Результат интеллектуальной деятельности: СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ
Вид РИД
Изобретение
Изобретение относится к строительству трубопроводов и сварке трубных сборок, а именно к выполнению операции сварки кольцевых швов при изготовлении трубных сборок и приварки деталей и узлов к торцам труб большого диаметра с использованием дуговой сварки.
Известен способ дуговой сварки поворотных кольцевых стыков патент №732106, В23К 31/06, опубл. 05.05.1980 г.), при котором предварительно собранные технологическим швом элементы свариваются двумя сварочными головками (сварочные тракторы АДС1000), расположенными снаружи и внутри свариваемых колец. Способ позволяет производить сварку колец больших диаметров для изготовления корпусов реакторов и других сборок большого диаметра. Способ не обеспечивает высокое качество сварного шва, так как сварочный трактор перемещается по изделию, повторяя рельеф, что приводит к изменению вылета электрода и нарушению стабильности сварки. Отсутствие направляющих для трактора требует постоянной корректировки направления сварочной проволоки, что так же не способствует повышению качества соединения. Сварочные тракторы имеют ограниченное применение при сварке кольцевых швов из-за габаритов и расстояния между колесами. По этой причине они не могут применяться в данном способе для сварки труб даже большого диаметра - 1420 мм.
Известно устройство для сварки неповоротных стыков труб патент №707728, В23К 31/06, опубл. 05.01.1980 г.), позволяющее производить настройку кольцевой направляющей с высокой точностью, что положительно влияет на качество соединения. Использование устройства требует постоянной корректировки режимов сварки по мере изменения положения сварочной головки. Вращение сварочной головки вокруг трубы приводит к постепенному скручиванию сварочных кабелей, что требует периодической остановки сварки для их раскручивания.
Наиболее широко применяются два способа сварки трубных сборок (двух и более труб между собой) и приварки деталей и узлов к торцам труб дуговой сваркой: неповоротная сварка кольцевого стыкового шва во всех пространственных положениях ручной дуговой сваркой покрытыми электродами, дуговой механизированной сваркой в среде защитных газов, дуговой автоматической сваркой в среде защитных газов с перемещением сварочной горелки со скоростью сварки по кольцевой направляющей. Поворотная сварка кольцевого стыкового шва осуществляется в нижнем положении электрода дуговой механизированной сваркой в среде защитных газов или дуговой автоматической сваркой под флюсом, при этом сварочная горелка находится в неподвижном состоянии или выполняет колебательные движения, а скорость сварки обеспечивается вращением трубы роликовым вращателем.
Оба способа обладают своими достоинствами и недостатками.
Способ неповоротной сварки кольцевого стыкового шва не требует вращения трубы, но отличается более низкой производительностью в силу того, что сварка в вертикальном и потолочном положениях выполняется на пониженной скорости. Помимо этого, автоматическая сварка неповоротных стыковых швов требует периодических остановок для раскручивания сварочных кабелей.
Способ поворотной сварки кольцевого стыкового шва отличается более высокой производительностью, но прохождение продольного или спирального шва трубы через ролики вращателя сопровождается резким скачком, при этом труба перемещается с ускорением и с образованием дефектов в сварном шве типа «непровар» или «несплавление». Кроме того, дополнительные возмущения в процесс сварки вносятся при сварке труб с отклонением от прямолинейности - кривизной. Постоянное изменение расстояния от разделки до сварочной горелки в этом случае приводит к изменению вылета электрода и,как следствие, - нестабильности процесса сварки с образованием дефектов сварного шва.
Предлагаемый способ сварки собранных стыков труб отличается от применяемых тем, что сварка собранного кольцевого стыка выполняется с вращением трубы на роликовом вращателе со скоростью сварки, при этом сварочная горелка находится в верхней точке трубы, с нижним положением электрода, неподвижно относительно точки сварки за счет перемещения сварочного трактора со скоростью сварки в противоположном направлении по кольцевой направляющей закрепленной на трубе.
Предлагаемый способ сварки позволяет исключить вредное воздействие колебаний при сварке труб с кривизной и при прохождении продольного или спирального шва трубы через ролики вращателя, и тем самым повысить качество сварки, без потери производительности на остановки для раскручивания сварочных кабелей.
Реализация предлагаемого технического решения обеспечивает повышение качества сварки за счет исключения воздействия скачков трубы при наезде роликов вращателя на сварной шов, в этом случае кривизна трубы не имеет значения, т.к. сварочный трактор перемещается по кольцевой направляющей, жестко закрепленной на трубе.
Предлагаемое техническое решение позволяет повысить качество и производительность за счет постоянства скорости сварки, и исключения остановок для раскручивания сварочных кабелей.
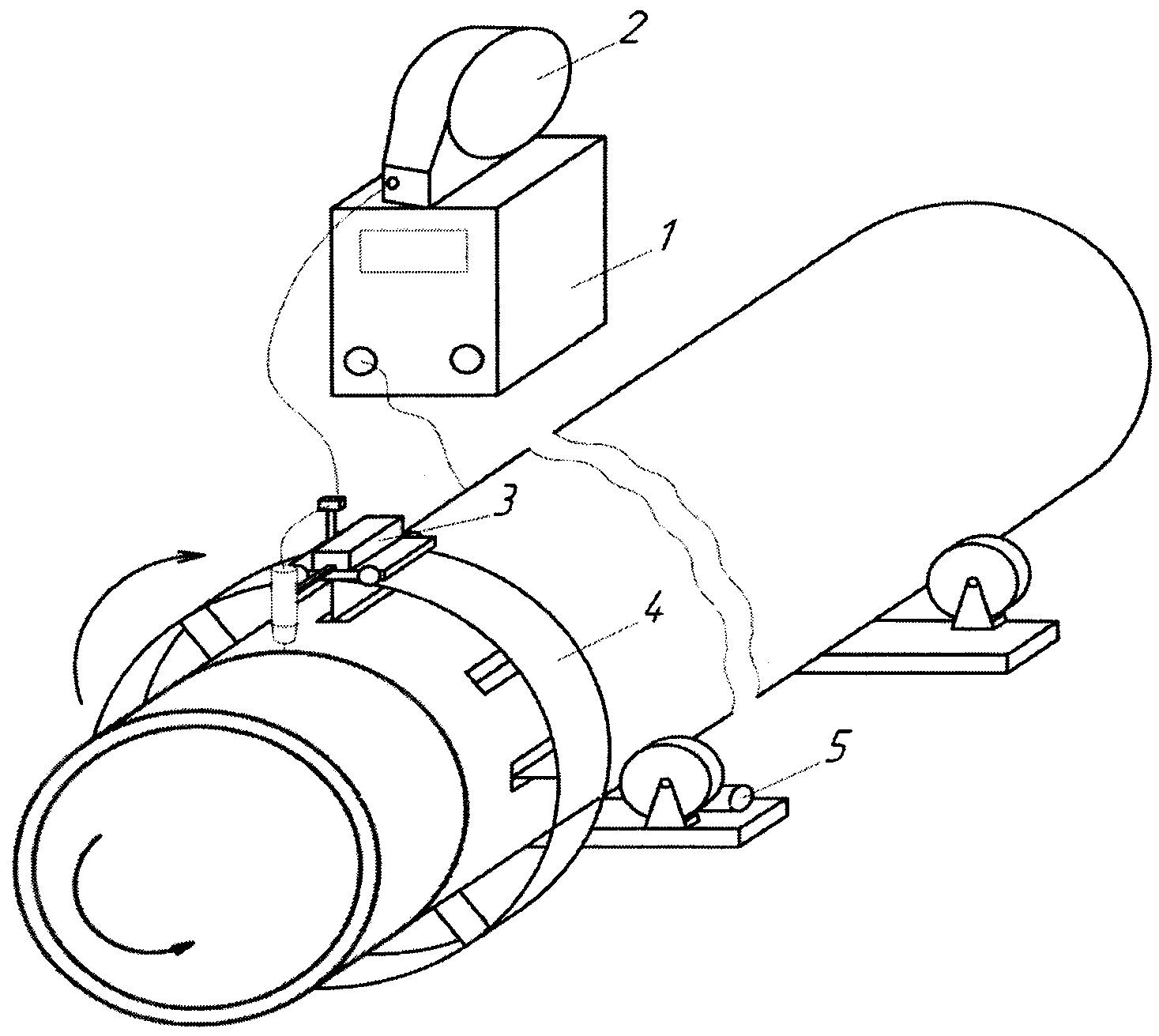
Предлагаемый способ сварки кольцевых швов решает задачи упрощения технологии сварки кольцевых швов предварительно собранных трубных сборок при высоком качестве сварного шва за счет стабильности процесса сварки на всем цикле выполнения кольцевого шва, повышения точности наведения сварочной горелки на стык, увеличения производительности за счет исключения остановок для раскручивания сварочных кабелей и проводов управления сваркой.Изобретение поясняется чертежами, где показана комплектация сварочного поста:
1) источник питания сварки;
2) механизм подачи сварочной проволоки со сварочной горелкой;
3) сварочный трактор с механизмом поперечного колебания горелки для автоматической сварки;
4) направляющее кольцо для сварочного трактора;
5) роликовый вращатель.
На трубу, к которой пристыкована трубная деталь, устанавливается направляющее кольцо для сварочного трактора 4, затем штатными защелками на кольцо крепится сварочный трактор с механизмом поперечного колебания горелки для автоматической сварки 3. Предварительно, сварочный трактор устанавливается со смещением от «зенита». Затем включается движение каретки трактора задающее скорость сварки по направлению к оператору и включается привод вращения роликового вращателя 5 в противоположном направлении. Скорость вращения роликов вращателя синхронизируется со сварочной скоростью перемещения каретки сварочного трактора по направляющей. При этом вращение роликов вращателя и перемещение сварочного трактора происходит в противоположных направлениях. В результате сварочный трактор находится в постоянном положении заданном оператором. После настройки скорости вращения заготовки включается источник питания сварки 1, при этом сварочная проволока через механизм подачи 2 проходя по шланг-пакету и сварочной горелке, закрепленной на тракторе, поступает в зону сварки.
Предлагаемый способ сварки позволяет исключить воздействие на сварочный трактор колебаний свариваемых деталей при прохождении швов трубы через ролики вращателя, воздействия биений при использовании труб с кривизной и тем самым повысить качество сварки без потери производительности на остановки для раскручивания сварочных кабелей.
Способ дуговой автоматической сварки кольцевых швов поворотных стыков труб, включающий сборку свариваемых труб, установку на трубу кольцевой направляющей и сварку собранных труб посредством сварочной горелки и сварочного трактора, перемещающегося со сварочной скоростью по кольцевой направляющей, отличающийся тем, что сварку кольцевых швов труб осуществляют с использованием роликового вращателя, при этом перед сваркой осуществляют синхронизацию скоростей вращения роликов вращателя и скорости перемещения сварочного трактора по направляющей в противоположных направлениях, при этом обеспечивают нахождение сварочной горелки в верхнем положении неподвижно относительно точки сварки.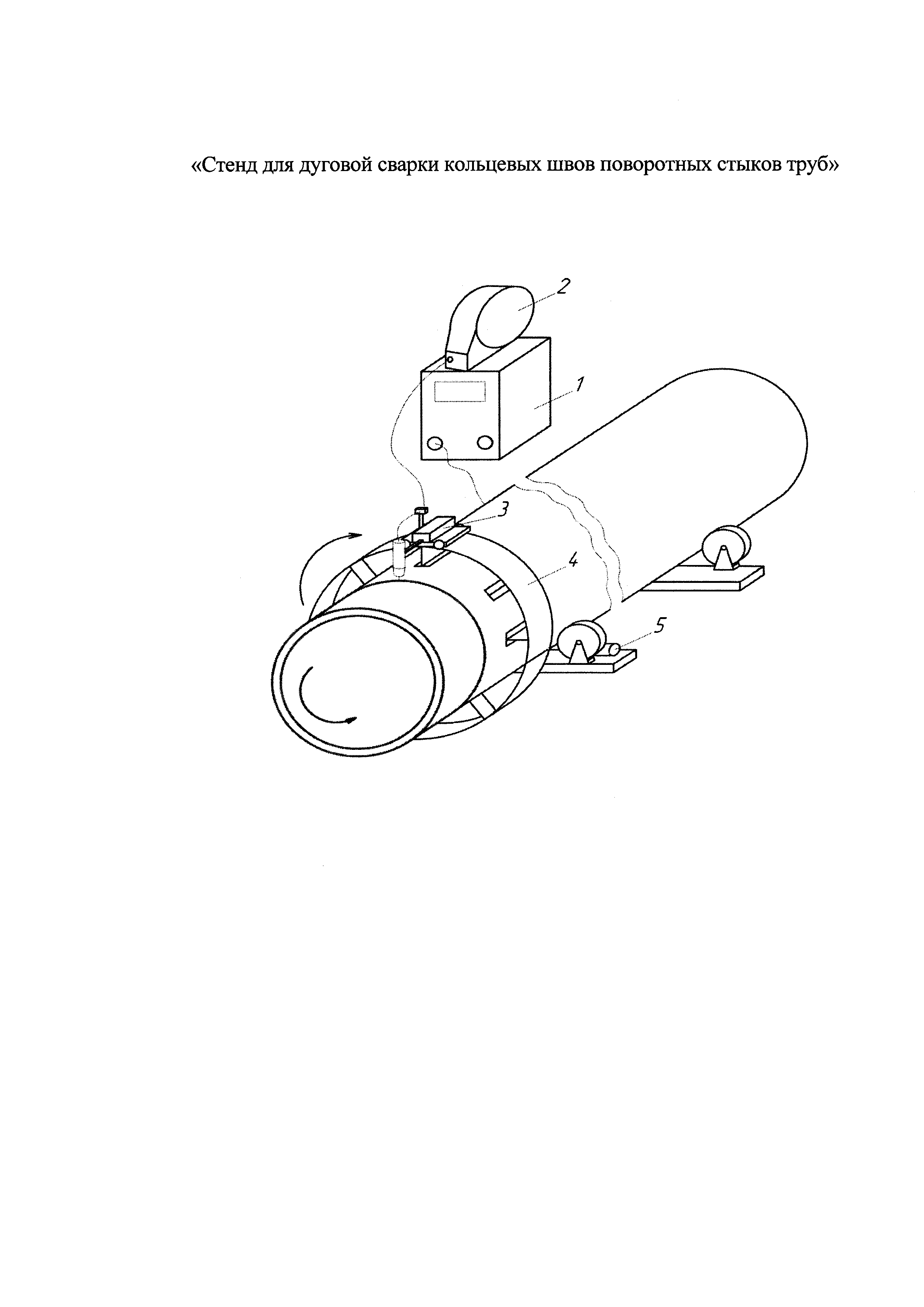
Способ изготовления спирально-шовных труб
Низкоуглеродистая доперитектическая сталь для производства бесшовных труб
Способ контроля положения оси прокатки непрерывного стана
Способ контроля соосности клетей станов продольной прокатки
Способ загрузки шихты в дуговую электропечь для выплавки стали
Способ изготовления горячепрессованных труб из стали типа 13cr
Способ изготовления спирально-шовных труб
Низкоуглеродистая доперитектическая сталь для производства бесшовных труб
Способ контроля положения оси прокатки непрерывного стана
Установка для испытания труб на смятие внешним гидравлическим давлением
Способ электродуговой сварки спирально-шовных труб
Технологическая линия для изготовления спирально-шовных труб из рулонного проката
Технологическая линия для изготовления спирально-шовных труб из рулонного проката
Технологическая линия для изготовления спирально-шовных труб из отдельных листов
Технологическая линия для изготовления спирально-шовных труб из отдельных листов
Способ горячей прокатки бесшовных тонкостенных труб

