Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлообработки маложестких деталей типа вал и может быть использовано на универсальных станках в механообрабатывающих цехах машиностроительных предприятий.
Известен способ обработки деталей, предусматривающий измерение при помощи универсальных средств погрешностей формы и шероховатости обрабатываемой поверхности, после чего инструменту задают колебательное движение двух видов: в соответствии с погрешностью микропрофиля и погрешностью формы [1].
Недостатками данного способа являются нестабильность точностных параметров обработанной поверхности из-за переменных параметров обрабатываемой поверхности в поперечном и продольном направлениях при постоянных параметрах задаваемых вибраций, сложность и трудоемкость предварительного определения погрешностей обрабатываемой поверхности.
Наиболее близким способом того же назначения к заявляемому изобретению, выбранным в качестве прототипа, является способ обработки нежестких деталей, предусматривающий обработку в самоцентрирующих опорах с измерением упругой реакции детали в опорах, причем управление подачей ведут в функции стабилизации разницы между силами резания и измеренными в опорах реакциями [2].
Недостатком данного способа является сложность реализации адаптивного управления в плане быстродействия; создание неравномерных внутренних напряжений в объеме заготовки при ее зажиме за счет деформации заготовки в поперечном направлении.
Задача, на решение которой направлено заявляемое изобретение, является повышение точности обработки с сохранением ее после обработки с достижением следующих технических результатов: повышение точности формы детали в поперечном сечении за счет стабилизации силы резания в течение оборота заготовки; повышение стабильности геометрии детали во времени за счет формирования более равномерной картины распределения напряжений в объеме заготовки; повышение точности детали в продольном направлении за счет использования люнетов.
Эта задача решается тем, что в способе обработки тел вращения, который предусматривает базирование заготовки в расположенных по ее длине самоцентрирующих опорах, базирование заготовки при черновой ее обработке ведут по вписанной окружности, а при чистовой - по описанной, самоцентрирующие опоры устанавливают в зонах образования узлов пучностей заготовки, при этом задают координаты положения контактных точек опоры с заготовкой из условия отсутствия давления на базовую поверхность заготовки, а в процессе обработки заготовки производят управление положением ее оси путем переключения самоцентрирующих опор на ступенчатое изменение положения координат контактных точек опоры с заготовкой при изменении диаметра заготовки по ходу перемещения инструмента в момент его прохода мимо опоры в условиях электрической изоляции резца и заготовки.
Базирование при черновой обработке по вписанной окружности обеспечивает исправление формы базовой поверхности заготовки за счет ее накатывания и повышения круглости базового сечения.
Базирование при чистовой обработке по описанной окружности обеспечивает стабилизацию оси заготовки при отсутствии остаточных деформаций от накатки в месте расположения базовой шейки.
Установка самоцентрирующих опор в зонах образования узлов пучностей заготовки обеспечивает максимальную жесткость технологической системы при минимальных возмущениях. При этом происходит одновременное демпфирование заготовки в ее сечениях между опорами, что повышает точность обработки за счет снижения интенсивности колебаний заготовки.
Задание координат положения контактных точек опоры с заготовкой из условия отсутствия давления на базовую поверхность заготовки позволяет не накатывать обработанную поверхность (нет пластической деформации) из-за отсутствия давления на ролики, что обеспечивает их минимальный износ.
В целом же базирование по поверхности, которая совпадает с измерительной поверхностью, исключает технологическую наследственность от предыдущих установов и условий закрепления (биение центровых отверстий, погрешность их формы).
Управление положением оси заготовки путем переключения самоцентрирующих опор на ступенчатое изменение положения координат контактных точек опоры с заготовкой при изменении диаметра заготовки по ходу перемещения инструмента в момент его прохода мимо опоры обеспечивает стабильность параметра жесткости технологической системы при изменении размеров обрабатываемой поверхности, повышение точности обработки.
Электрическая изоляция резца и заготовки позволяет определять моменты касания рычагов люнетов с обрабатываемой поверхностью.
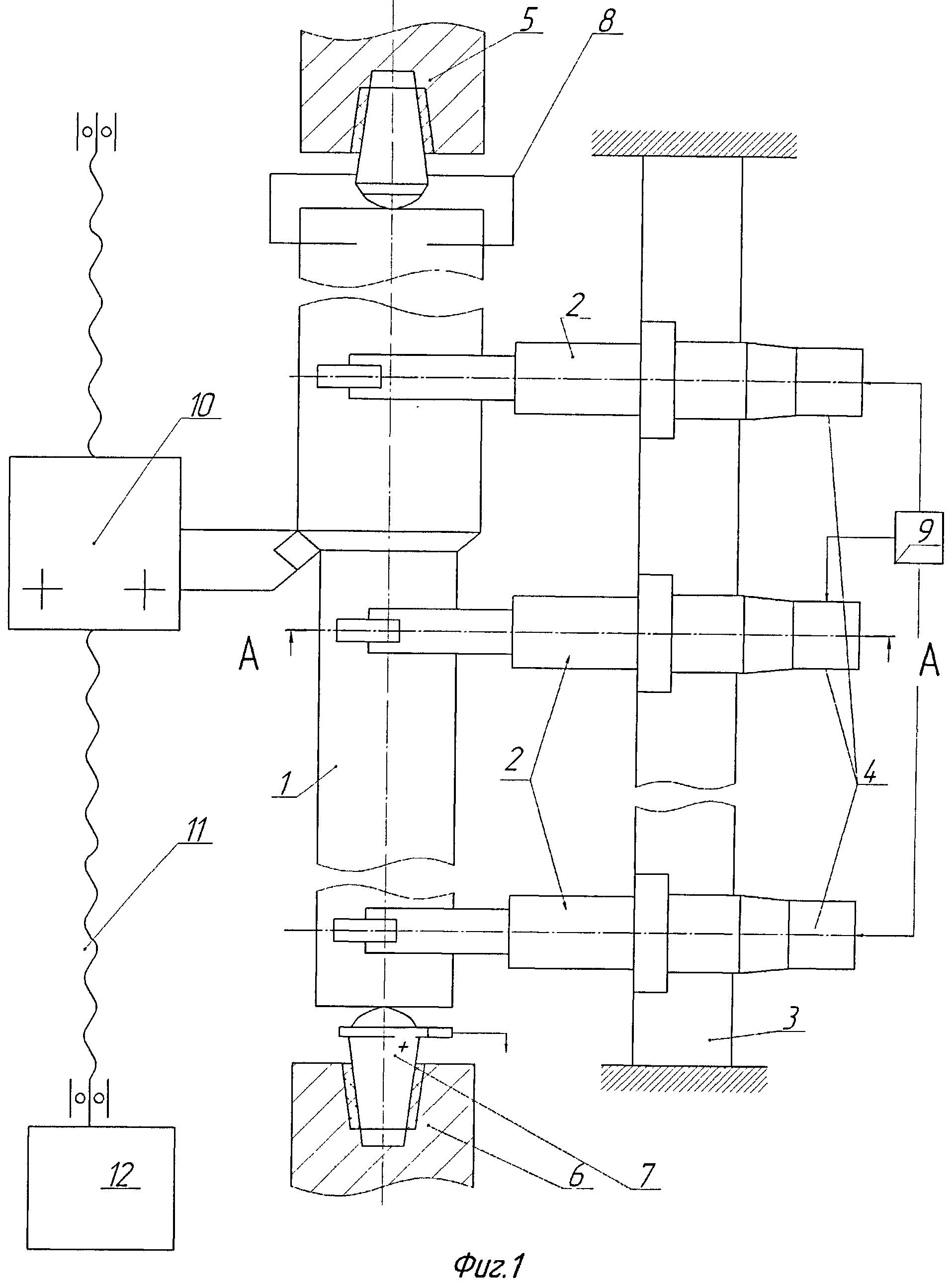
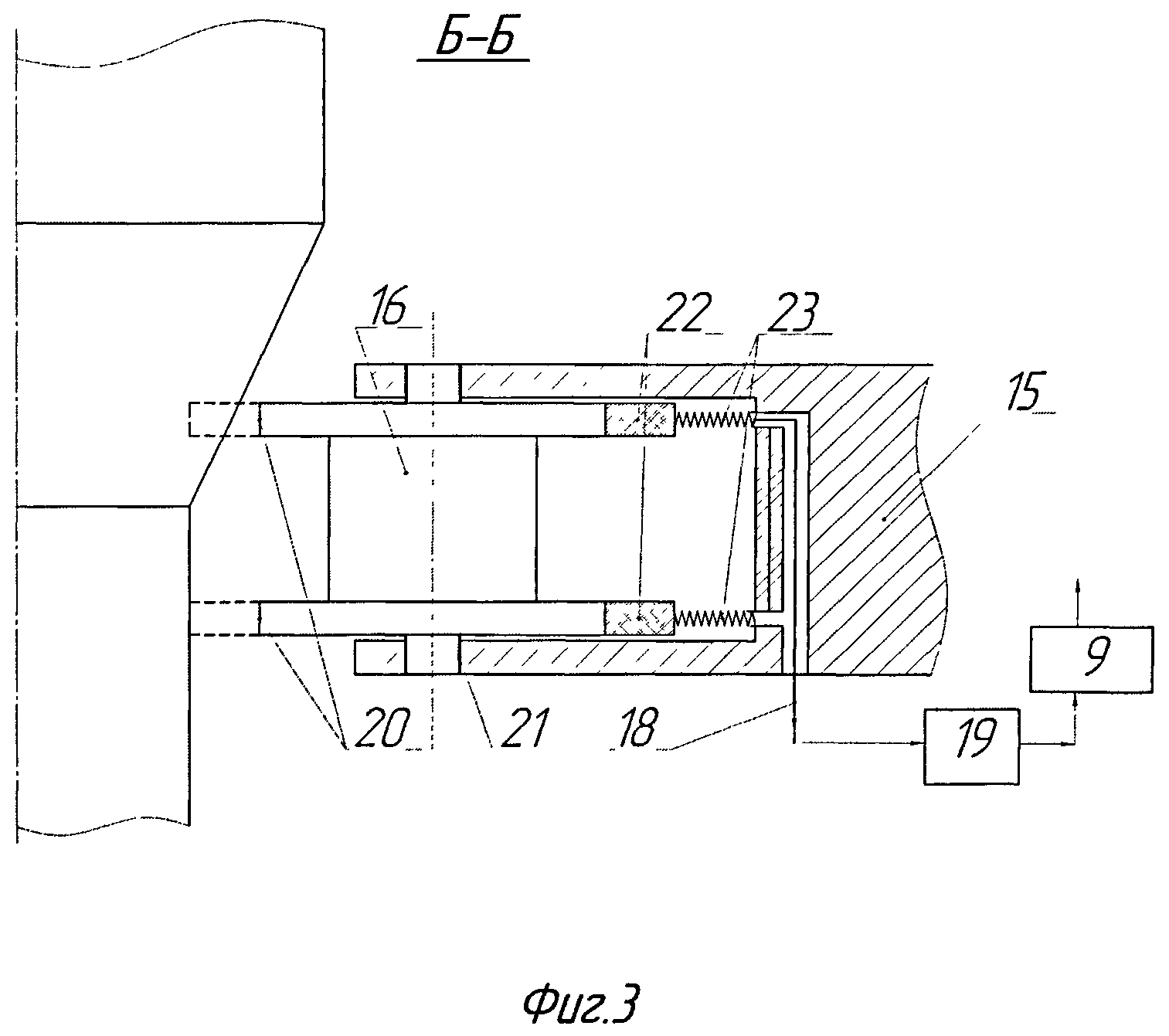
Предлагаемое изобретение иллюстрируется чертежами, на которых изображено: на фиг.1 приведена система для реализации способа обработки тел вращения, вид сверху; на фиг.2 показан разрез А-А фиг.1; на фиг.3 показан разрез Б-Б фиг.2.
Устройство для реализации способа автоматического управления оси заготовки содержит вал 1, самоцентрирующие опоры в виде люнетов 2, станину 3 люнетов, привод зажима 4 самоцентрирующих люнетов (например, в виде шагового двигателя), переднюю 5 и заднюю 6 опоры со сферическими центрами 7, поводковый патрон 8, блок управления люнетами 9, резцовую группу 10, через ходовой винт 11 связанную с датчиком положения резца 12. Оба центра имеют сферическую часть опорной поверхности, что позволяет фиксировать заготовку 1 в осевом направлении по координате X, при этом ось вращения заготовки не обязательно должна совпадать с осью вращения шпинделя и задней опоры станка. Оба жестких центра 7 электрически изолированы от корпуса опор 5 и 6 станка.
Люнет (фиг.2) содержит корпус 13, в котором на копир 14 опираются рычаги 15 с опорными роликами 16 и перемещаемый шарико-винтовой парой 17 от привода зажима 4. Каждый из опорных роликов 16 связан через проводной канал 18 с источником питания 19 и блоком управления 9.
Опорные ролики 16 (фиг.3) выполнены с буртиками 20 по краям, изолированы от рычагов 15 изолятором 21. По буртикам 20 скользят щетки 22, поджатые пружинами 23, и от которых через провода 18 они связаны с источником питания 19.
Способ обработки тел вращения производят следующим образом. Вал 1 (фиг.1) устанавливают в раскрытые рычаги 15 самоцентрирующих люнетов 2, установленных вдоль оси заготовки вала 1 на отдельной станине 3 в функции длины заготовки в зонах образования узлов пучностей. Далее включают приводы зажима 4, которые закреплены в корпусах люнетов 2, и которые через шарико-винтовую пару 17, перемещая копир 14, поворачивают рычаги 15 и одновременно подводят ролики 16 до контакта с поверхностью заготовки 1. В это время заготовку 1 поджимают задним центром 7 в опоре 6 до контакта с идентичным передним центром 7 в передней опоре 5, установленным в шпинделе станка (не показан). В момент контакта одного из роликов любого самоцентрирующего люнета происходит замыкание электрической цепи источника электропитания 10 (напряжением не выше 24 В). Моменты контакта роликов 16 всех самоцентрирующих люнетов 2 с поверхностью заготовки регистрируются через источник электропитания 19 блоком управления 9, на вход которого подается сигнал с источника электропитания 19 о моменте контакта на всех люнетах 2. Заготовка 1 базируется по описывающей окружности при черновом точении. После фиксации заготовки 1 по трем координатам включают привод вращения заготовки 1, подводят резец в резцедержателе 10 с заданной глубиной резания и включают продольную подачу. Положение вершины резца 10 определяют с помощью датчика положений резца 12. При прохождении первого люнета 2 резцом между роликами 16 происходит разрыв контакта поверхности роликов и поверхности заготовки 1. Блок управления 9 получает сигнал о разрыве контакта и включает привод зажима 4, который обеспечивает сходимость роликов 16 к центру заготовки 1. Ролик одним буртиком 20 начинает перемещаться к центру заготовки 1 и блок управления 9 отслеживает контакт с заготовкой буртика 20. При одновременном замыкании двух буртиков 20 с заготовкой 1, через щетки 22 и провода 18, блок управления 9 останавливает привод зажима (шаговый двигатель) 4. В этом случае привод зажима 4 обеспечивает сходимость всех трех опорных роликов 16 люнетов 2, то есть базирующая поверхность проходит по описывающей окружности.
По мере прохождения резца 10 через все люнеты 2 базируют заготовку 1 по вписывающей окружности. От прохода резца 10 к проходу точность заготовки 1 повышается как в продольном, так и в поперечном сечениях.
Источники информации
1. Авторское свидетельство СССР №1514485, кл. В23В 1/00, 1987.
2. Авторское свидетельство СССР №1294482, кл. В23В 1/00, 1987.
Способ обработки тел вращения резанием, включающий базирование заготовки в расположенных по ее длине самоцентрирующих опорах и сообщение продольной подачи резцу, отличающийся тем, что базирование заготовки при черновой ее обработке ведут по вписанной окружности, а при чистовой - по описанной, самоцентрирующие опоры устанавливают в зонах образования узлов пучностей заготовки, при этом задают координаты положения контактных точек опоры с заготовкой из условия отсутствия давления на базовую поверхность заготовки, а в процессе обработки заготовки производят управление положением ее оси путем переключения самоцентрирующих опор на ступенчатое изменение положения координат контактных точек опоры с заготовкой при изменении диаметра заготовки по ходу перемещения инструмента в момент его прохода мимо опоры в условиях электрической изоляции резца и заготовки.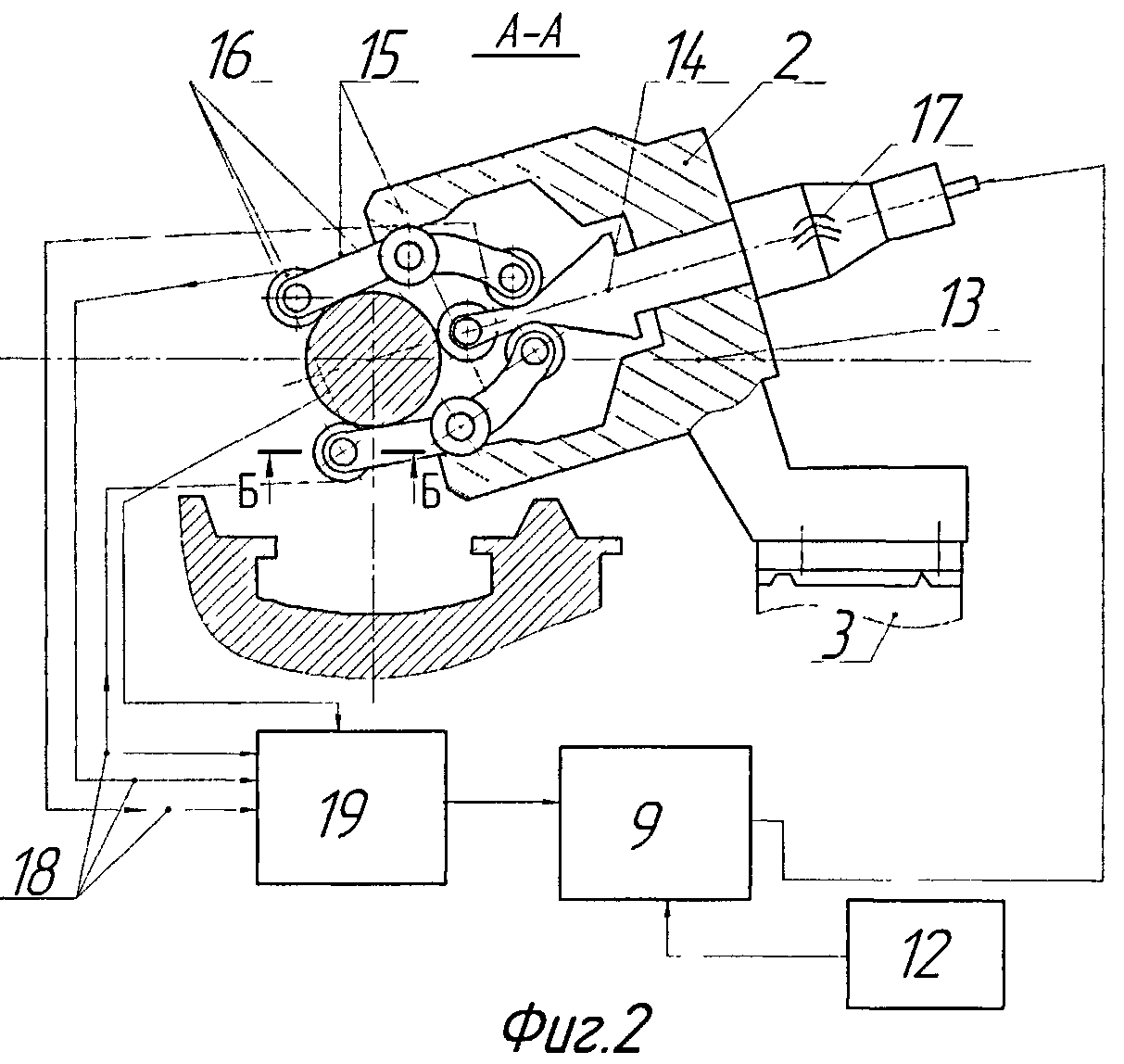
Ручной инструмент-электрод для электрохимического полирования металлов
Привод электрогидравлический
Устройство вибросверлильное
Уплотнение гидравлического и пневматического цилиндра двухстороннего действия
Вибратор электрогидравлический
Токарный станок
Устройство для токарной обработки
Внутренний самоцентрирующий люнет
Способ стабилизации геометрических параметров маложестких валов
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Токарный станок
Устройство для токарной обработки
Внутренний самоцентрирующий люнет
Способ стабилизации геометрических параметров маложестких валов
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Устройство для электрохимической обработки осесимметричных деталей
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления

