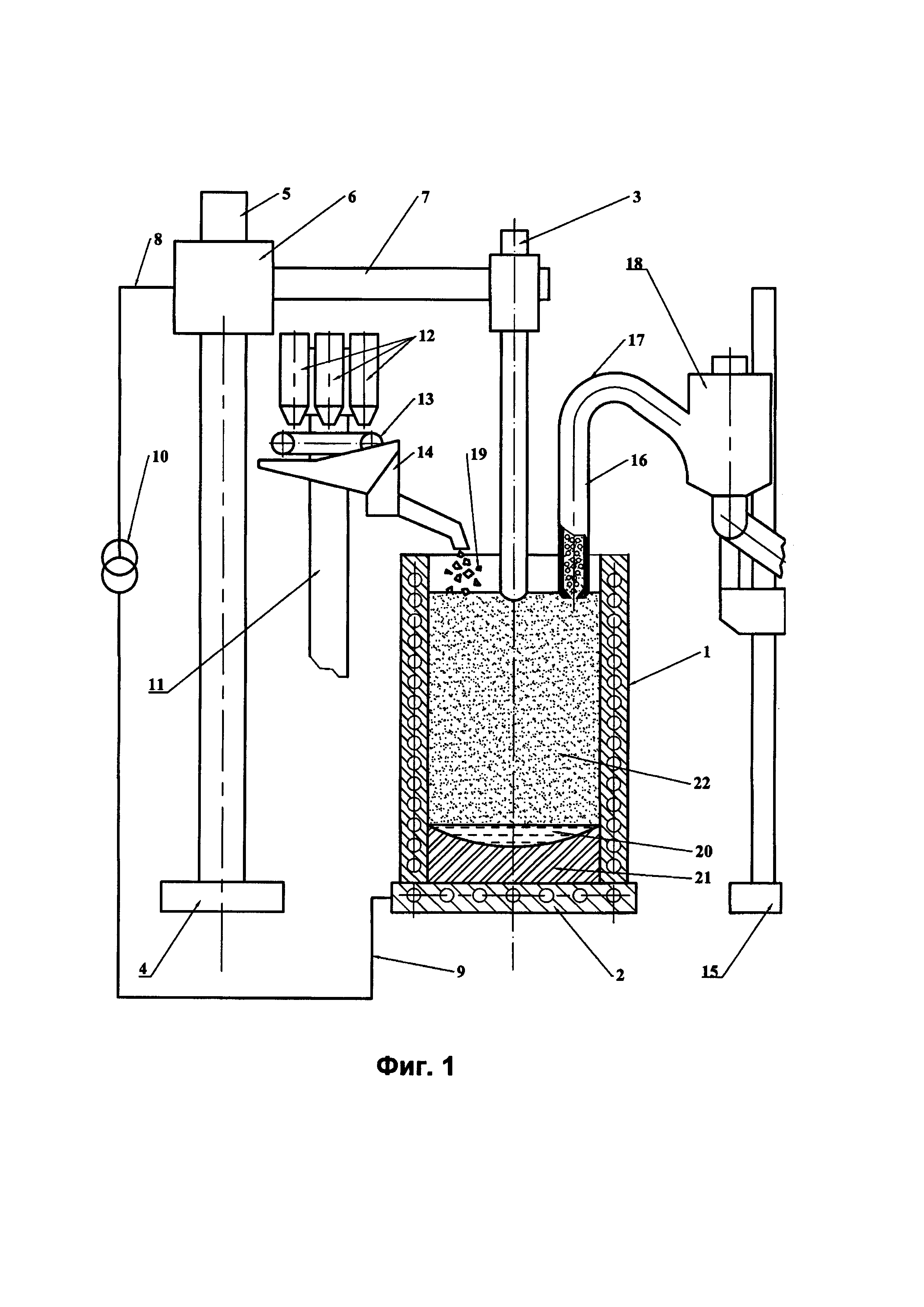
Сущность предложенного технического решения поясняется примером реализации способа со ссылкой на схему процесса (фиг. 1).
Устройство для реализации предлагаемого способа представляет собой печь ЭШП, содержащую медный водоохлаждаемый кристаллизатор 1 с поддоном 2, графитовый электрод 3, механизм 4 перемещения электрода в составе колонны 5 и каретки 6 с электрододержателем 7, токоподводы 8, 9 с трансформатором 10 и систему 11 загрузки перерабатываемых фрагментированных отходов, содержащую бункеры 12, конвейер 13 и питатель 14. Для удаления шлака из кристаллизатора предусмотрено отсасывающее устройство 15 с подъемно-поворотной всасывающей головкой 16, трубопроводом 17 и вакуумным насосом 18.
При утилизации автомобильных катализаторов или отработанных тиглей для плавки драгметаллов с включениями золота в медном кристаллизаторе 1 печи ЭШП при помощи графитового электрода 3 и шлакообразующих добавок 2 наводят исходный жидкий шлак, после чего питателем 14 в расплав подают предварительно просушенные куски катализаторов 19 с фракцией около 0,1-1,0 см. Они плавятся, находящиеся в них драгметаллы (20-40 грамм на тонну шихты) оседают на поддоне кристаллизатора, образуя ванну расплавленного металла 20, затем затвердевающую в слиток 21. По мере заполнения кристаллизатора, шлак 22 скачивают, не прерывая процесс плавки. Загрузку порошкообразного флюса и катализаторов и скачивание шлака повторяют многократно, пока на дне не образуется слиток 21 требуемого размера. Процесс повторяют циклами по 18-20 скачиваний шлака. После чего печь останавливают, слиток извлекают и т.д. Добавка порошкообразного флюса в сочетании с кусками отходов снижает вязкость и электропроводность шлака и таким образом обеспечивает благоприятные условия для осаждения капель драгоценного металла.
Благодаря предлагаемым режимам обработки (периодическому скачиванию шлака, дополнительной регламентируемой выдержке расплава при пониженной мощности и др.) обеспечивается увеличение глубины переработки выхода годного драгоценного металла.
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Инструмент для прессования труб на вертикальном прессе
Контейнер пресса для изготовления крупногабаритных труб и профилей
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Линия штамповки изделий из цилиндрических реозаготовок
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Контейнер пресса для изготовления крупногабаритных труб и профилей
Сопло для производства аморфной ленты
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб

