Результат интеллектуальной деятельности: РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ
Вид РИД
Изобретение
Изобретение относится к области электрохимической обработки металлов и может применяться для ручного электрохимического полирования различных изделий, в том числе деталей с пространственно-сложными поверхностями, имеющими нерегулярный профиль, изменяющийся сразу в трех координатах, и представляющими собой совокупность выпуклых, вогнутых, сферических, цилиндрических, конических и плоских участков. Такими поверхностями являются, например, рабочие поверхности штампов для изготовления деталей кузова автомобиля, корпуса станков и приспособлений.
Поэтому вопросы обеспечения качества их изготовления и их стойкости являются актуальными. Основной технологической операцией их изготовления в современном производстве является контурное фрезерование на фрезерных станках с числовым программным управлением [1, 2]. При работе фреза совершает вращательное движение резания и движения подачи. Причем траектория подачи фрезы является сложной, содержит в себе множество участков движения по прямой, по окружности, по линии, в пространстве, т.е. фреза постепенно, построчно описывает всю рабочую поверхность штампа. Шероховатость рабочих поверхностей штампов холодной штамповки при этом не должна превышать Ra 0,4 мкм. Это обусловлено требованиями качества штампованной детали, силами трения при штамповке, износостойкостью штампов. Но фрезерованием не удается достигнуть требуемой шероховатости. Наименьшая шероховатость, достигаемая скоростным фрезерованием - Ra 0,8…1,25. Это является следствием динамики процесса фрезерования. Для снижения шероховатости геометрических простых поверхностей применяются шлифование, полирование, хонингование. Но для пространственно-сложных поверхностей такие процессы неприменимы, так как нет доступа шлифовального или полировального круга ко всем участкам таких поверхностей. Поэтому применяют ручное абразивное полирование при помощи наборов абразивных брусков и лент различной формы и размеров. Такая обработка имеет множество недостатков. Во-первых, ручное абразивное полирование чрезвычайно трудоемкий процесс, требует больших затрат времени и физических сил рабочего. Во-вторых, не гарантируется качество обработки, так как при ручной обработке велика возможность ошибок, недоработок или, наоборот, снятия излишнего металла, т.е. велика зависимость от человеческого фактора, от личного мастерства рабочего. В-третьих, шероховатость поверхности будет неравномерной, так как при ручной обработке невозможно обеспечить одинаковую интенсивность обработки на всех участках пространственно-сложной поверхности.
Известна размерная электрохимическая обработка [3] и электрохимическое полирование [4]. При электрохимическом полировании размер детали не меняется, снижается только шероховатость поверхности. Этот процесс отличается высокой производительностью, высоким качеством поверхности, возможностью обработки труднообрабатываемых материалов, отсутствием наклепанного слоя обработанной поверхности, отсутствием высоких температур. Однако электрохимическое полирование применяется только для геометрических несложных поверхностей: плоскостей, цилиндров и т.п. [5]. Это связано с необходимостью обеспечения постоянного, равномерного зазора между обрабатываемой заготовкой и электродом-инструментом. Плотность тока в рабочей зоне и производительность процесса зависят от величины зазора. Поэтому если зазор неодинаков по длине детали, то процесс электрохимической обработки будет происходить неравномерно по обрабатываемой длине, что приведет к неравномерности съема металла и резкому снижению качества обработки.
Соответственно, для геометрически простых деталей несложно изготовить электрод-инструмент с ответной рабочей поверхностью. Например, для полирования плоской поверхности необходим электрод с плоской рабочей частью, для цилиндрической - электрод в форме полутруб (при вращении заготовки). Также существуют секционные электроды. Секционный электрод имеет более сложную форму и набран из нескольких электродов простой формы. Например, электрод для обработки ступенчатого вала набран из электродов полутруб разного радиуса. Причем для обработки заготовок по всей длине можно применять подачу, поэтому электрод-инструмент может быть небольшим и недорогим. Здесь главное состоит в том, что кинематика существующих электрохимических станков позволяет точно воспроизвести обрабатываемую поверхность. Например, для электрохимического полирования плоскости плоский электрод должен совершать прямолинейные движения в продольном и в поперечном направлениях. Если электрод полностью перекрывает обрабатываемую поверхность, то он может оставаться неподвижным.
Наиболее близким аналогом предлагаемого изобретения является ручной инструмент-электрод для электрохимической обработки, содержащий ручку с прикрепленным к ней перфорированным электродом, подключенным при помощи контакта и провода к отрицательному полюсу источника тока, при этом к перфорированному электроду с внешней стороны прикреплена дистанционная прокладка [6].
Приведенный аналог имеет недостатки. Продукты химической реакции плохо удаляются из зоны обработки, так как дистанционная прокладка выполнена из нежесткого материала и под действием внешних сил деформируется, что изменяет зазор между деталью и электродом. Кроме того, мягкий материал дистанционной прокладки при длительной работе засаливается и собирает продукты химической реакции. Кроме того, конструкция ручного инструмента не позволяет обрабатывать места перехода двух поверхностей с максимальным радиусом кривизны, а также профили сложного сечения, например, полусферы и пазы различного профиля в станках, цилиндрические и конические отверстия, а также глухие отверстия, шпоночные пазы и т.д.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки пространственно-сложных поверхностей с достижением следующих технических результатов: повышение производительности и качества обработки металлических поверхностей за счет стабилизации зазора между поверхностью детали и электродом; сохранение геометрических параметров, полученных до электрохимического полирования в труднодоступных местах перехода поверхностей за счет вариантности конструкций насадок.
Эта задача решается тем, что в ручном инструменте-электроде для электрохимического полирования металлов, содержащем корпус из диэлектрического материала, закрепленный в нем электрод с отверстиями, расположенными через равный шаг, подключенный к отрицательному полюсу источника постоянного тока, гибкую трубку для непрерывной подачи электролита, при этом электрод с внешней стороны снабжен средствами для создания зазора между ним и обрабатываемой металлической деталью, подключаемой к положительному полюсу источника постоянного тока, электрод состоит из стационарной части и съемной, выполненной в виде насадки с отверстиями, корпус и стационарная часть электрода выполнены в виде пустотелых цилиндров, стационарная часть электрода впрессована в корпус с образованием выступа для закрепления на нем насадки, при этом насадка имеет объемно-пространственную форму, идентичную форме обрабатываемой поверхности, одну часть отверстий в насадке используют для прохождения электролита, а другую часть - для монтажа средств для создания зазора, выполненных в виде дистанционных упоров и из диэлектрического материала, каждый из которых состоит из двух частей: цилиндрической, запрессованной в насадку, и полусферической с радиусом, равным заданной величине зазора между обрабатываемой деталью и электродом.
Съемная насадка может быть выполнена полусферической.
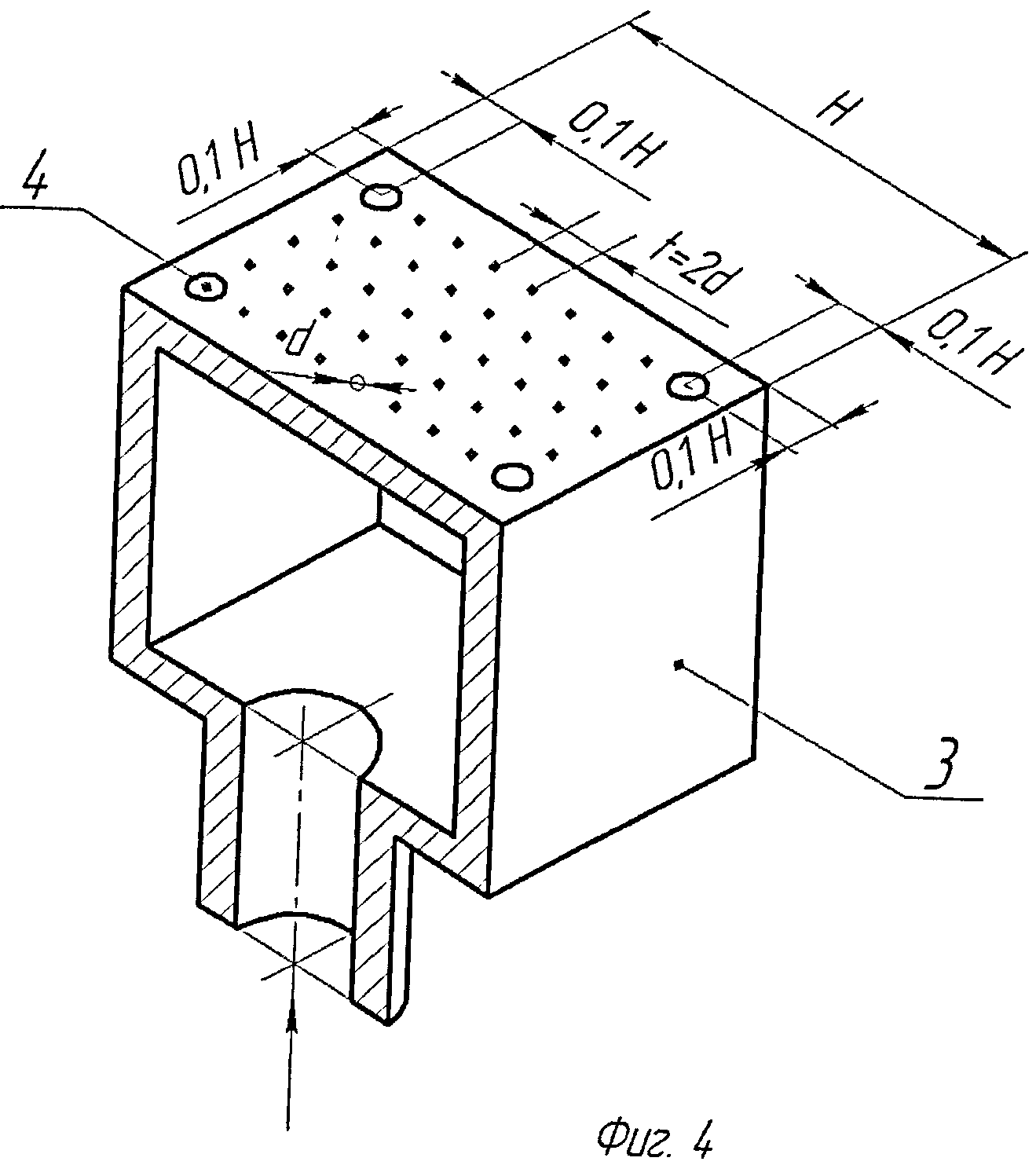
Съемная насадка может быть выполнена в виде прямоугольной призмы, а отверстия расположены на торце призмы, при этом боковые стороны насадки покрыты диэлектрическим материалом.
Съемная насадка может быть выполнена конусной.
Съемная насадка может быть выполнена цилиндрической, а отверстия расположены в ее цилиндрической стенке, при этом торец съемной насадки покрыт диэлектрическим материалом, причем посадочное отверстие выполнено с эксцентриситетом по отношению к оси электрода.
Выполнение электрода из стационарной части и съемной, выполненной в виде насадки с отверстиями, расширяет технологические возможности и ускоряет переналадку инструмента.
Выполнение корпуса и стационарной части электрода в виде пустотелых цилиндров обеспечивает подвод электролита в рабочую зону.
Запрессовка стационарной части электрода в корпус с образованием выступа для закрепления на нем насадки обеспечивает доступность при смене насадок.
Выполнение насадки объемно-пространственной формы, идентичной форме обрабатываемой поверхности, обеспечивает равномерность зазора и качество обработки.
Выполнение одной части отверстий в насадке для прохождения электролита, а другой части - для монтажа средств для создания зазора, выполненных в виде дистанционных упоров и из диэлектрического материала, каждый из которых состоит из двух частей: цилиндрической, запрессованной в насадку, и полусферической с радиусом, равным заданной величине зазора между обрабатываемой деталью и электродом дистанционного зазора в виде диэлектрических упоров с полусферической формой позволяет без препятствий удалять отходы из рабочей зоны и обеспечивать стабильный дистанционный зазор с учетом внешнего усилия и сложности поверхности.
Выполнение съемной насадки полусферической формы, в виде прямоугольной призмы, цилиндрической или конусной формы обеспечивает равномерность зазора для поверхностей сложной формы.
Расположение отверстий в цилиндрической стенке цилиндрической насадки при выполнении посадочного отверстия с эксцентриситетом по отношению к оси электрода позволяет расширить диапазон обработки цилиндрических отверстий.
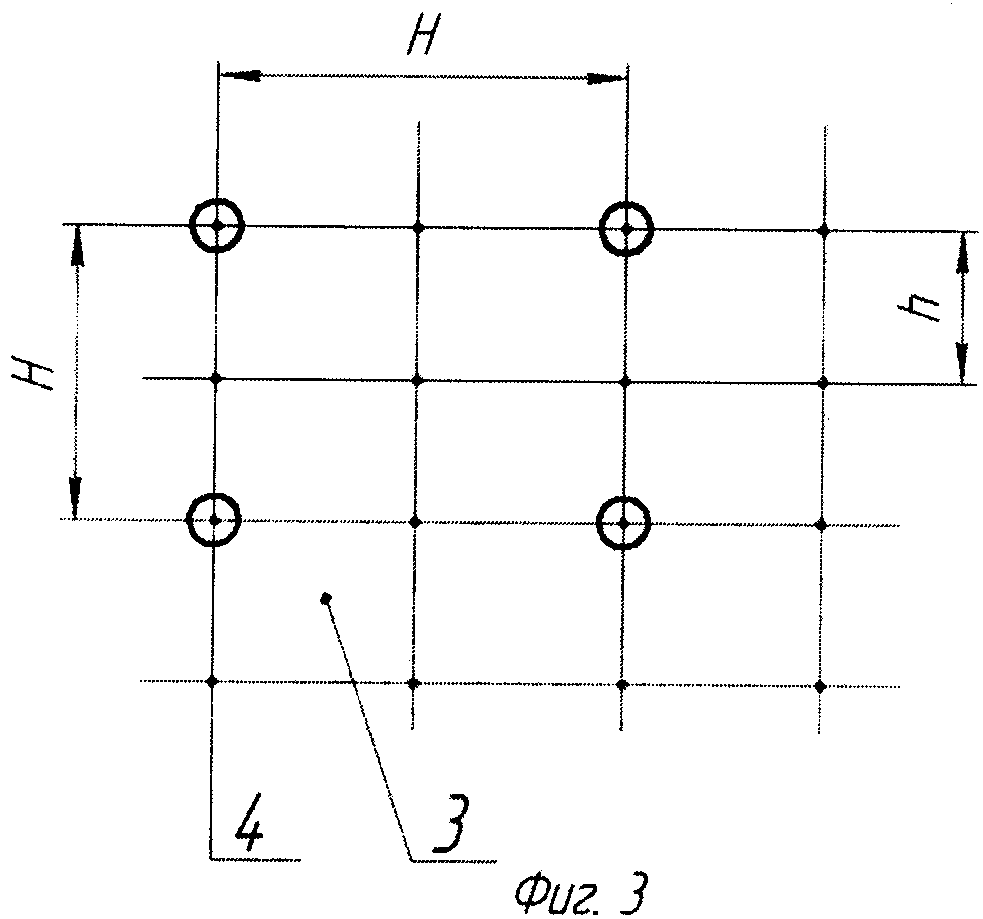
Предлагаемое изобретение иллюстрируется чертежами: на фиг.1 приведен общий вид ручного инструмента-электрода в виде полусферы, по фиг.2 - сечение А-А на фиг.1, на фиг3 - схема расположения отверстий и дистанционных упоров, на фиг.4 - общий вид насадки в виде призмы, на фиг.5 - общий вид насадки в виде конуса, на фиг.6 - общий вид насадки в виде цилиндра.
Устройство (фиг.1-3) содержит корпус 1 цилиндрической формы из диэлектрического материала, впрессованный в него цилиндрический электрод 2 с насаженной на одном конце насадкой 3 полусферической формы с множеством отверстий, расположенных с заданным шагом по всей поверхности насадки, с вставленными в нее дистанционными упорами 4.
Электрод 2 и насадка 3 изготовлены из электропроводного, коррозионно-стойкого материала, например из нержавеющей стали. Дистанционные упоры 4 выполнены из твердого диэлектрического материала, например керамики, и состоят из двух частей: цилиндрической, вмонтированной в отверстии поверхности насадки, и полусферической с радиусом сферы, равным величине рабочего зазора между поверхностью детали и насадкой электрода. К электроду 2 присоединен с помощью электрического контакта 5 провод 6. К электроду 2 с помощью штуцера 7 присоединена гибкая трубка 8 для подвода электролита.
Насадка 3 электрода 2 может быть изготовлена разных размеров и иметь различную форму для обеспечения доступа инструмента-электрода ко всем участкам обрабатываемых пространственных поверхностей с повышением качества обработки. На фиг.4 показана конструкция насадки электрода для обработки внутренних плоских поверхностей, выполненная в виде прямоугольной призмы, причем отверстия выполнены только на торцевой поверхности, равномерно по всей поверхности с заданным шагом, например, равным двум диаметрам отверстий по двум координатам, боковые поверхности выполнены сплошными и покрыты диэлектрическим материалом. С внешней стороны торца вмонтированы четыре дистанционных упора на расстоянии от краев, например, равном одной десятой длины торца призмы. На фиг.5 показана насадка 3, выполненная в виде конуса, на наружной поверхности которого выполнены отверстия с равномерным шагом, равным двум диаметрам отверстий, а в двух плоскостях на расстоянии одной трети или одной четвертой от высоты конуса, считая от вершины, вмонтированы по четыре дистанционных упора 4. На фиг.6 показана конструкция насадки электрода, выполненного в виде цилиндра. Для обработки сквозных отверстий торец выполнен сплошным и с наружной поверхности покрыт диэлектрическим материалом. На боковых поверхностях выполнены отверстия, равномерно расположенные с равномерным шагом, например, равным двум диаметрам отверстий. В двух плоскостях на расстоянии от торцов цилиндра вмонтированы по четыре дистанционных упора. При обработке глухих отверстий на торце выполняются отверстия с тем же шагом равномерно по всей поверхности, что и по боковой поверхности. Посадочное отверстие насадки выполнено с эксцентриситетом.
Ручной инструмент-электрод работает следующим образом. Для выполнения электрохимического полирования обрабатываемая деталь подключается к положительному полюсу источника постоянного тока, а электрод 2 через электрический контакт 5 и провод 6 - к отрицательному полюсу. Инструмент-электрод приводят в контакт с обрабатываемой деталью, причем дистанционный упор 4 создает равномерный зазор между насадкой 3 и обрабатываемой поверхностью, препятствуя их контакту так, как это показано на фиг.1. Через гибкую трубку 8 в полость корпуса подается электролит. В качестве электролита используются водные растворы солей, кислот, щелочей, например, раствор поваренной соли. Для предотвращения коррозии обрабатываемой детали в электролит добавляются химические вещества - ингибиторы коррозии, например, нитрид натрия Na2N. Подаваемый электролит выливается через отверстия насадки 2, и попадает на обрабатываемую деталь и, таким образом, замыкает электрическую цепь. При замыкании электрической цепи начинается процесс электрохимического полирования.
В основе электрохимической обработки лежит процесс анодного растворения металла. Инструмент-электрод перемещается вручную по обрабатываемой поверхности. Процесс полирования происходит только на тех участках поверхности, где в данный момент находится инструмент-электрод. Обработка производится до тех пор, пока не будет отполирована вся требуемая поверхность. Объем растворенного металла регулируется временем обработки, т.е. временем нахождения инструмента-электрода на некотором участке обрабатываемой поверхностью. Время обработки определяется субъективно исполнителем работы, которой оценивает обрабатываемую поверхность, решает, достигнута ли требуемая шероховатость на данном участке поверхности. Это можно определить по интенсивности следов от предшествующей обработки. Если, по мнению исполнителя, шероховатость не достигнута, то он снова помещает инструмент-электрод на недоработанный участок.
Качество выполнения операции обеспечивается тем, что анодное растворение металла происходит равномерно в зоне обработки. Производительность зависит от плотности тока в зоне обработки, а исполнитель работы не должен прикладывать физических усилий для обработки кроме как для перемещения инструмента-электрода по обрабатываемой поверхности.
При небольшой силе тока (8…10 ампер) анодному растворению подвергаются в первую очередь выступы шероховатости на обрабатываемой поверхности, а основной металл детали не успевает вступить в реакцию. Вследствие этого выступы удаляются электрическим путем и шероховатость поверхности снижается.
Так как зазор между насадкой 3 электродом 2 и обрабатываемой поверхностью из-за наличия дистанционных упоров 4 является равномерным, то и обработка происходит равномерно по всему участку, на котором находится ручной инструмент-электрод, что обеспечивает качество полирования. Для поддержания равномерности процесса электрохимического полирования и удаления продуктов реакций из рабочей зоны электролит непрерывно подается через гибкую трубку 8. Для сбора стекающего с детали электролита и продуктов химических реакций деталь до начала обработки может быть помещена в ванну, оборудованную установочным приспособлением.
При отключении электрического питания электрохимическая обработка прекращается. После полирования деталь промывается водой.
Источники информации
1. Беренфельд В.В. Изготовление штампов. - М.: Машиностроение, 1984 - 192 с.
2. Мендельсон B.C., Рудман Л.И. Технология изготовления штампов и пресс-форм. М.: Машиностроение, 1982. - 208 с.
3. Мороз И.И. и др. Электрохимическая обработка металлов. М.: Машиностроение, 1969. - 208 с.
4. Штанько В.М., Карязин П.П. Электрохимическое полирование металлов. М.: Металлургия, 1979. - 160 с.
5. Патент JP 2957322. Журнал «Изобретения стран мира», 2000.
6. Патент RU 2342472 C2, кл. C25F 7/00; 3/16, 2008.
Привод электрогидравлический
Устройство вибросверлильное
Уплотнение гидравлического и пневматического цилиндра двухстороннего действия
Вибратор электрогидравлический
Способ обработки тел вращения
Токарный станок
Устройство для токарной обработки
Внутренний самоцентрирующий люнет
Способ стабилизации геометрических параметров маложестких валов
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Учебно-лабораторный стенд для изучения электрических машин и электроприводов
Привод электрогидравлический
Способ изготовления бессвинцового припоя на основе олова
Способ определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга
Уплотнение гидравлического и пневматического цилиндра двухстороннего действия
Горелка для точечной плазменной сварки
Сварное нахлесточное соединение
Вибратор электрогидравлический
Устройство для обработки выглаживанием поверхностей вращения
Способ получения алюминиево-медных лигатур

