Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Вид РИД
Изобретение
Предлагаемое изобретение относится к сварочному производству, а именно к способам сборки под сварку изделий коробчатой формы на специализированных устройствах, и может быть использовано при изготовлении сварных изделий коробчатой формы, например корпусов трансформаторов с гофрированными стенками.
Гофрированная стенка представляет собой ряд вертикальных чередующихся складок (гофр) тонкого металла с загерметизированными сваркой кромками, в местах перехода гофры к горизонтальной плоскости имеются несваренные участки кромки, высота которых примерно равна двойной толщине стенки. При автоматической сварке гофростенок к рамке крышки и днищу корпуса нахлесточным швом из-за неправильно подобранного режима сварки у основания гофр могут образовываться непровары, вызывающие негерметичность всего корпуса. Единый режим сварки усиленным швом для избежания непроваров приводит к резкому перерасходу электродного металла и увеличивает нагрев деталей и рост деформаций в зоне шва.
Известно, что при изготовлении корпусов трансформаторов из гофрированной стенки автоматической дуговой сваркой плавящимся электродом нижний край гофростенки усиливают приваркой стальной узкой полосы, которая создает излишек металла у основания гофр, и, тем самым, способствует заполнению при сварке мест перехода вертикальной гофры к горизонтальной плоскости (см., например, проспект фирмы «Heinrich Georg GMBH», 1983 г., стр.4).
Однако такой способ с предварительной приваркой ленты у основания гофр с двух сторон по всей длине гофростенки требует дополнительных производственных затрат при изготовлении гофростенок и увеличивает расход металла.
Известен также способ автоматической дуговой сварки плавящимся электродом швов с периодическим переменным поперечным сечением, включающий сварку нахлесточных швов, сварку основания гофр, измерение пройденного пути сварочной горелки и изменение скорости сварки при выполнении сварных швов, при котором при подходе сварочной горелки к основанию гофры снижают скорость сварки пропорционально отношению площадей поперечных сечений наплавляемых швов, а после сварки основания гофр скорость сварки увеличивают (RU 2374048 C1 B23R 9/173, B23K 31/02, опубл. 27.11.2009).
Выполнение сварки по этому способу позволяет управлять количеством наплавляемого металла, однако при наложении швов большой протяженности не всегда удается избежать термической деформации гофростенок в процессе сварки и в отдельных местах появляются непровары в местах схождения складок гофр, поэтому чаще всего предварительно приваривают эти участки гофростенок к днищу и рамкам крышки ручной дуговой сваркой, что, в целом, заметно снижает производительность изготовления корпусов трансформаторов.
Техническим результатом предлагаемого изобретения является повышение качества сварных швов и упрощение действий при их получении, увеличение производительности и уменьшение производственных затрат при изготовлении гофрокорпусов.
Технический результат достигается тем, что при сборке изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом, включающей установку и оппозитное фиксирование рамки крышки и днища, поочередную укладку гофрированных стенок и их прихватку точечной контактной сваркой, прихватку осуществляют по всему периметру изделия с односторонним подводом тока к электродам и выполнением в каждом цикле сварки двух точек вблизи схождения складок металла при расположении их с допустимым приближением к основанию гофры и краям гофростенки.
Заявляемый способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом иллюстрируется фигурами 1 и 2.
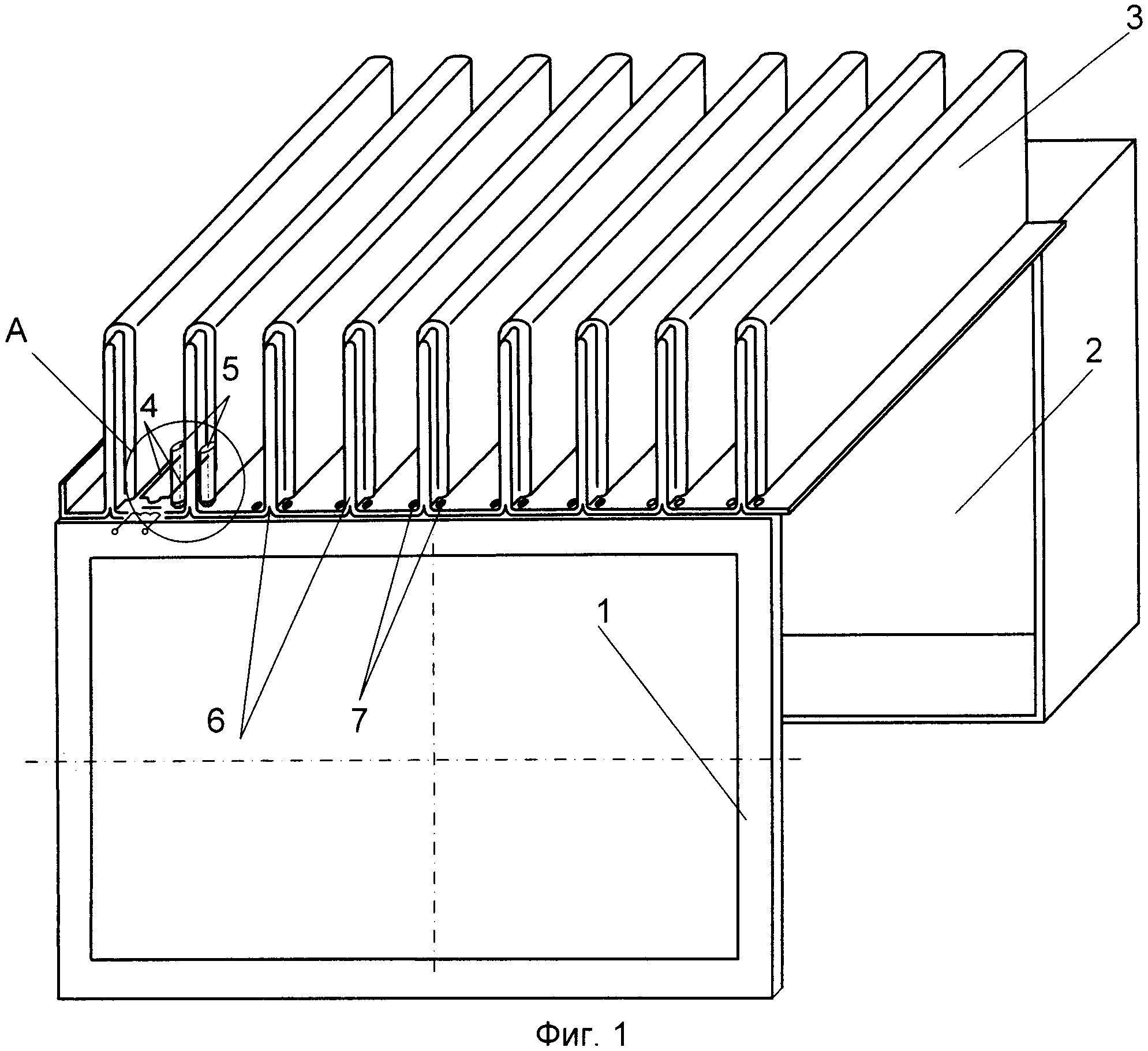
На фиг.1 показана схема сборки и прихватки первой гофростенки к рамке крышки и днищу корпуса трансформатора.
На фиг.2 показан увеличенный вид А на фиг.1.
Заявляемый способ осуществляется следующим образом.
После установки и оппозитного фиксирования рамки крышки 1 и днища 2 корпуса трансформатора на их горизонтальные плоскости укладывают первую гофростенку 3 и осуществляют ее прихватку (см. фиг.1) с односторонним подводом 4 тока к электродам 5 (см. фиг.2). Это позволяет максимально приблизить электроды к месту схождения складок металла 6 гофростенки 3 и выполнить точки 7 с двух сторон гофры по прилегающим к рамке крышки 1 и днища 2 корпуса трансформатора краям гофростенок. Прихватку осуществляют с выполнением двух сварных точек 7 в каждом цикле сварки, затем повторяют циклы сварки до полной прихватки гофростенки 3 с двух краев по всей ее длине.
Затем выполнение способа переносится на другие гофростенки корпуса. После прихватки всех четырех гофростенок собранный корпус трансформатора передается на сварку.
Пример выполнения способа: при толщине металла гофростенки 1 мм и сварке с шагом точек 30 мм ток составляет 15…17 кА, усилие сжатия - 350 кГ, а время сварки - 0,2 с.
Таким образом, применение предлагаемого способа сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом позволяет не только отказаться от приварки усиливающих полос по краям гофростенок, но и за счет рационального расположения сварных точек при прихватке деталей изделий коробчатой формы предотвратить нежелательные деформации сварных швов при выполнении автоматической дуговой сварки швов большой протяженности, увеличить производительность изготовления гофрокорпусов, и в целом повысить качество и надежность гофрокорпусов силовых трансформаторов.
Способ сборки изделий коробчатой формы с гофрированными стенками для автоматической дуговой сварки плавящимся электродом, включающий прихватку гофрированных стенок к корпусу изделия, отличающийся тем, что сначала устанавливают и оппозитно фиксируют рамку крышки и днища корпуса, затем последовательно на плоскости крышки и днища корпуса устанавливают гофрированные стенки и осуществляют прихватку точечной контактной сваркой двух краев по всей ее длине путем выполнения сварных точек с двух сторон основания гофры по прилегающим к рамке крышки и днища корпуса краям гофрированных стенок.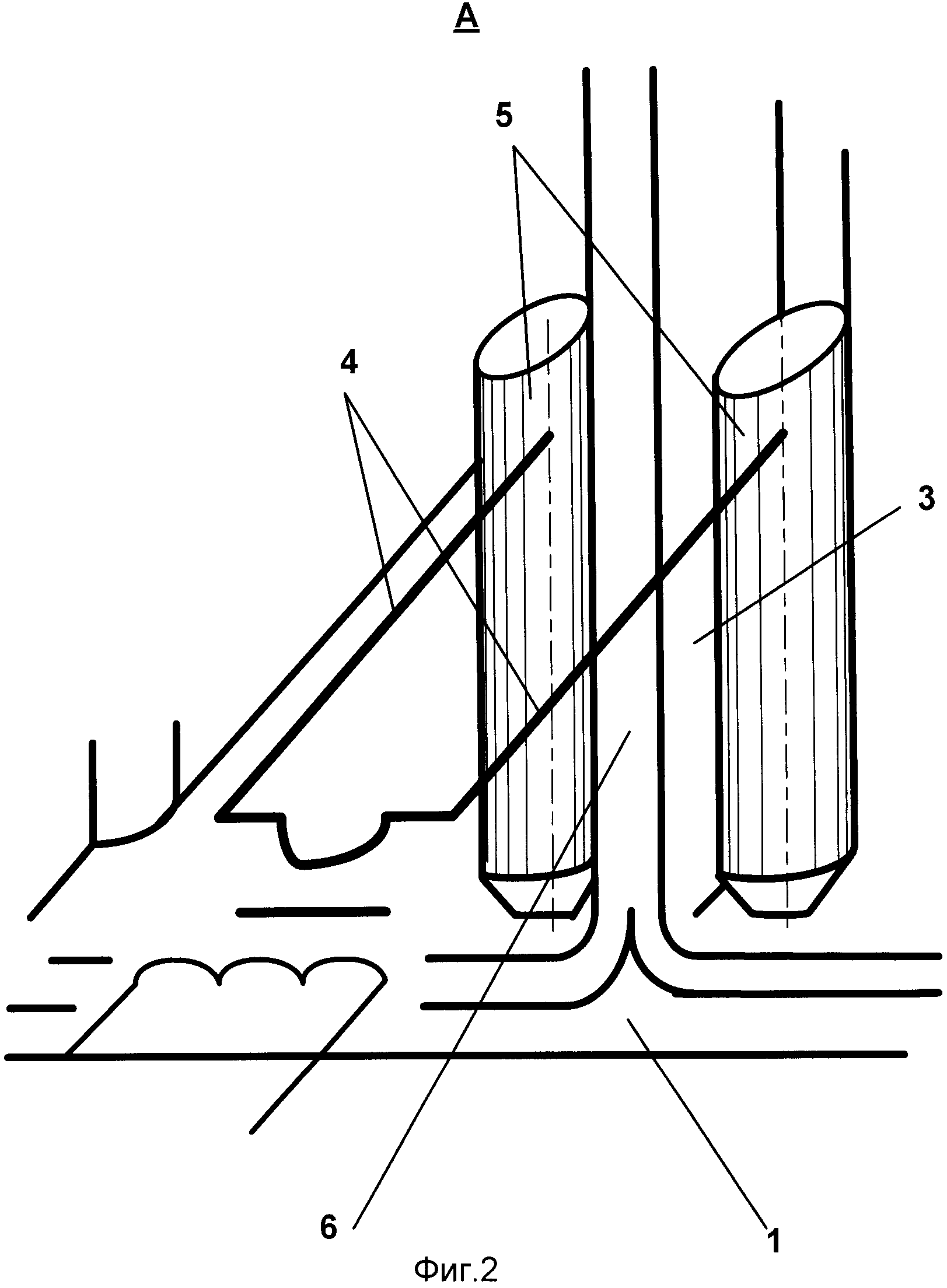
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Линия штамповки изделий из цилиндрических реозаготовок
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Сопло для производства аморфной ленты
Способ измерения усилия осадки при контактной стыковой сварке
Двухкамерный газостат
Устройство укладки листа компактированной порошковой смеси в форму для вспенивания и извлечения из нее панели пеноалюминия
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Способ изготовления уплотнительной манжеты из полиуретана

