Результат интеллектуальной деятельности: СПОСОБ ЦЕНТРИРОВАНИЯ ПРОБКИ ВЕРХНЕЙ ПРИ КРЕПЛЕНИИ К КОНТЕЙНЕРУ ДЛЯ ГЕРМЕТИЗАЦИИ УСТАНОВКИ НА СМЯТИЕ В СБОРЕ
Вид РИД
Изобретение
Изобретение относится к производству, в частности к технологии соединения узлов оборудования.
Известен способ фиксации держателей для обрабатываемых деталей, подлежащих механической обработке в зоне обработки металлорежущего станка в точно определенном и заранее заданном положении и зажимное устройство для его осуществления (заявка РФ №2011127942/02, B23Q 3/06 (2006.01), опубл. 20.05.2013 г.), выбранный в качестве прототипа, включающий в себя насаживание громоздкой детали с конусным вырезом на конусный штырь.
Недостатком данного способа является то, что деталь, в которую входит штырь, громоздкая, тяжелая, имеет большие габариты. Способ насаживания на штырь неудобен, устройство имеет одну степень свободы.
Техническая задача, решаемая данным способом, заключается в повышении надежности крепления пробки верхней к контейнеру, повышении производительности труда на установке, организации безопасного метода крепления узла, уменьшении количества расходных материалов, расходовавшихся при нецентрированном способе опускания крышки на контейнер.
Поставленная задача решается за счет того, что конусные направляющие входят в фиксирующие отверстия поочередно и, имея различную длину, упрощают процесс центровки соединяемых деталей конструкции, делают более безопасными условия работы персонала на данной установке на смятие.
Предлагаемый способ базируется на центрировании пробки верхней контейнера установки на смятие по меньшей мере по двум направляющим центровочными отверстиями типа с соответствующим количеством острых клиньевых фиксаторов. Причем центровочные клинья должны быть ограничены двумя параллельно ориентированными относительно друг друга и контейнера отверстиями, прикрепленные к параллельным стенкам элемента скрепляемой конструкции. При опускании сначала одного клина (поз. 1) в фиксирующее отверстие (поз. 2) крышка контейнера принимает положение, обеспечивающее опускание в параллельной плоскости контейнера, при регулировке второго клина во второе отверстие достигается параллельность стенок контейнера и крышки в продольном и поперечном направлениях.
Использование предлагаемого способа позволит проводить сборку конструкции точнее, безопаснее и быстрее.
Данный способ центрирования найдет применение в любой производственной области, где требуется жесткое фиксирование узлов между собой.
Данный способ используется на ОАО «ВТЗ» в ТПЦ-3 в «Установке для испытаний труб на смятие внешним гидравлическим давлением» КП 684 для соединения пробки верхней к корпусу контейнера.
Способ центрирования пробки верхней относительно контейнера для жесткой фиксации технологического узла в установке для испытаний на смятие, включающий соединение пробки верхней с контейнером с вхождением двух конусных направляющих в фиксирующие отверстия, выполненные на контейнере, отличающийся тем, что используют конусные направляющие, выполненные с различной длиной, с обеспечением возможности их поочередного вхождения в фиксирующие отверстия.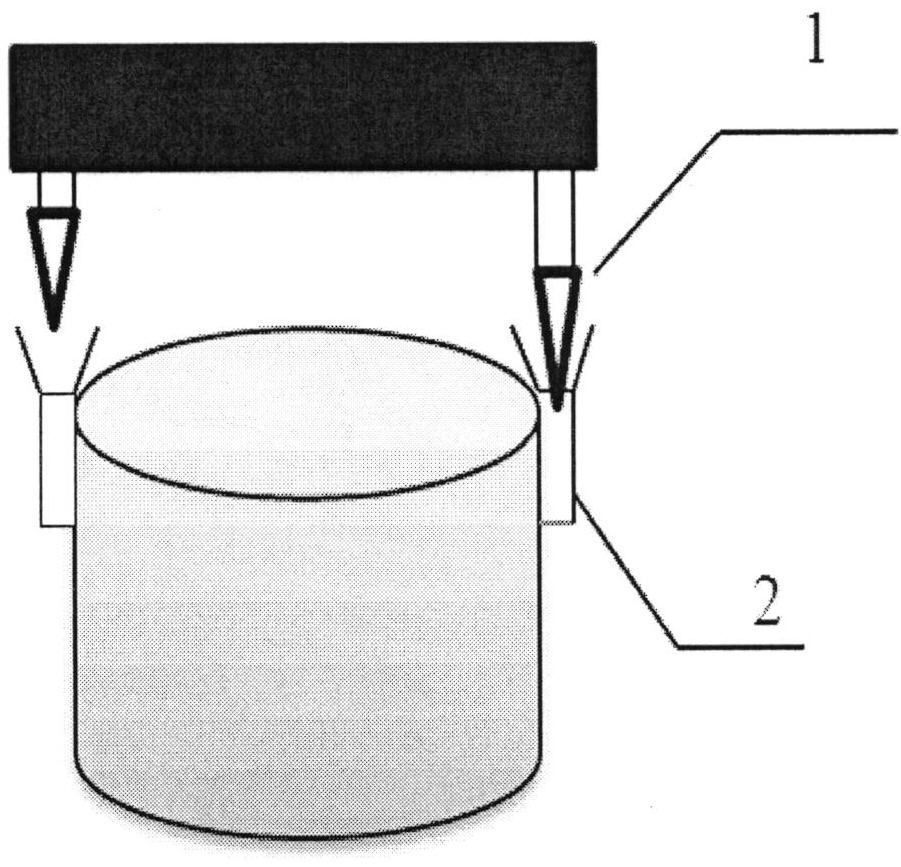
Способ изготовления спирально-шовных труб
Оправочный узел стана винтовой прокатки
Способ изготовления прямошовных сварных труб большого диаметра
Способ внепечной обработки стали
Способ получения гильз
Способ электродуговой сварки спирально-шовных труб
Способ винтовой прокатки заготовки
Способ производства электросварных спиральношовных труб большого диаметра
Способ изготовления спирально-шовных труб
Оправочный узел стана винтовой прокатки
Способ изготовления прямошовных сварных труб большого диаметра
Способ внепечной обработки стали

