Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ УСИЛИЯ ОСАДКИ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ
Вид РИД
Изобретение
Предлагаемое изобретение относится к сварочному производству, а именно к способам измерения давления осадки при контактной стыковой сварке полос или изделий компактного сечения, выполняемой на специализированных машинах контактной сварки непрерывным оплавлением или сопротивлением.
Давление осадки при контактной стыковой сварке является важнейшим параметром режима сварки, от которого зависит качество сварного стыка, а также вес, сложность и стоимость сварочных машин. Давление осадки в свою очередь зависит от теплофизических свойств свариваемого материала, степени нагрева, скорости осадки, сечения свариваемых изделий и т.д. Расчет требуемых усилий осадки для обеспечения доброкачественной сварки достаточно сложен и неточен из-за многих трудно учитываемых факторов, влияющих на давление осадки. Поэтому чаще всего используют экспериментальный способ определения давлений осадки путем измерения его в процессе осадки.
Известен, например, способ непосредственного измерения усилия осадки тензодатчиками по деформации участков неподвижной станины сварочной машины, воспринимающих только усилие осадки (см., например, А.С.Гельман, Технология и оборудование контактной электросварки М., Машгиз, 1960 г.).
Недостатком такого способа замера являются возникающие при ударном нагружении усилием осадки гармонические затухающие колебания станины, амплитуда и период которых зависит от скорости осадки, массы станины и ее жесткости. При скоростях осадки больше 30 мм/сек колебания станины и амплитуда настолько возрастает, что точное измерение становится невозможным, так как период колебания станины становится близким к времени осадки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ измерения усилия осадки, при котором запись усилия осадки осуществляется по деформации двух коробчатых измерительных элементов с наклеенными на вертикальные стенки тензометрическими датчиками, составляющими измерительный полумост, и измерение тока разбаланса моста при изгибе горизонтальным усилием осадки вертикальных стенок коробчатых элементов, передаваемым через зажатые в них свариваемые детали (см., например, Н.С.Кабанов и др. Силовые параметры машин для стыковой сварки оплавлением, «Автоматическая сварка, №12, 1971, с.47…51).
Недостатком такого способа является трудность расшифровки полученных осциллограмм из-за токовых наводок на тензодатчики и соединительные провода, так как измерительные элементы являются зажимными и токопроводящими деталями машины и находятся непосредственно в сварочном контуре машины, а подключение фильтрующих конденсаторов изменяет временной график воздействия усилия осадки на свариваемые детали и также искажает истинную осциллограмму записи. Отключение сварочного тока перед осадкой снижает токовые наводки, но это не соответствует применяемым сварочным режимам и изменяет величину требуемого усилия осадки из-за охлаждения металла стыка.
Техническим результатом предлагаемого изобретения является стабильно точное получение записи усилия осадки при оптимальных режимах сварки.
Технический результат достигается тем, что при использовании способа измерения усилия осадки при контактной стыковой сварке, включающего в себя установку в сварочную машину вместо зажимных губок двух коробчатых измерительных элементов с наклеенными на вертикальные стенки тензометрическими датчиками, составляющими измерительный полумост, и измерение тока разбаланса моста при изгибе горизонтальным усилием осадки вертикальных стенок коробчатых элементов, передаваемым через зажатые в них свариваемые детали, тензодатчики каждого полумоста соединяют между собой встречно-последовательно, и объединяют в полумост, при этом точку объединения располагают на расстояние более метра от зоны сварки, а толщину вертикальных стенок коробчатых измерительных элементов определяют из условия соотношения периода их собственных колебаний при горизонтальной деформации к длительности осадки не менее чем 0,01.
Заявляемый способ измерения усилия осадки при контактной стыковой сварке приведен на фиг.1, где показаны установленные вместо зажимных губок коробчатые измерительные элементы с зажатыми в них свариваемыми полосами и схема соединения тензодатчиков в полумост.
Устанавливают верхний и нижний коробчатые измерительные элементы 1 с наклеенными на вертикальные стенки тензометрическими датчиками 2 в сварочную машину, при этом датчики верхнего и нижнего пояса соединены между собой встречно-последовательно, а объединяют их в полумост в точках 3, расположенных на расстояниях не менее метра от зоны сварки.
Перед началом измерения усилия осадки, воспринимаемого свариваемыми изделиями, коробчатые измерительные элементы 1 в зажатом состоянии тарируют в сварочной машине плавно нарастающим усилием от привода осадки и строят тарировочные графики по показаниям месдозы гидроцилидра осадки за вычетом веса подвижной станины и сил трения, определяемых при холостом ходе станины. Усилия на верхнем и нижнем измерительных элементах 1 записывают раздельно, а для точного их суммирования чувствительность каналов подбирают одинаковой.
Устанавливают требуемое по режиму сварки конечное расстояние между передними краями измерительных элементов 1 и сварочных губок 4, опускают прижимы 5 и 6, зажимают изделия 7 в измерительных элементах 1 и сварочных губках 4. Производят балансировку измерительных мостов на каждом измерительном элементе для компенсации различных характеристик верхних и нижних датчиков 2.
Включают сварочный трансформатор и гидроцилиндр привода перемещения (на фиг.1 условно не показаны) и производят оплавление торцов изделий 7 и их осадку в конце оплавления. При этом передаваемым через зажатые полосы горизонтальным усилием осадки коробчатые измерительные элементы 1 изгибаются и имеют в верхней и нижней частях вертикальных стенок разные знаки, а в измерительных диагоналях появляется ток разбаланса, пропорциональный приложенной нагрузке. Записанный в процессе осадки ток разбаланса сравнивают с тарировочными графиками и таким образом определяют усилие осадки, требуемое для обеспечения заданного припуска на осадку изделий.
Толщину вертикальных стенок выбирают предварительно с учетом соотношения периода их собственных колебаний при ударной нагрузке. Проверку периода собственных колебаний измерительных элементов 1 производят следующим образом: зажимают в них упор, затем выводят их из равновесия ударным приложением нагрузки на упор, записывают график колебания системы измерительных элементов 1 и определяют период их собственных колебаний, который должен составлять около 0,002 сек при длительности осадки 0,2…0,6 сек. Соотношение указанных параметров, составляющее не менее 0,01, определяет выбор толщины вертикальной стенки коробчатого измерительного элемента, обеспечивающей отсутствие влияния периода ее собственных колебаний на точность измерения усилия осадки.
За счет встречно-последовательного соединения датчиков верхней и нижней групп и объединения их в полумост в точке, расположенной на расстоянии более метра от места сварки, экранированным попарно сплетенным проводом способ позволил резко снизить наводки от электромагнитных полей сварочного трансформатора и обеспечил стабильно точное получение записи усилия осадки при оптимальных режимах сварки и нормальную расшифровку полученных осциллограмм процесса осадки.
Способ измерения усилия осадки при контактной стыковой сварке деталей, включающий установку в сварочную машину верхнего и нижнего коробчатых измерительных элементов, являющихся зажимными губками для одной из свариваемых деталей, содержащих наклеенные на их вертикальные стенки тензометрические датчики, объединенные в измерительный полумост, и измерение тока разбаланса измерительного моста при горизонтальной деформации изгиба вертикальных стенок коробчатых измерительных элементов усилием осадки, передаваемым через зажатые свариваемые детали, отличающийся тем, что тензодатчики каждого полумоста соединяют между собой встречно-последовательно, при этом точку объединения датчиков каждого полумоста располагают на расстоянии не менее метра от зоны сварки, а толщину вертикальных стенок коробчатых измерительных элементов выбирают с учетом соотношения периода их собственных колебаний при ударной нагрузке к длительности осадки, составляющего не менее чем 0,01.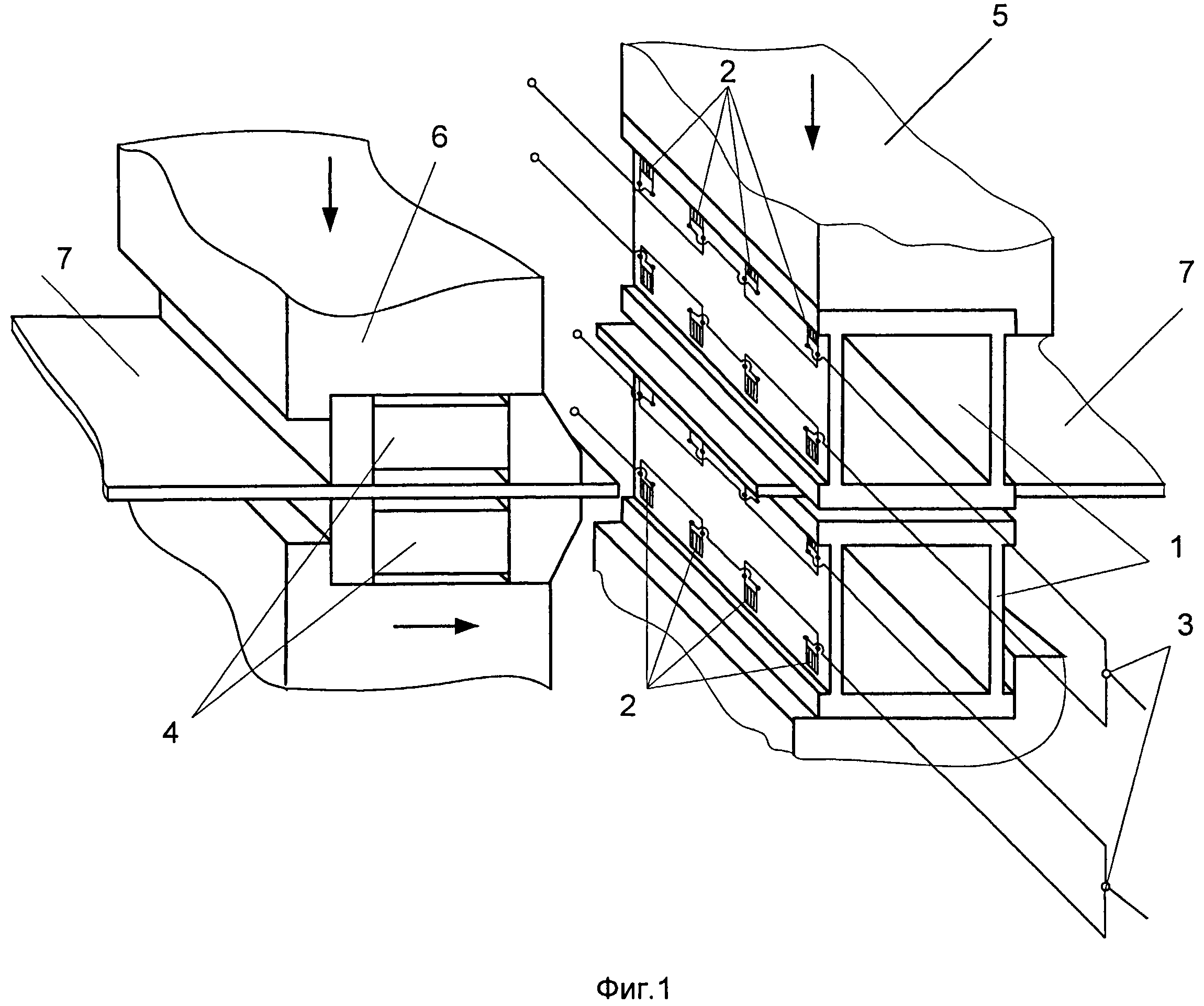
Пресс для спрессовывания порошковых материалов
Кристаллизатор машины непрерывного литья металла
Штамповочно-экструзионный гидравлический пресс
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Устройство для получения тиксозаготовок с глобулярной структурой
Гидравлический пресс
Способ вторичного охлаждения непрерывнолитой круглой заготовки
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Дорн кристаллизатора машины непрерывного литья полых заготовок
Способ изготовления уплотнительной манжеты из полиуретана
Уплотнительное устройство опоры прокатного валка
Устройство захвата рабочей втулки контейнера для последующего удаления из зоны пресса
Способ штучной прокатки листовой продукции
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Установка для подготовки снежной массы к таянию
Уплотнительное устройство шатуна стана холодной прокатки труб

