Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубному производству, в частности к трубоэлектросварочному производству, и может быть использовано для автоматической двухсторонней сварки металлических полос при производстве спирально-шовных электросварных труб.
Известен способ изготовления спирально-шовных труб (патент СССР №362530, В21с 37/12, В23к 31/06, опубл. 13.12.1972 г.), выбранный в качестве прототипа, который включает стыковку полос рулона двухсторонним швом на отдельной поточной линии, причем первый шов накладывают на состыкованные кромки полос до их сворачивания в рулон с внутренней стороны рулона, а второй шов выполняют на стадии сворачивания рулона с его внешней стороны. Известен также способ изготовления труб указанного типа с (патент СССР №362530 А, опубликован 13.11.1973) со сваркой наружной и внутренней частей стыкового шва в нижнем положении до формовки за счет переворота полосы на 180° перед сваркой обратной стороны стыкового шва. Данный способ требует достаточно большого расстояния между установками сварки внутреннего и наружного швов или больших деформирующих усилий, поскольку предусматривает сложную деформацию (в 2 или более плоскостях).
В настоящее время спирально-шовные трубы изготавливаются из металла рулонного проката. После выработки предыдущего рулона к концу его полосы приваривается встык начало следующего. Сформованная труба режется на трубы мерной длины. При этом поперечный шов до формовки сваривается только с одной (внутренней) стороны автоматической сваркой под флюсом, с противоположной стороны сварка выполняется на трубе с выходом сварного шва на поверхность трубы.
Недостатком данной технологии является то, что начало и окончание сварки стыка на трубе выполняется на основном металле трубы, тогда как это не допускается и является дефектом. Данный дефект устраняется вырезкой участка трубы с поперечным швом, что приводит к перерасходу металла. В ряде спецификаций данный дефект считается допустимым, но его наличие снижает расчетные характеристики трубопроводов.
Техническая задача, решаемая изобретением, заключается в исключении сварки поперечного шва на трубе с минимизацией габаритов оборудования и исключением дополнительной пластической деформации рулонной полосы до формовки.
Поставленная задача решается за счет того, что осуществляется автоматическая сварка стыка металлических полос с двух сторон в нижнем положении до формовки трубы (сворачивания в спираль металлической полосы). Первый стыковой шов полосы выполняется в нижнем положении автоматической сваркой под флюсом в исходном состоянии свариваемой полосы металла после размотки рулона. Второй стыковой шов выполняется в нижнем положении автоматической сваркой после переворота полосы на 180° (вокруг оси полосы) и одновременного поворота в горизонтальной плоскости с последующим заходом ее в формовочное устройство трубосварочного стана. В результате полоса в зоне переворота образует петлю, положение которой в горизонтальной и вертикальной плоскостях фиксируется специальными поддерживающими устройствами. Радиус изгиба петли R определяется в зависимости от толщины и предела текучести металла рулона из условия не превышения максимального напряжения изгиба предела текучести металла.
Изобретение поясняется чертежом, где показана технология двухсторонней автоматизированной стыковой сварки металлических полос для изготовления спирально-шовных труб.
Технологическая линия содержит: разматыватель рулонов 1, правильную машину 2, гильотинные ножницы 3, поперечные фрезы 4, стыкосварочную установку 5, первую пару тянущих валков 6, входные и выходные направляющие ролики соответственно 7 и 9, поворотную петлю полосы с поддерживающими устройствами 8, стыкосварочную установку 10, продольные фрезы 11, вторую пару тянущих валков 12, формовочное устройство трубосварочного стана 13.
Предлагаемый способ осуществляется следующим образом. Автоматическая сварка стыка металлической полосы выполняется с одной стороны после размотки рулона с разматывателя рулонов 1, поступления этой полосы на правильную машину 2 для правки, обрубки концов стыкуемых полос на гильотинных ножницах 3, фрезерования кромок под сварку поперечными фрезами 4. Подготовленные кромки собираются встык и свариваются в нижнем положении автоматической сваркой 5. Затем сваренная с одной стороны металлическая полоса, проходя по первой паре тянущих валков 6 и входных направляющих роликов 7, переворачивается на 180° с одновременным поворотом в горизонтальной плоскости, образуя поворотную петлю 8. После переворота полосы на 180° и прохода выходных направляющих роликов 9 на стыкосварочной установке 10 выполняется автоматическая сварка в нижнем положении с обратной стороны стыка. Движение полосы после поворотной петли 8 обеспечивается тянущими валками 12, в то время как первая пара тянущих валков 6 вытягивает полосу из рулона и перемещает ее до поворотной петли 8. После сварки обратной стороны стыкового шва с помощью продольных фрез 11 производится подготовка кромок под сварку спирального шва (обрезка краев полосы в размер и разделка кромок), после чего полоса подается под углом, определяемым шириной и толщиной полосы и диаметром трубы, в формовочное устройство трубосварочного стана. При этом, поскольку поперечный шов, стыкующий полосу при смене рулонов, заварен с обеих сторон, сварка наружной части поперечного шва в трубе не требуется.
Способ изготовления спирально-шовных труб из рулонов полос, включающий стыковку рулонов двухсторонним сварным швом до формовки трубы с накладыванием первого шва на состыкованные кромки полос с одной стороны в нижнем положении, а второго - с другой стороны в нижнем положении, отличающийся тем, что второй шов накладывают после переворота полосы вокруг ее оси на 180° и одновременного поворота в горизонтальной плоскости с образованием петли, фиксируемой в горизонтальной и вертикальной плоскостях, с радиусом изгиба петли, определяемым в зависимости от толщины, ширины и предела текучести металла полос, и с последующим заходом полосы в формовочное устройство трубосварочного стана.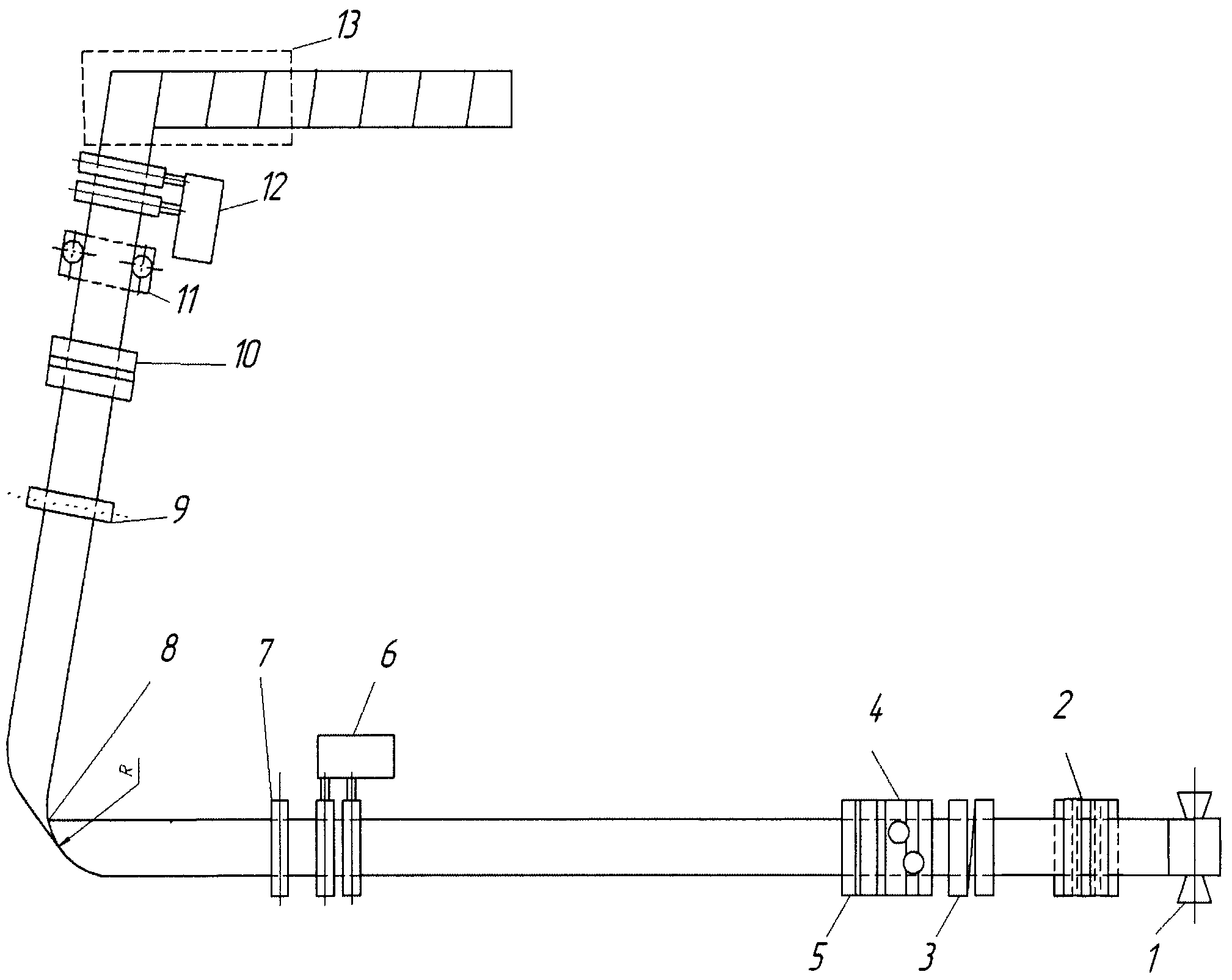
Оправочный узел стана винтовой прокатки
Способ изготовления прямошовных сварных труб большого диаметра
Способ центрирования пробки верхней при креплении к контейнеру для герметизации установки на смятие в сборе
Способ дуговой сварки кольцевых швов поворотных стыков труб
Способ внепечной обработки стали
Способ получения гильз
Способ электродуговой сварки спирально-шовных труб
Способ винтовой прокатки заготовки
Способ производства электросварных спиральношовных труб большого диаметра
Оправочный узел стана винтовой прокатки
Способ изготовления прямошовных сварных труб большого диаметра
Способ центрирования пробки верхней при креплении к контейнеру для герметизации установки на смятие в сборе
Способ дуговой сварки кольцевых швов поворотных стыков труб
Способ внепечной обработки стали
Установка для испытания труб на смятие внешним гидравлическим давлением
Способ электродуговой сварки спирально-шовных труб
Технологическая линия для изготовления спирально-шовных труб из рулонного проката
Технологическая линия для изготовления спирально-шовных труб из рулонного проката
Технологическая линия для изготовления спирально-шовных труб из отдельных листов

