Результат интеллектуальной деятельности: Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки
Вид РИД
Изобретение
Техническое решение относится к специальному производству цилиндрических оболочек, на внутренней поверхности которой нанесена сетка рифлей ромбовидной формы. Для получения цилиндрических оболочек с сеткой рифлей на внутренней поверхности применяются операции обработки металлов давлением.
Известен, например, способ по патенту РФ №2171445, МПК8 F42B 12/24, опубл. 27.07.2001, бюл. №21, в котором используется устройство, устанавливаемое на протяжном станке и состоящее из обоймы, матрицы, фильеры, инструментального стержня, опорных подшипников, толкателя, съемника, пуансона. Устройство позволяет на внутренней поверхности цилиндрической оболочки выполнить ромбический профиль посредством нанесения сетки рифлей за две последовательные операции обработки металла оболочки давлением в холодном состоянии путем продавливания цилиндрической оболочки с редуцированием последовательно через две фильеры разного диаметра, которые предварительно устанавливают на равномерно расположенных спиральных выступах центрального инструментального стержня, имеющих противоположенное направление, причем трубную цилиндрическую оболочку в фильеры подают без осевого перемещения относительно спиральных выступов с образованием гарантированного зазора между внутренней поверхностью оболочки и центральным инструментальным стержнем, при этом формируют рифли глубиной 0,25…0,55 толщины стенки трубчатой оболочки.
Недостатком известного устройства является высокая технологическая сила, требуемая для осуществления как рабочего хода, так и съема заготовки.
Известно также устройство по способу изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления (патент РФ №2654410, МПК8 B21K 21/06; B21J 13/00; B21D 17/02; B21D 37/00; В21С 37/20, опубл. 17.05.2018, бюл. №14), принятое за прототип, содержащее контейнер, выполненный с глухой полостью, инструментальный стержень, рабочую оправку с выступами высотой h на поверхности и хвостовик, при этом оно снабжено державкой, на которой закреплен инструментальный стержень, хвостовик выполнен со ступенчатой глухой полостью, в котором на упорном и радиальном подшипниках установлена державка, при этом рабочая оправка закреплена на инструментальном стержне посредством винта и выполнена со спиральными многозаходными выступами с углом подъема спирали не более 45° и рабочим диаметром D1=Dвн+2h, где Dвн - диаметр внутренней поверхности цилиндрической оболочки, при этом рабочая оправка имеет длину H=(0,5÷1,0)D1, а ее рабочая поверхность выполнена с двумя заходными коническими участками с углом конуса (β=10÷15° и высотой, составляющей 0,3 длины рабочей оправки, и бочкообразным участком, выполненным радиусом (1÷1,5)D1, на котором расположены упомянутые спиральные многозаходные выступы.
Недостатком известного устройства является возможное получение в зоне формируемых рифлей боковых наплывов, которые образуются за счет создаваемого осевого давления.
Задачей предлагаемого технического решения является расширение технологических возможностей и улучшение качества внутренней рифленой поверхности изделия.
Для решения поставленной задачи предлагается устройство для получения рифлений на внутренней поверхности цилиндрической оболочки, содержащее контейнер с выталкивателем, съемником и пружинами, хвостовик с установленным на подшипники инструментальном стержне и рабочей оправкой, имеющей спиральные клиновые выступы с углом подъема не более 45° с крышкой, при этом дополнительно введены направляющая колонка, имеющая спиральные впадины с углом подъема не более 45°, толкатель, расположенный в контейнере и контактирующий с выталкивателем, направляющие выступы, установленные в инструментальном стержне, который выполнен полым.
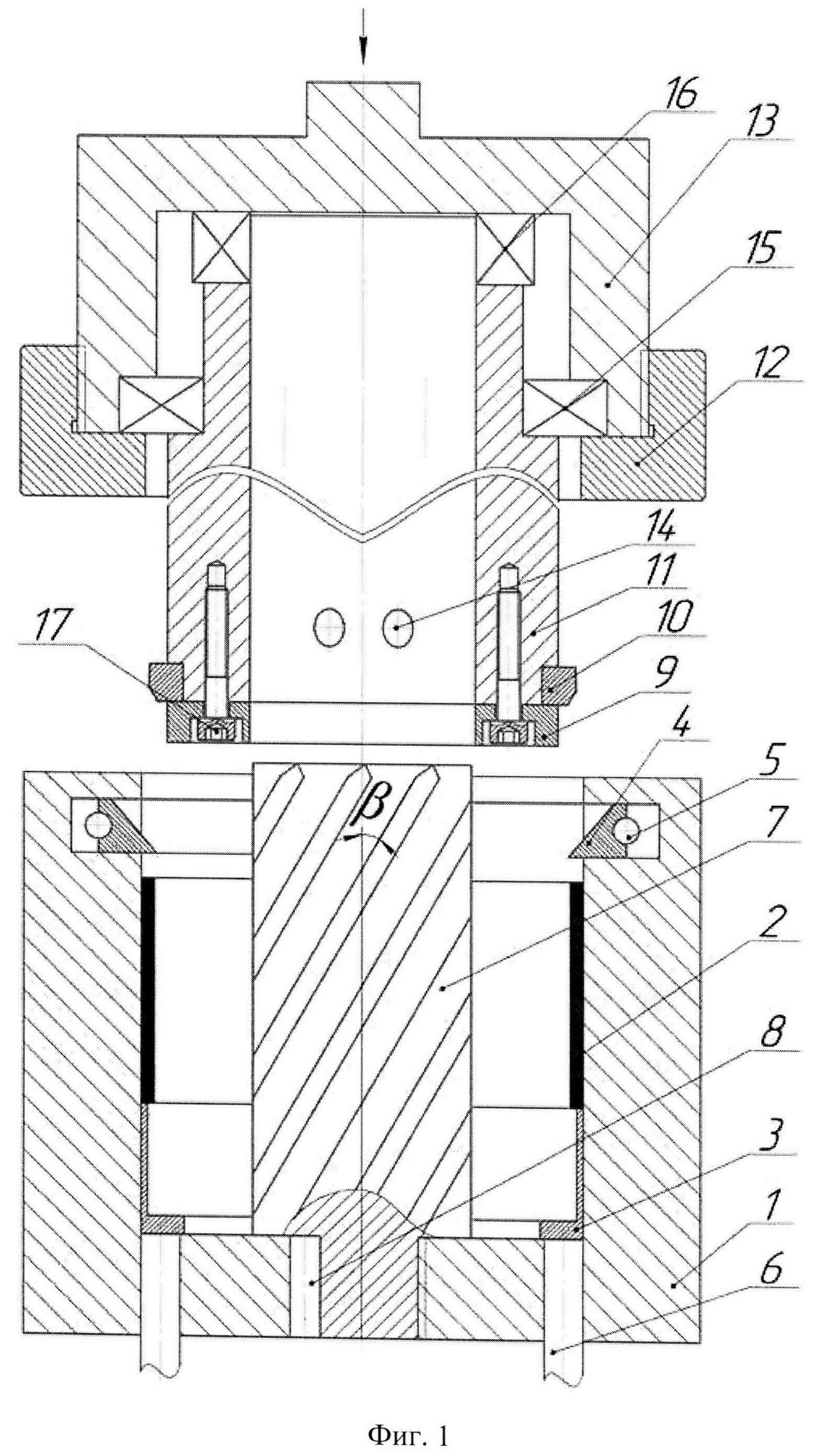
На фиг. 1 показано устройство в исходном положении перед началом операции получения рифлений на внутренней поверхности цилиндрической оболочки.
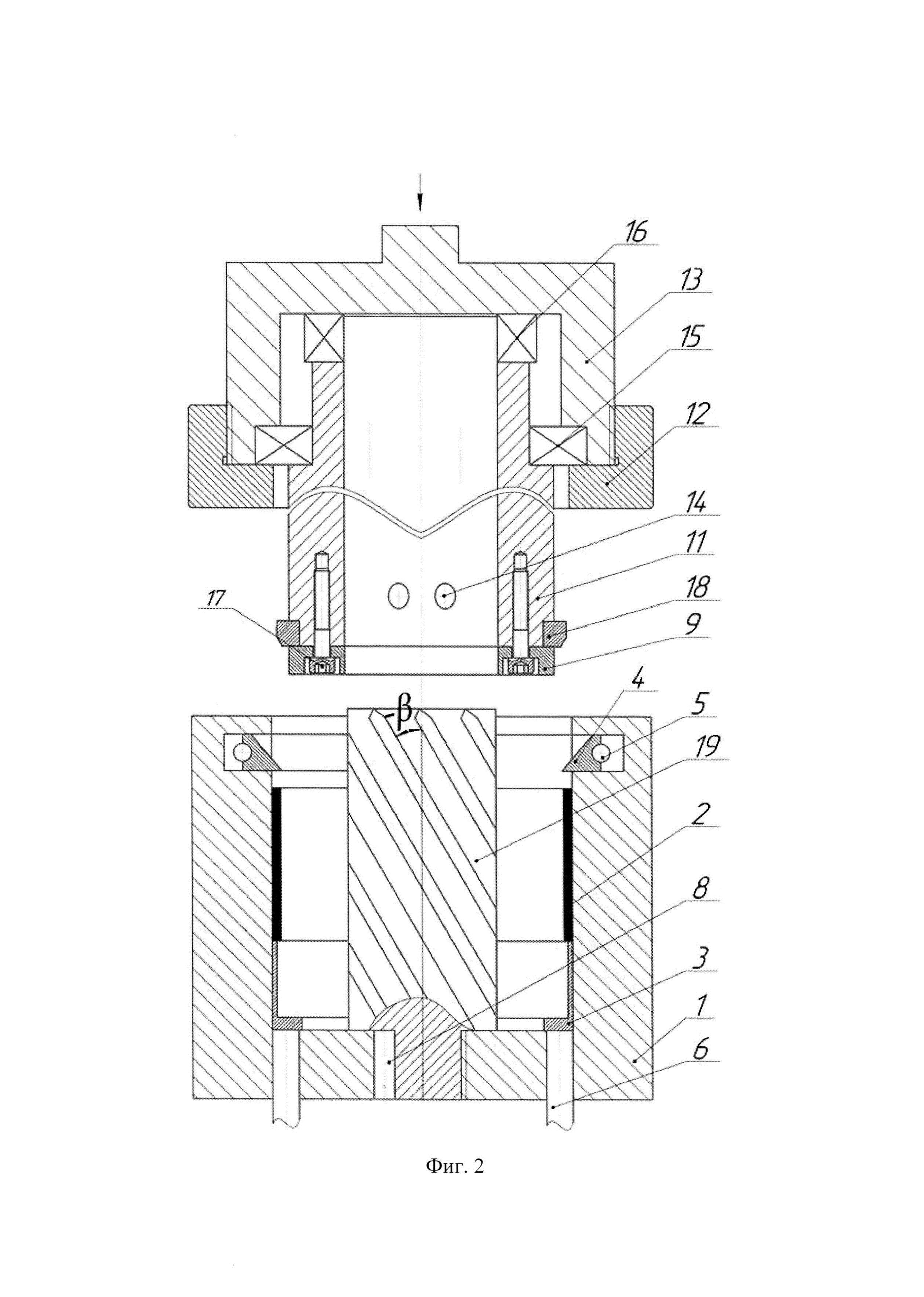
На фиг. 2 приведено устройство после окончания первой операции получения рифлений на внутренней поверхности цилиндрической оболочки.
На фиг. 3 показано устройство в исходном положении перед началом второй операции получения рифлений встречного направления на внутренней поверхности цилиндрической оболочки.
На фиг. 4 изображена рабочая оправка со спиральными клиновыми выступами для получения рифлений на первой операции.
На фиг. 5 показана рабочая оправка со спиральными клиновыми выступами для получения рифлений на второй операции.
На фиг. 6 изображена направляющая колонка со спиральными впадинами для осуществления принудительного вращения верхней части инструмента на первой операции.
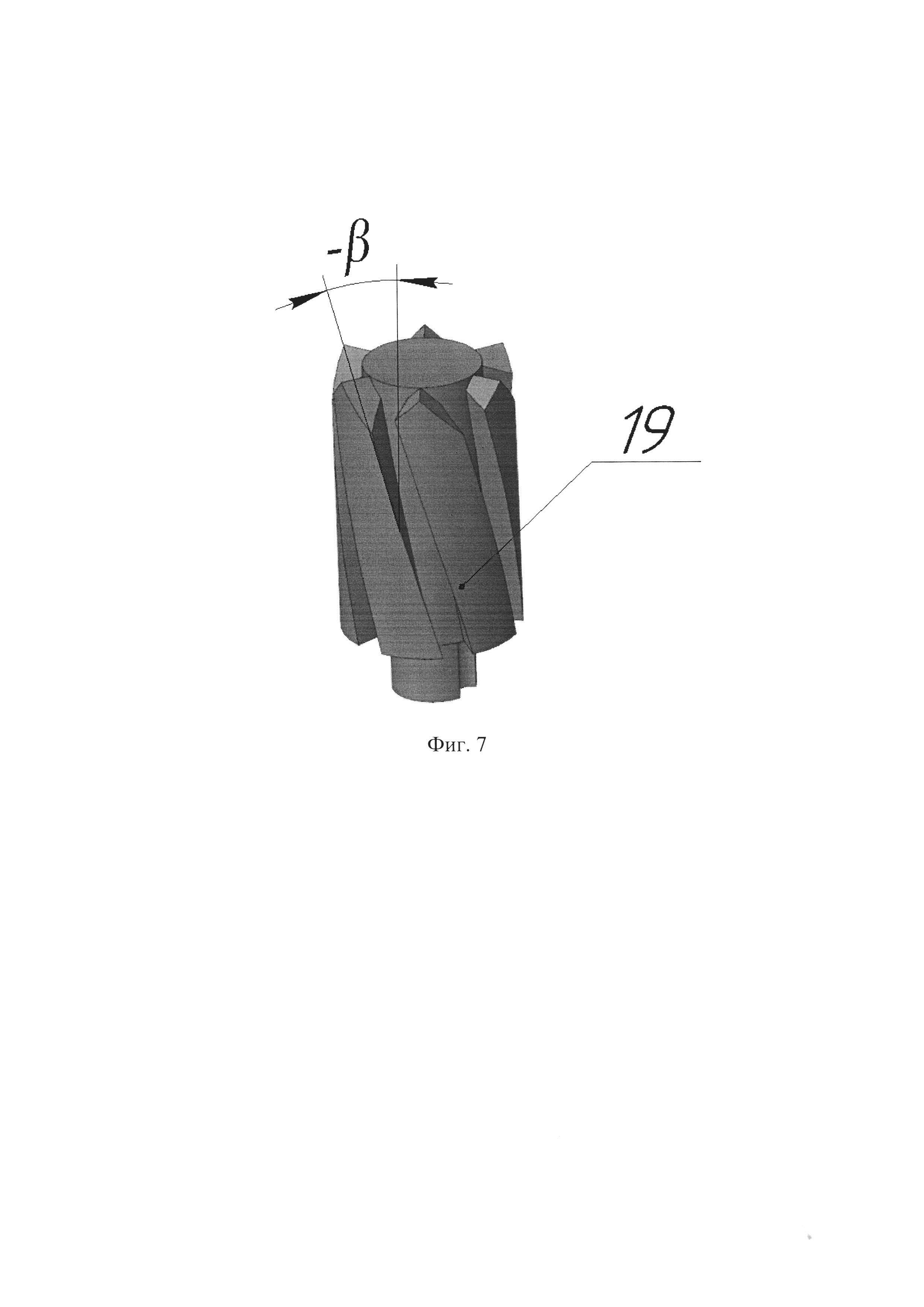
На фиг. 7 изображена направляющая колонка со спиральными впадинами для осуществления принудительного вращения верхней части инструмента на второй операции.
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки (фиг. 1) содержит: контейнер 1, в полости которого расположена заготовка 2 на толкателе 3, съемник 4, подпружиненный пружинами 5. При этом толкатель 3 находится в контакте с выталкивателями 6. В контейнер 1 ввинчена направляющая колонка 7 (фиг. 5) зафиксированная шпонкой 8, и имеющая спиральные впадины с углом подъема β. Крышкой 9 закреплена рабочая оправка 10 (фиг. 4) со спиральными клиновыми выступами с углом подъема α=β. В верхней части устройства установлен инструментальный стержень 11, который закреплен крышкой 12 в хвостовике 13. В инструментальном стержне 11 выполнены отверстия, в которых завинчены направляющие выступы 14, которые входят в спиральные впадины направляющей колонки 7 и принудительно обеспечивают вращение инструментального стержня 11 и рабочей оправки 10 в верхней части устройства. Принудительное вращение инструментального стержня 11 и рабочей оправки 10 в верхней части устройства возможно благодаря подшипникам 15 и 16, на которых установлен инструментальный стержень 11. Крышка 9 крепится к инструментальному стержню 11 винтами 17.
Угол подъема спиральных клиновых выступов α рабочей оправки 10 равен углу подъема β спиральных впадин направляющей колонки 7. При этом на направляющей колонке 7 выполнены заходные части, служащие для облегчения ввода направляющих выступов 14 в спиральные впадины направляющей колонки 7.
На второй операции (фиг. 3) вместо рабочей оправки 10 устанавливают рабочую оправку 18 (фиг. 5) с противоположенным углом подъема -α, а также заменяют направляющую колонку 7 на направляющую колонку 19 (фиг. 7) с противоположенным углом подъема спиральных впадин -β.
В исходном положении (фиг. 1) в контейнер 1 устанавливают заготовку 2 на толкатель 3, который контактирует с выталкивателем 6. В контейнер 7 завинчивают направляющую колонку 7 и фиксируют шпонкой 8 для избегания самопроизвольного вывинчивания при рабочем или обратном ходе. Также в контейнере имеется подпружиненный пружинами 5 съемник 4, который необходим для удаления инструментального стержня 11 с рабочей оправки 10 из заготовки 2.
Инструментальный стержень 11 базируется на подшипниках 15 и 16, что обеспечивает его поворот вокруг оси вместе с рабочей оправкой 10 при рабочем ходе в процессе нанесения рифлений на внутренней поверхности заготовки 2.
Поворот осуществляют как за счет возникновения формообразующих сил при рифлении, так и за счет принудительного вращения инструментального стержня 11 с рабочей оправкой 10. Принудительное вращение происходит благодаря контакту направляющих выступов 14 с поверхностью спиральных впадин имеющихся в направляющей колонке 7, которые при рабочем ходе попадают в спиральные впадины направляющей колонки 7 и осуществляют тем самым поворот рабочей оправки 10 с инструментальным стержнем 11. При этом угол подъема α спиральных клиновых выступов рабочей оправки 10 и угол подъема β спиральных впадин направляющей колонки 7 равны, что необходимо для осуществления правильного поворота вокруг своей оси инструментального стержня 11 и рабочей оправки 10. Крышка 12 служит для удержания подшипников 15 и 16 с инструментальным стержнем 10 в хвостовике 13. Крышка 9 необходимо для фиксации рабочей оправки 10.
При этом угол подъема α спиральных клиновых выступов рабочей оправки 10 и угол подъема β направляющей колонки 7 может быть не более 45°.
Во время рифления рабочей оправкой 10 создают осевое и окружное давление выступами рабочей оправки 10 на материал заготовки 2, находящийся под самими выступами. Однако, в отличие от прототипа за счет применения принудительного вращения рабочей оправки 10 окружное давление воспринимает не материал заготовки 2, а направляющие выступы 14, что препятствует образованию боковых наплывов при формообразовании рифлей. Тогда как фронтальные наплывы исчезают при выходе рабочей оправки 10 из заготовки 2 в конце рабочего хода.
В процессе удаления рабочего инструмента из заготовки 2, последняя, контактирует со съемником 4 и остается внутри контейнера 1, при этом происходит вывинчивание рабочей оправки 10 из заготовки 2.
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки работает следующим образом. Контейнер 1 устройства закреплен на столе гидравлического пресса, а хвостовик 13 в ползуне. Заготовку 2 устанавливают в контейнер 1 на толкателе 3. Включают пресс, и рабочая оправка 10 с инструментальным стержнем 11 проходя через подвижный съемник 4 контактирует с внутренней поверхностью заготовки 2 и происходит локализация деформаций в местах контакта спиральных клиновых выступов рабочей оправки 10 с внутренней поверхностью заготовки 2.
При получении спиральных рифлей возникает сила формоизменения и крутящий момент. Под действием крутящего момента происходит поворот вокруг оси инструментального стержня 11 и рабочей оправки 10 при этом крутящий момент создается за счет контакта направляющих выступов 14 со спиральными впадинами направляющей колонки 7, в результате чего при рабочем ходе осуществляется принудительный поворот рабочей оправки 10 с инструментальным стержнем 11 относительно заготовки 2.
Таким образом, одновременное продольное перемещение и принудительное вращение рабочего инструмента обеспечивают получение рифлений на внутренней поверхности заготовки 2. При частичном выходе рабочей оправки 10 из полости заготовки 2 рабочий ход заканчивается. При этом сохраняется контакт выступов рабочей оправки 10 с заготовкой 2.
При обратном ходе в результате продольного перемещения и одновременно поворота вокруг оси рабочей оправки 10 с инструментальным стержнем 11 происходит контакт заготовки 2 со съемником 4 и вывинчивание рабочей оправки 10 из заготовки 2. При этом сила съема незначительна из-за малой площади контакта рабочей оправки 10 с поверхностью заготовки 2. В процессе удаления инструмента из заготовки 2, последняя, контактирует со съемником 4 и остается внутри контейнера 1.
На второй операции (фиг. 3) вместо рабочей оправки 10 устанавливают рабочую оправку 18 с противоположенным углом подъема -α, а также заменяют направляющую колонку 7 на направляющую колонку 19 с противоположенным углом подъема спиральных впадин -β.
Осуществляют рабочий ход аналогично первой операции с получением рифлений и образованием сетки рифлей ромбической формы на внутренней поверхности заготовки 2.
После формоизменения и завершения вывинчивания рабочей оправки 10 из полости заготовки 2, съемник 4 отодвигают и срабатывает выталкиватель 6 с толкателем 3. Заготовку 2 удаляют из контейнера 1.
Преимуществом устройства является расширение технологических возможностей устройства и повышение качества получаемой цилиндрической оболочки за счет устранения бокового наплыва металла.
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки, содержащее контейнер с подпружиненным съёмником, толкатель, расположенный в контейнере в контакте с выталкивателем, хвостовик с установленным в подшипниках инструментальным стержнем с рабочей оправкой, имеющей спиральные клиновые выступы с углом подъёма не более 45°, и крышкой, отличающееся тем, что оно снабжено направляющей колонкой, зафиксированной в контейнере и выполненной со спиральными впадинами с углом подъёма, равным углу подъёма спиральных клиновых выступов рабочей оправки, а инструментальный стержень выполнен полым и снабжён направляющими выступами, выполненными с возможностью расположения в спиральных впадинах направляющей колонки.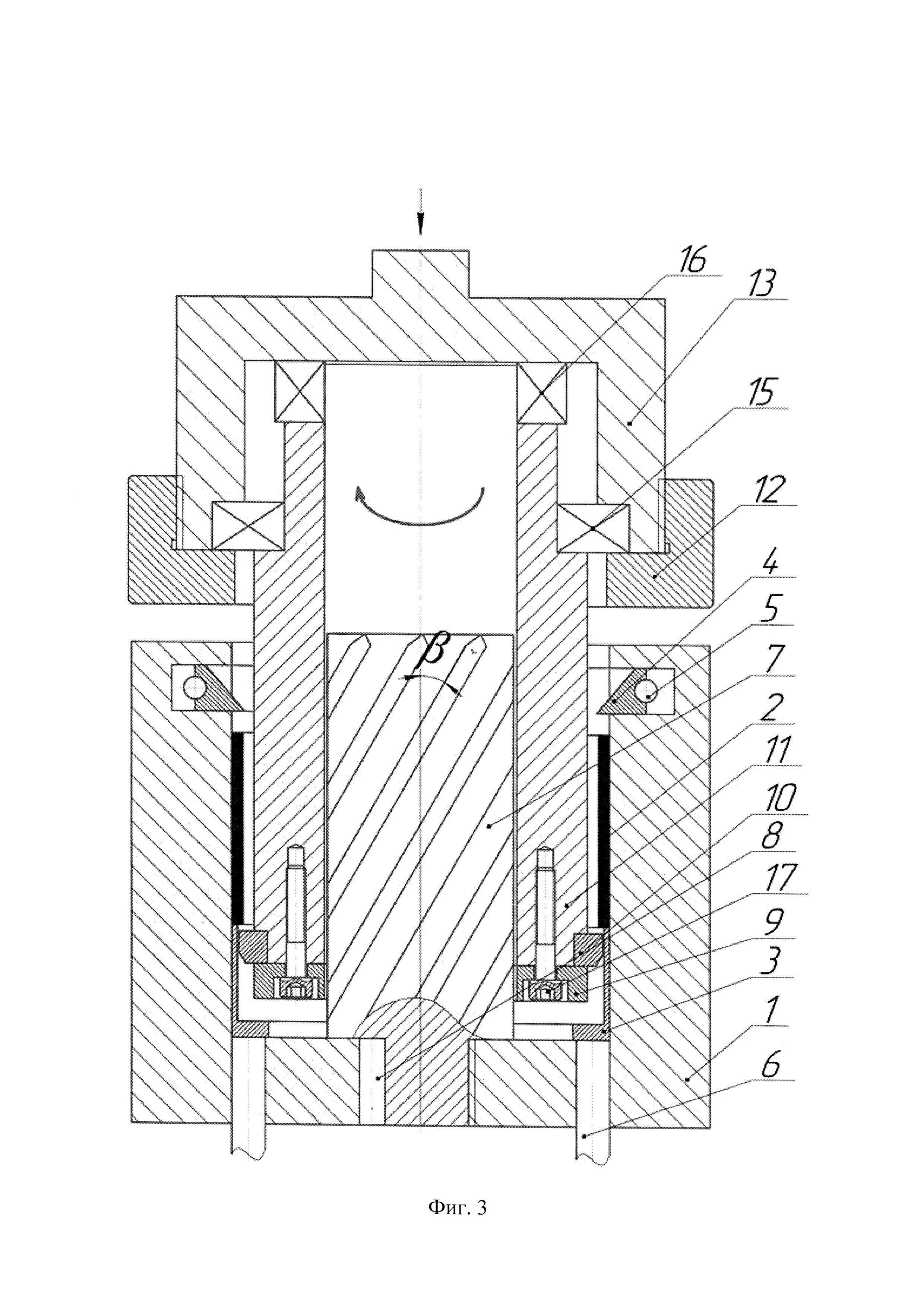
Способ укрепления слабых грунтов основания дорожного полотна
Электромеханическая система торможения подъемной установки
Способ термообработки листов из сплавов системы mn-cu
Способ вытяжки с интенсивной пластической деформацией и устройство для его осуществления
Компенсационный акселерометр
Способ определения угловой ориентации беспилотного летательного аппарата
Устройство для выгрузки кускового материала из бункера
Способ консервации и изоляции промышленных отвалов
Высокопрочный мелкозернистый бетон
Устройство для вытяжки оболочек из листовых заготовок квадратной формы
Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки
Способ получения рифлей ромбовидной формы на наружной поверхности оболочки
Устройство для штамповки полых изделий с наружным фланцем
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств
Устройство для получения оболочки с переменной толщиной стенки по периметру

