Результат интеллектуальной деятельности: Заготовка ортопедической стельки для обуви
Вид РИД
Изобретение
Настоящее изобретение относится к заготовкам ортопедических стелек для обуви с расположенным с верхней стороны, то есть со стороны, обращенной к стопе, трехмерно сформированным анатомическим ложем для стопы, с помощью которого можно поддерживать стопу пользователя обувной стельки согласно изобретению. Кроме того, данное изобретение относится к заготовкам ортопедических стелек для обуви, которые для дополнительного поддержания стопы пользователя ортопедической вкладки для обуви имеют опорную часть, которая при необходимости может быть использована для исправления неправильного положения стопы. Кроме того, данное изобретение относится к заготовкам стелек для обуви, которые могут быть индивидуально приспособлены к стопе пользователя ортопедической вкладки для обуви техником-ортопедом или обувщиком-ортопедом.
Из уровня техники известны ортопедические вкладки для обуви определенного типа, но их изготовление часто является сложным, так как ортопедическое ложе для стопы и опорное тело обычно изготавливают на отдельных этапах производства. Затем отдельно изготовленные компоненты известных стелек для обуви требуется собрать вместе на следующем технологическом этапе для образования единого целого, которое не распадается во время использования. В данном контексте при сборке обычных известных стелек для обуви, предназначенных для создания ортопедического эффекта, важно, чтобы компоненты были расположены в правильных, с ортопедической точки зрения, положениях для предотвращения дискомфортных ощущений при ношении или даже боли у пользователя ортопедической вкладки для обуви. Кроме того, большинство ортопедических стелек для обуви, известных из уровня техники, имеют относительно большой вес, что делает использование таких стелек, особенно в спортивной и прогулочной обуви, не особенно привлекательным.
Например, в патентных документах US 2017/0027277 А1 и WO 2016/191498 А1 описана многокомпонентная стелька, имеющая основное тело, выполненное, например, из материала, содержащего сополимер этиленвинилацетата, с углублениями в ортопедически значимых областях, в которые впоследствии могут быть вставлены и, при необходимости, взаимозаменяемо прикреплены различные ортопедически эффективные компоненты с различными свойствами материала для приспособления стельки к пользователю и окончательного изготовления стельки.
В патентном документе DE 10 2018206906 А1 показана фрезерная колодка для производства стелек путем фрезерования и/или шлифования. Фрезерная колодка имеет по существу плоский эластичный вставной слой сополимера этиленвинилацетата, на который с помощью процесса вспенивания путем реакционно-литьевого формования полимеров наносят слой пенополиуретана, который впоследствии может быть обработан фрезерованием и/или шлифованием.
Поэтому задачей настоящего изобретения является создание заготовки ортопедической стельки для обуви, которая является простой и недорогой в изготовлении. Кроме того, предложена заготовка ортопедической стельки для обуви, в которой не только имеется надежное соединение отдельных частей друг с другом, но и обеспечено надежное расположение ортопедически эффективных компонентов в ортопедически заданных точках. Кроме того, задачей настоящего изобретения является уменьшение собственного веса ортопедически эффективной обувной стельки по сравнению с известными ортопедически эффективными обувными стельками.
Указанная задача изобретения решена с помощью признаков, указанных в п. 1 формулы изобретения, при этом в п. 11 формулы изобретения охарактеризован соответствующий способ изготовления предложенной заготовки ортопедической стельки для обуви.
Предложенная заготовка ортопедической стельки для обуви имеет многослойную структуру и имеет на своей верхней стороне, обращенной к стопе, амортизирующее тело из вспененного листового материала из сополимера этиленвинилацетата, которое трехмерно деформировано так, что оно имеет ортопедически эффективное, трехмерно образованное ложе для стопы. На сторону листового материала из сополимера этиленвинилацетата, обращенную по направлению от стопы, по меньшей мере на частичных участках листового материала из сополимера этиленвинилацетата, наклеен гибкий слой, который является непроницаемым для пенополиуретана по меньшей мере в частичных областях. Со стороны, обращенной по направлению от листового материала из сополимера этиленвинилацетата, на данном гибком слое, по меньшей мере на частичных областях указанного гибкого слоя, путем процесса реакционно-литьевого формования полимеров выполнено опорное тело трехмерной формы из вспененного пенополиуретана.
Предложенная заготовка ортопедической стельки для обуви на верхней стороне содержит направленное к стопе амортизирующее тело, выполненное из вспененного листового материала из сополимера этиленвинилацетата. Листовой материал из сополимера этиленвинилацетата, используемый согласно изобретению, представляет собой листовой материал, который предпочтительно выполнен из вспененного материала из сополимера этиленвинилацетата. Расширенный листовой материал из сополимера этиленвинилацетата имеет низкий объемный вес и может быть вырезан в виде листового материала, например, из большого блока из сополимера этиленвинилацетата, в форме диска или может быть выполнен с помощью так называемого процесса расширения-экструзии. Согласно изобретению, листовой материал из сополимера этиленвинилацетата предпочтительно имеет толщину в несколько миллиметров, но толщина может варьироваться в зависимости от варианта выполнения или в зависимости от требуемой заготовки ортопедической стельки для обуви. Также возможно, что толщина листа не является постоянной в продольном и/или перпендикулярном направлении подошвы обуви, несмотря на то, что это предпочтительно согласно изобретению. Согласно изобретению, используемый листовой материал из сополимера этиленвинилацетата при необходимости может быть утончен в областях, которые затем образуют носочную область, для выполнения носочной области в обуви с обеспечением экономии пространства. С другой стороны, согласно изобретению, возможно также выполнение участка листового материала из сополимера этиленвинилацетата, который впоследствии образует пяточную область, соответственно более толстым для увеличения амортизирующих свойств в данной области. Специалисту я данной области ясно, что листовой материал из сополимера этиленвинилацетата с постоянной толщиной листа дешевле в производстве, чем листовой материал из сополимера этиленвинилацетата с переменной толщиной листа.
Согласно изобретению, листовой материал из сополимера этиленвинилацетата может быть перфорированным, т.е. может иметь сквозные отверстия. Такие сквозные отверстия повышают воздухопроницаемость. Благодаря таким отверстиям воздух лучше циркулирует внутри обуви. Кроме того, перфорированная конструкция листового материала из сополимера этиленвинилацетата может быть использована для регулировки жесткости материала или для улучшения амортизирующих свойств. В данном случае все перфорационные отверстия предпочтительно имеют одинаковый диаметр, причем размер перфорационных отверстий также может быть разным для специальных конструкций или для обеспечения различных степеней жесткости или амортизирующих свойств. Возможно предположить, что перфорационные отверстия, расположенные в носочной области вкладки для обуви больше, чем, например, в области середины стопы, где возможно требуется более сильный поддерживающий эффект. То же самое относится к пяточной области, которая предпочтительно является более мягкой, особенно для ортопедических стелек, предназначенных для диабетиков, поскольку отверстия, образующие перфорацию, больше, чем в других областях вкладки для обуви. В данном случае специалисту также ясно, что конструкция с однородными размерами перфорационных отверстий обеспечивает более выгодный листовой материал из сополимера этиленвинилацетата, но путем изменения размеров данных перфорационных отверстий может быть отрегулирована жесткость амортизирующего тела предложенной заготовки ортопедической стельки для обуви.
Из вышесказанного специалисту также ясно, что конкретная регулировка жесткости амортизирующего тела предложенной заготовки ортопедической стельки для обуви может быть выполнена более индивидуально как за счет изменения толщины листа, так и за счет изменения размера перфорационных отверстий. Кроме того, специалисту ясно, что для предложенной заготовки ортопедической стельки для обуви также могут быть использованы многослойные листовые материалы из сополимера этиленвинилацетата различной жесткости и/или окраски.
Согласно изобретению, амортизирующее тело, т.е. сторона заготовки ортопедической для стельки обуви, обращенная к стопе, выполнена из листового материала из сополимера этиленвинилацетата, который в не деформированном состоянии имеет форму пластины, т.е. является по существу плоским или ровным, как пластина или диск. В данном случае листовой материал из сополимера этиленвинилацетата, предпочтительно используемый согласно изобретению, состоит из вспененного пластика из сополимера этиленвинилацетата, имеющего низкий объемный вес. Кроме того, согласно изобретению, предпочтительно использование листовых материалов из сополимера этиленвинилацетата, которые имеют объемный вес менее 10 кг на кубический метр (10 кг/м3), более предпочтительно менее 6 кг/м3 и еще более предпочтительно менее 4 г/м3.
Кроме того, листовой материал из сополимера этиленвинилацетата, используемый согласно изобретению, предпочтительно представляет собой материал из сополимера этиленвинилацетата, который может быть обработан шлифованием, так что предложенная заготовка ортопедической стельки для обуви может быть индивидуально приспособлена путем шлифования к форме стопы пользователя ортопедической вкладки для обуви техником-ортопедом или обувщиком-ортопедом. Такое индивидуальное приспособление заготовки ортопедической стельки для обуви специалистом-ортопедом посредством шлифования является обычной процедурой, известной квалифицированному специалисту.
Кроме того, согласно изобретению, гибкий слой приклеен к той стороне листового материала из сополимера этиленвинилацетата, которая обращена по направлению от стопы, в формируемой в последствии заготовке ортопедической стельки для обуви согласно изобретению. Гибкий слой, наклеенный на листовой материал из сополимера этиленвинилацетата, обеспечивает покрытие всей области подошвы обуви, т.е. от носочной области до пяточной области, или только частичных областей, например, только области средины стопы и/или области конца стопы или пяточной области. Согласно изобретению, гибкий слой приклеен, в частности, в указанных областях подошвы обуви к стороне листового материала из сополимера этиленвинилацетата, обращенной по направлению от стопы, к которому прикреплено опорное тело из пенополиуретана. Для этого гибкий слой выполнен так, что одна сторона гибкого слоя может быть скреплена с листовым материалом из сополимера этиленвинилацетата, а другая сторона образует связь материал-жидкость с пенополиуретаном. Гибкий слой может быть соединен с компонентами, из которых выполнен пенополиуретан (полиол и изоцианат). Существует несколько вариантов выполнения конструкции гибкого слоя, который не обязательно должен иметь однослойную конструкцию. Часто предпочтительным является многослойный гибкий слой, так как материал, который может быть прочно скреплен с материалом из сополимера этиленвинилацетата, часто не подходит для скрепления с пенополиуретаном, используемым согласно изобретению, и наоборот. В случае однослойных гибких слоев, которые предпочтительно обеспечивают прочное сцепление с пенополиуретаном, сторона гибкого слоя, которая должна быть сцеплена с листовым материалом из сополимера этиленвинилацетата, может быть выполнена шероховатой на поверхности, например, в виде ворсинок, для улучшения клейких свойств поверхности, которую требуется сцепить с листовым материалом из сополимера этиленвинилацетата.
В качестве клейкого вещества в данном случае могут быть использованы термоклеи, которые могут быть активированы при температуре выше температуры тела. Тем не менее, для приклеивания гибкого слоя к листовому материалу из сополимера этиленвинилацетата возможно использование и других клейких веществ, известных из уровня техники, например, двухкомпонентных клейких веществ. Тем не менее, согласно изобретению предпочтительно, чтобы гибкий слой был приклеен к листовому материалу из сополимера этиленвинилацетата с помощью термоклея.
Согласно изобретению, сторона гибкого слоя, обращенная по направлению от листового материала из сополимера этиленвинилацетата, обеспечивает прочное сцепление с пенополиуретаном, так как согласно изобретению по меньшей мере в частичных областях предложенной заготовки ортопедической стельки для обуви на данную сторону гибкого слоя, обращенную по направлению от листового материала из сополимера этиленвинилацетата, в трехмерной конструкции напенено опорное тело из пенополиуретана. Для этого гибкий слой предпочтительно выполняют так, чтобы он в целом был непроницаемым для пенополиуретана и его компонентов.
Как уже было упомянуто выше, гибкий слой выполнен с возможностью полного покрытия подошвы обуви с нижней стороны листового материала из сополимера этиленвинилацетата, что обеспечивает возможность формирования вспененного амортизирующего тела согласно изобретению по всей поверхности с нижней стороны обувной стельки. Специалисту в данной области ясно, что это не является абсолютно необходимым и что опорное тело, вспененное из пенополиуретана, также может быть выполнено только в одной частичной области или в нескольких частичных областях гибкого слоя.
Опорное тело из пенополиуретана, вспененного на нижней стороне гибкого слоя согласно изобретению, напенивают на стороне гибкого слоя, обращенной по направлению от листового материала из сополимера этиленвинилацетата, с помощью процесса реакционно-литьевого формования полимеров. Как известно, в процессе вспенивания путем реакционно-литьевого формования полимеров использован полиол и изоцианат, которые смешены и введены через смесительную головку в форму для вспенивания, в которой данные два компонента вступают в реакцию друг с другом с образованием пенополиуретана. Согласно изобретению, опорное тело из пенополиуретана, полученное в результате процесса вспенивания путем реакционно-литьевого формования полимеров, выполнено трехмерным и по меньшей мере частично отображает трехмерную форму подошвы обуви или негативную форму внутренней части обуви, в которую должна быть вложена заготовка ортопедической стельки для обуви. Другими словами, согласно изобретению, опорное тело из пенополиуретана образует негативную внутреннюю форму обуви в частичных областях, а именно в областях, в которых листовой материал из сополимера этиленвинилацетата, используемый согласно изобретению, по меньшей мере частично покрыт гибким слоем, как описано выше.
Далее, согласно изобретению, поверхность, покрытая гибким слоем, может быть больше, чем проектная область подошвы обуви опорного тела из пенополиуретана. Несмотря на то, что возможно предположить, что опорное тело выполнено и в тех местах, где листовой материал из сополимера этиленвинилацетата не покрыт гибким слоем, в данном случае уже не обеспечивается надежное соединение между опорным телом и материалом из сополимера этиленвинилацетата. При использовании перфорированного листового материала из сополимера этиленвинилацетата пенополиуретан, выполненный в форме для вспенивания путем реакционно-литьевого формования полимеров, может проходить через перфорационные отверстия. Несмотря на то, что это обеспечивает улучшение сцепления между пенополиуретаном и материалом из сополимера этиленвинилацетата, материал из сополимера этиленвинилацетата в результате теряет по меньшей мере часть своих амортизирующих свойств. Таким образом, согласно изобретению предпочтительно выполнение опорного тела из пенополиуретана только в тех областях, где гибкий слой отделяет пенополиуретан от листового материала из сополимера этиленвинилацетата.
Как уже было объяснено выше относительно листового материала из сополимера этиленвинилацетата, пенополиуретановый пластиковый материал, используемый согласно изобретению для опорного тела, также может быть отшлифован в отвержденном состоянии, так что нижняя сторона предложенной заготовки ортопедической стельки для обуви также может быть индивидуально приспособлена как к обуви, в которую должна быть вложена ортопедическая вкладка для обуви, так и к стопе пользователя такой ортопедической вкладки для обуви. Таким образом, заготовка ортопедической стельки для обуви согласно изобретению приспособлена к индивидуальным потребностям пользователя ортопедической вкладки для обуви как с верхней, так и с нижней стороны и выполнена с возможностью оптимального обеспечения требуемого ортопедического эффекта. После такого шлифования внешний вид заготовки часто теряет свою привлекательность. Это может быть устранено путем нанесения покрытия как на верхнюю, так и на нижнюю сторону заготовки стельки для обуви согласно изобретению. Одновременно с нанесением покрытия на верхнюю сторону, или даже двух покрытий, во вкладку для обуви могут быть введены дополнительные ортопедически эффективные элементы, например, подушечки или клинья. Это обычная процедура, известная специалистам в данной области техники.
Предложенный способ изготовления заготовки ортопедической стельки для обуви с расположенным с верхней стороны трехмерно образованным ложем для стопы из вспененного листового материала из сополимера этиленвинилацетата и опорной частью из пенополиуретана, полученного в процессе реакционно-литьевого формования полимеров, на нижней стороне включает следующие этапы, причем первые два этапа могут быть выполнены в двух вариантах.
В первом варианте выполнения на первом этапе вспененный листовой материал из сополимера этиленвинилацетата, используемый согласно изобретению, помещают в первую половину формы для вспенивания путем реакционно-литьевого формования полимеров. В данной первой половине формы для вспенивания путем реакционно-литьевого формования полимеров трехмерно образуют верхнюю сторону заготовки ортопедической стельки для обуви согласно изобретению, т.е. формообразующая поверхность первой половины формы для вспенивания отражает негативную форму выполняемого ложа для стопы. Это также означает, что формообразующая поверхность указанной первой половины формы для вспенивания выполнена трехмерной и по существу имеет форму подошвы стопы. Таким образом, на заготовке ортопедической стельки для обуви согласно изобретению может быть выполнена негативная форма подошвы стопы.
На втором этапе первого варианта выполнения гибкий слой наносят или прикрепляют к стороне листового материала из сополимера этиленвинилацетата, уже помещенного в первую форму для вспенивания, которая обращена к полости формы. Согласно изобретению по меньшей мере одна из двух поверхностей листового материала из сополимера этиленвинилацетата или гибкого слоя, смежные друг с другом, имеют клеевой слой, так что листовой материал из сополимера этиленвинилацетата и гибкий слой могут быть соединены друг с другом. Также возможно, что такой клеевой слой имеют, в качестве варианта или одновременно, листовой материал из сополимера этиленвинилацетата и гибкий слой, но это зависит от использования соответствующего клеевого вещества. Согласно изобретению, после вставки гибкого слоя в первую половину формы для вспенивания или после размещения гибкого слоя на уже вставленном листе из сополимера этиленвинилацетата, нет необходимости в том, чтобы два компонента были склеены друг с другом уже после данного этапа вставки. Согласно изобретению, для постоянного соединения листового материала из сополимера этиленвинилацетата с гибким слоем предпочтительно используют термоклей, который может быть активирован при температуре выше температуры тела. Поэтому в такой процедуре вставка или размещение/закрепление гибкого слоя на листовом материале из сополимера этиленвинилацетата предпочтительно представляет собой простое слабое приклеивание гибкого слоя к листовому материалу из сополимера этиленвинилацетата.
Во втором альтернативном варианте выполнения первых двух этапов способа согласно изобретению гибкий слой приклеивают к листовому материалу из сополимера этиленвинилацетата перед его вставкой, например, также с помощью слоя термоклея. В отличие от первого альтернативного варианта выполнения первых двух этапов способа согласно изобретению, в данном случае группу предварительной сборки выполняют путем нанесения гибкого слоя на листовой материал из сополимера этиленвинилацетата уже перед вставкой в первую половину формы для вспенивания. В данном случае также не обязательно, чтобы соединение между гибким слоем и листовым материалом из сополимера этиленвинилацетата образовало надежное клеевое соединение конечной прочности. Достаточно соединения двух компонентов для обеспечения безопасного обращения с ними. Этого достаточно, так как затем группу предварительной сборки вставляют в форму для вспенивания путем реакционно-литьевого формования полимеров на втором этапе второго альтернативного варианта выполнения так, что листовой материал из сополимера этиленвинилацетата обращен к формовочной поверхности половины формы для вспенивания, или гибкий слой обращен к полости формы для вспенивания.
После завершения двух первых и вторых этапов способа согласно изобретению обеспечен тот же результат, что и после завершения данных этапов, так что формообразующая поверхность первой половины формы для вспенивания по меньшей мере частично покрыта листовым материалом из сополимера этиленвинилацетата, листовой материал, в свою очередь, по меньшей мере частично покрыт гибким листом, а между данными двумя компонентами расположен клеевой слой.
Следующие этапы предложенного способа изготовления далее одинаковы для обоих вариантов. На третьем этапе вспениваемые компоненты, образующие пенополиуретан, вводят в другую, вторую половину формы для вспенивания, в которой образуют нижнюю сторону заготовки ортопедической стельки для обуви согласно изобретению. Данные компоненты, обычно полиол и изоцианат, вводят в форму для вспенивания в жидком виде с помощью смесительной головки, и они вступают в реакцию или расширяются в форме для вспенивания с образованием пенополиуретана. После введения компонентов в нижнюю половину формы для вспенивания указанную форму закрывают так, что полученный пенополиуретан заполняет оставшуюся полость формы для вспенивания путем реакционно-литьевого формования полимеров по меньшей мере в тех областях, где листовой материал из сополимера этиленвинилацетата имеет гибкий слой и вспенивает гибкий слой. Благодаря сцеплению пенополиуретана с гибким слоем, по меньшей мере на стороне, обращенной к полости формы, обеспечено сцепление расширяющегося в полости пенополиуретана с гибким слоем материально сплошным или неразъемным образом. После того как введенные компоненты, образующие полиуретановый пластик, расширены или вступили в реакцию, и опорная часть была трехмерно вспенена на стороне гибкого слоя, обращенной по направлению от листового материала из сополимера этиленвинилацетата, форма для вспенивания путем реакционно-литьевого формования полимеров может быть открыта и заготовка ортопедической стельки для обуви согласно изобретению может быть извлечена.
После того, как заготовка стельки для обуви извлечена из формы для вспенивания путем реакционно-литьевого формования полимеров, она может быть вырезана или выштампована по форме подошвы обуви. Как правило, способ согласно изобретению разработан так, что в форме для вспенивания путем реакционно-литьевого формования полимеров может быть выполнена одновременно пара заготовок стелек для обуви. Для этого листовой материал из сополимера этиленвинилацетата, а также гибкий слой соответствующего размера размещают над двумя полостями формы первой половины формы для вспенивания и, при необходимости, фиксируют. В результате реакции двух компонентов, образующих пенополиуретан, в качестве побочного продукта выделяется тепло, которое может быть использовано для активации термоклея, предпочтительно используемого согласно изобретению, и, таким образом, для прочного соединения гибкого слоя с листовым материалом из сополимера этиленвинилацетата путем давления закрытия формы для вспенивания и тепла, выделяемого во время реакции расширения. Таким образом, согласно изобретению, нет необходимости в дополнительном этапе нанесения термоклея, как это часто бывает в известном уровне техники. Достаточное количество тепла и усилия для процесса склеивания создают с помощью усилия закрытия формы для вспенивания и благодаря расширению пенополиуретана. В случае, если реакция расширения не может обеспечить необходимое тепло, например, из-за того, что опорная часть относительно мала, может быть обеспечен дополнительный нагрев формы для вспенивания путем реакционно-литьевого формования полимеров. Тем не менее, необходимые для этого затраты энергии в любом случае будут меньше, чем на отдельном этапе склеивания термоклеем, на котором, например, гибкий слой должен быть приклеен к листовому материалу из сополимера этиленвинилацетата. Таким образом, согласно изобретению, достаточно вставить листовой материал из сополимера этиленвинилацетата вместе с гибким слоем, как описано выше, в первую половину формы для вспенивания так, чтобы эти два слоя (лист и слой) не отделились друг от друга, например, когда форма для вспенивания закрыта. На данном этапе процесса постоянное соединение не требуется.
Как ясно специалисту в данной области техники, нанесение опорной части из пенополиуретана на гибкий слой согласно изобретению может быть выполнено в одной области, а также в нескольких областях вкладки для обуви. Например, возможно формирование опорной области в пяточной области и отдельное вспенивание подушечки, например, в средней части стопы, на гибком слое. Кроме того, изобретение обеспечивает возможность использования пенополиуретанов различной жесткости, которые, например, отделены друг от друга, но также могут перетекать друг в друга при расширении пенополиуретанов. Это обеспечивает дополнительную возможность приспособления поддерживающего эффекта и амортизирующих свойств заготовки стельки для обуви согласно изобретению к различным требованиям в разных областях. В зависимости от того, требуется ли приспособление ортопедической вкладки для обуви, изготовленной из заготовки стельки для обуви для пациентов с неправильным положением стопы, например, с расходящимися стопами или плоскостопием, или для диабетиков, возможно обеспечение различных диапазонов жесткости и амортизации. Таким образом, предложеный способ может быть гибко приспособлен к различным ортопедическим спецификациям заготовок стелек для обуви. Кроме того, возможно использование нескольких различных по конструкции вторых половин формы для вспенивания, например, при этом для каждой второй половины формы для вспенивания возможно использование одной или более смесей пенополиуретана, имеющих различную жесткость.
Согласно изобретению, перед этапом вставки листового материала из сополимера этиленвинилацетата к смежному с ним гибкому слою и без него, в указанную первую форму для вспенивания может быть вставлен верхний слой, содержащее клеевой слой, так что такой верхний слой прикрепляется к корпусу амортизирующего тела из сополимера этиленвинилацетата, когда форму для вспенивания закрывают.
Тем не менее, заготовка ортопедической стельки для обуви согласно изобретению также может быть снабжена покрытием с верхней и/или нижней стороны на следующем этапе процесса, например, в процессе глажки или т.п. С другой стороны, такое покрытие также может быть выполнено отдельно, но совместно с заготовкой ортопедической стельки для обуви, изготовленной предложенным способом, специалистом по ортопедической обуви. После индивидуального приспособления заготовки ортопедической стельки для обуви, например, путем шлифования или фрезерования, специалист по ортопедической обуви наносит соответствующее покрытие для повышения комфорта при носке и/или улучшения эстетики заготовки ортопедической стельки для обуви.
Приведенные выше пояснения предложенных заготовки ортопедической стельки для обуви и способа изготовления такой заготовки ортопедической стельки для обуви подробнее описаны ниже со ссылкой на чертежи, на которых представлен предпочтительный вариант выполнения изобретения. Приведенные ниже пояснения не предназначены для ограничения идеи изобретения рассмотренным вариантом выполнения, и приведены исключительно в качестве иллюстрации. На указанных чертежах:
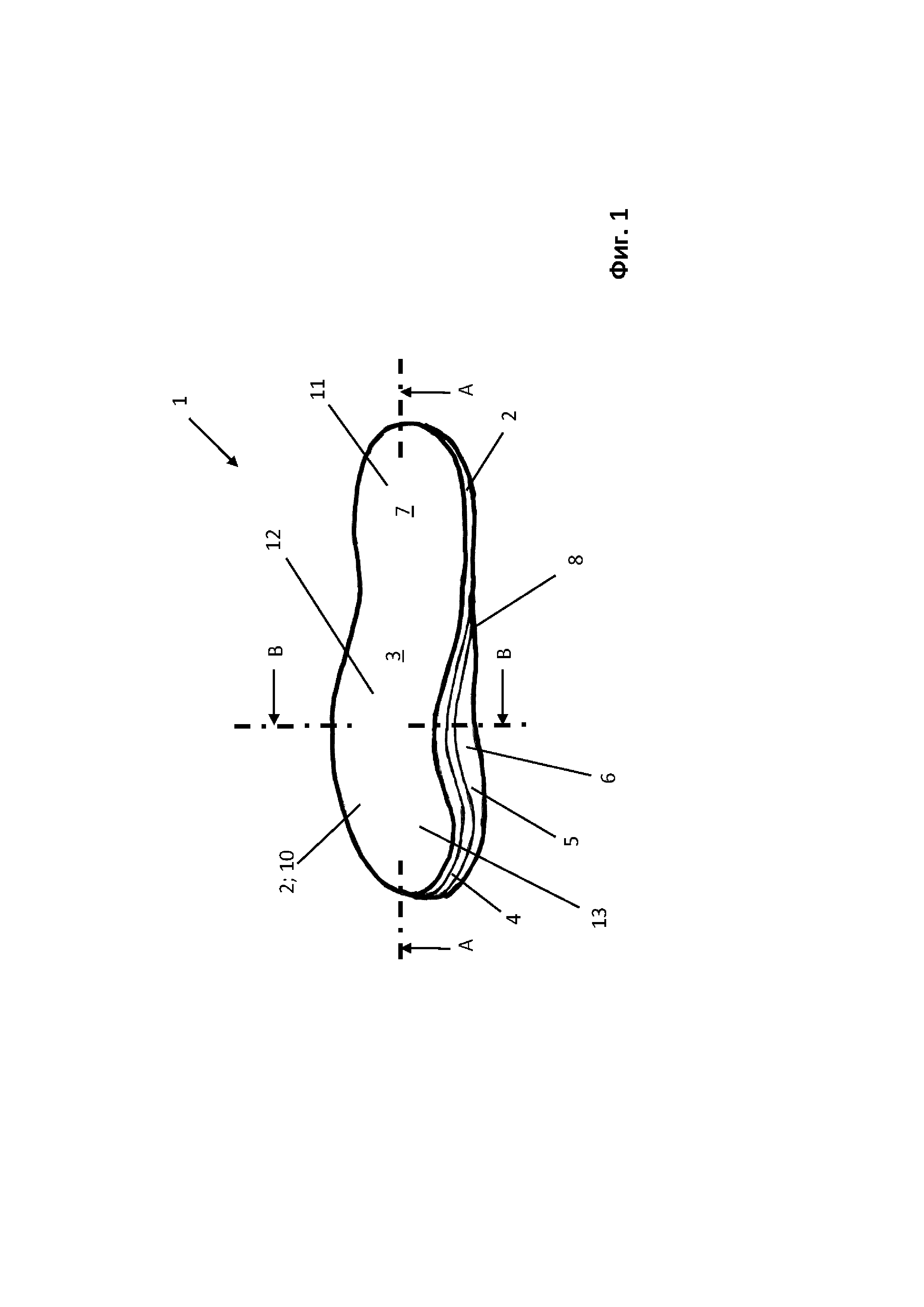
на фиг. 1 схематично изображена схема заготовки ортопедической стельки для обуви согласно изобретению;
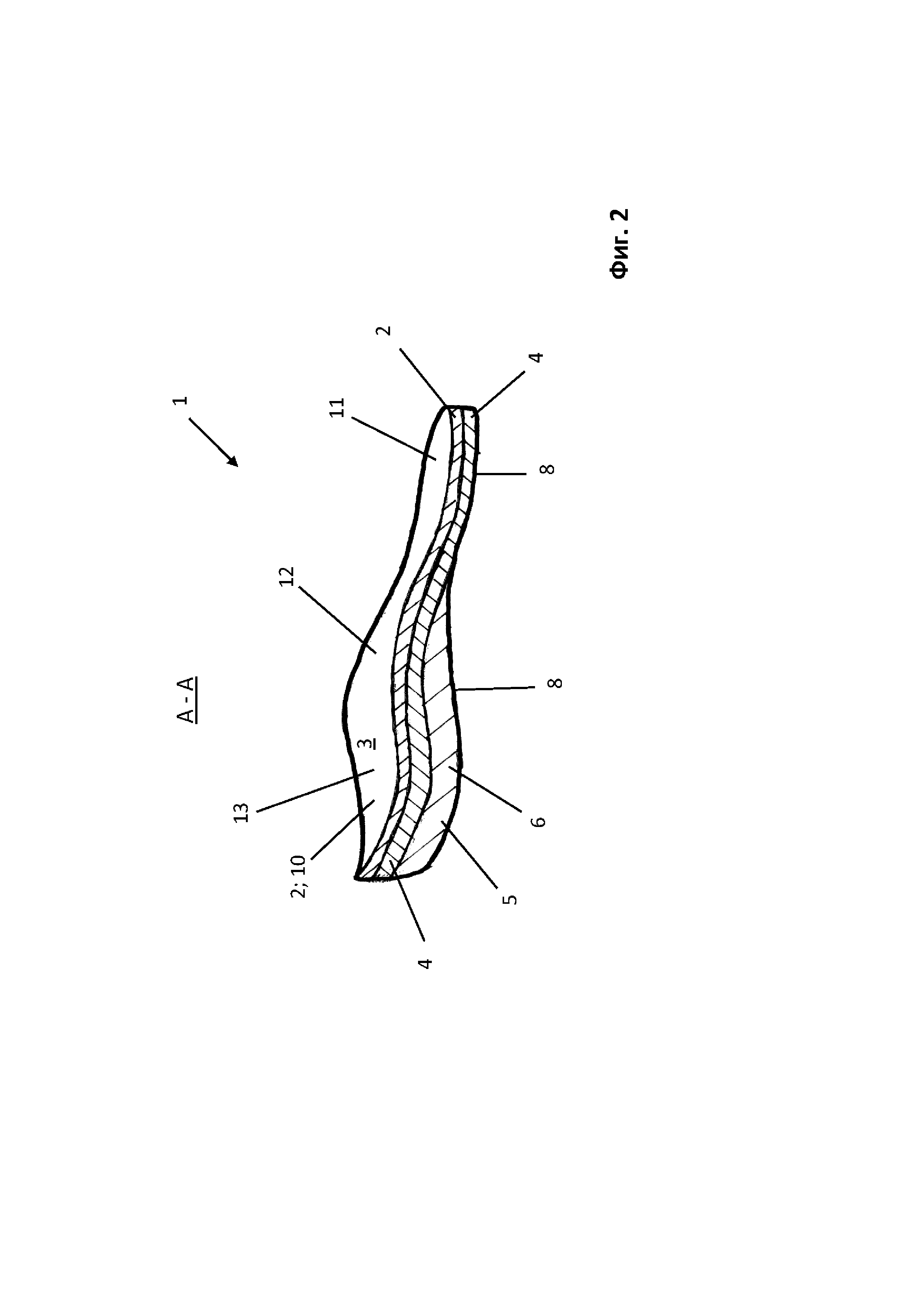
на фиг. 2 схематично изображен поперечный разрез предложенной заготовки ортопедической стельки для обуви, показанной на фиг. 1;
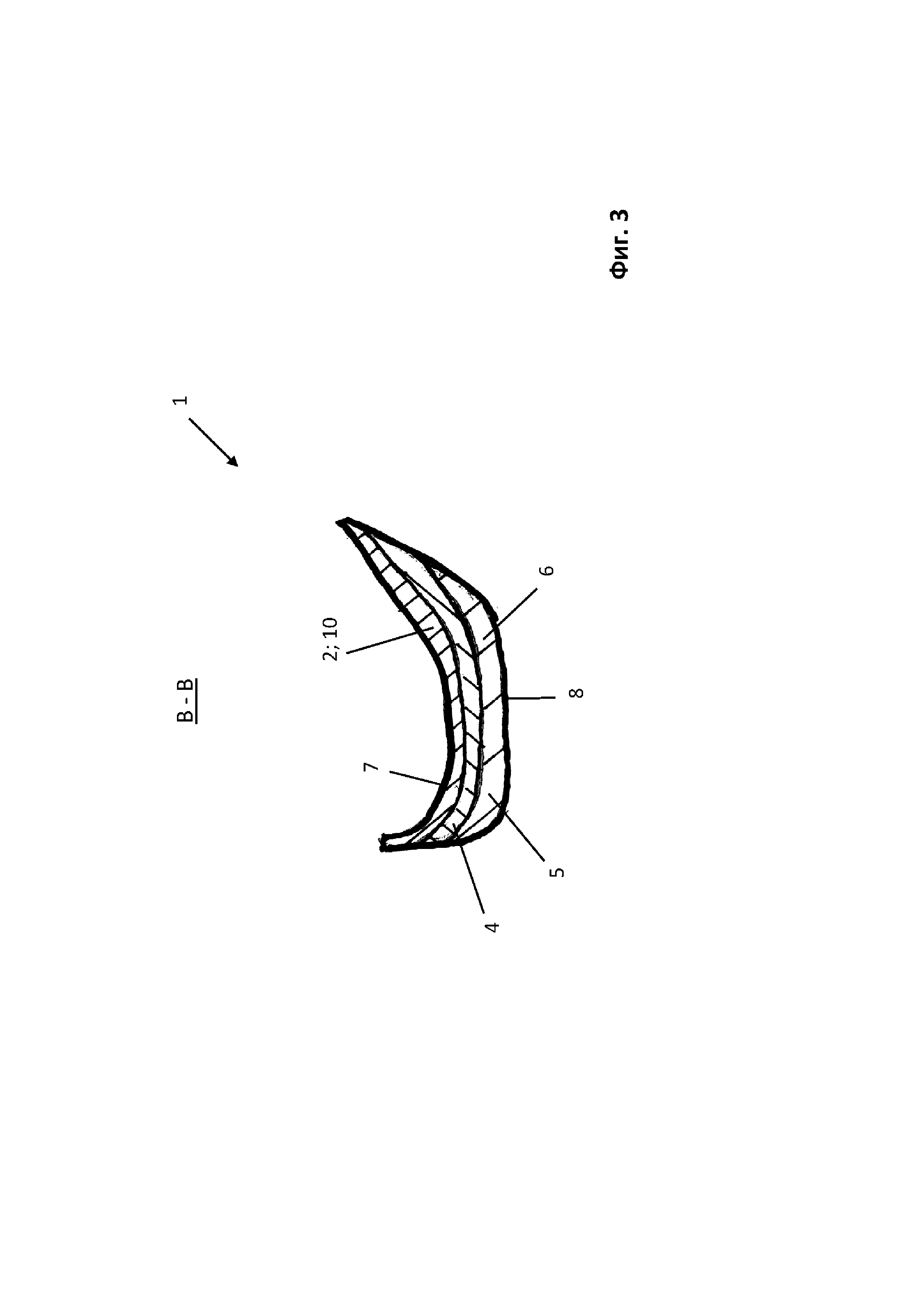
на фиг. 3 схематично изображен поперечный разрез предложенной заготовки ортопедической стельки для обуви, показанной на фиг. 1;
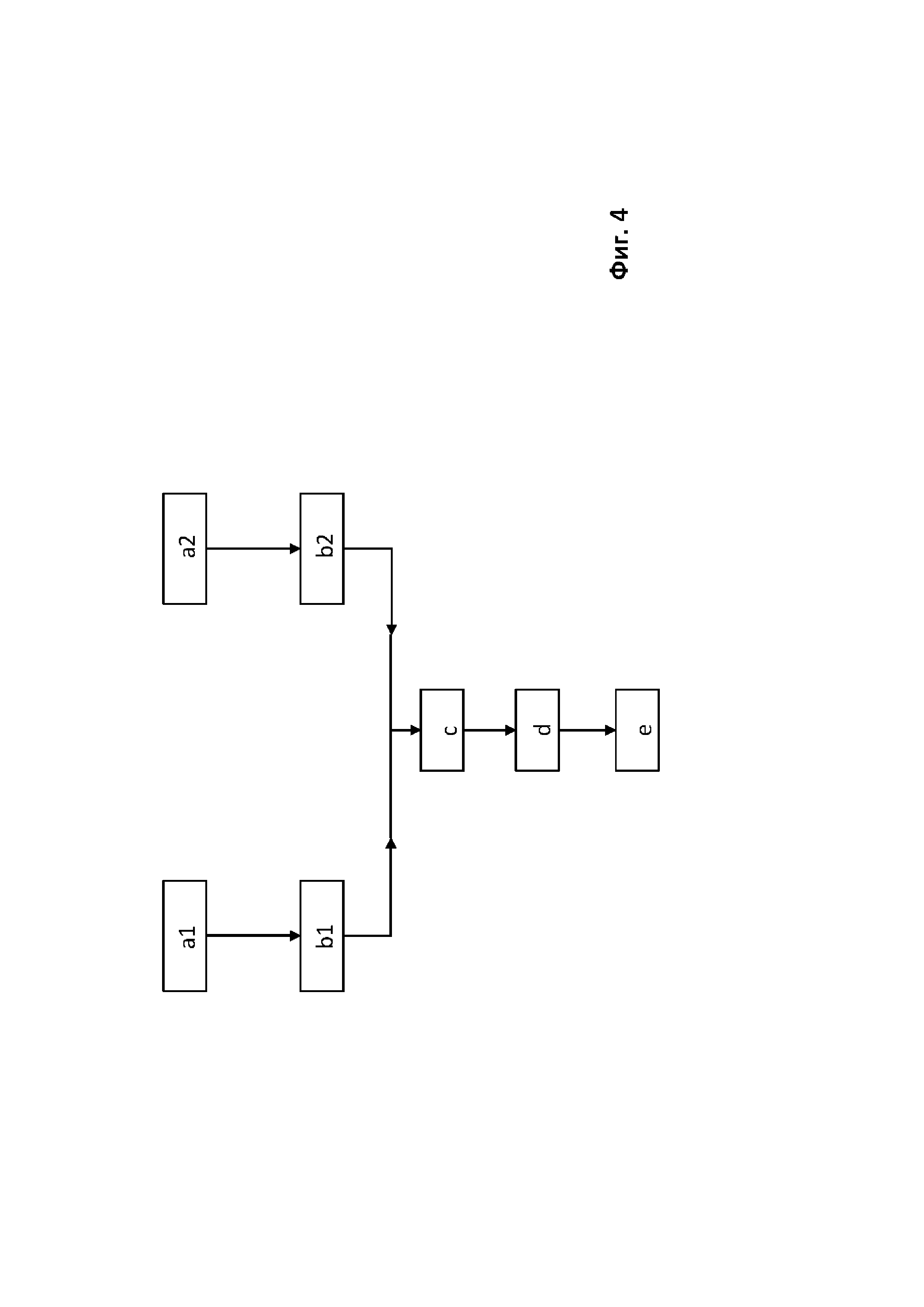
на фиг. 4 схематично изображена блок-схема предложенного способа изготовления заготовки ортопедической стельки для обуви; и
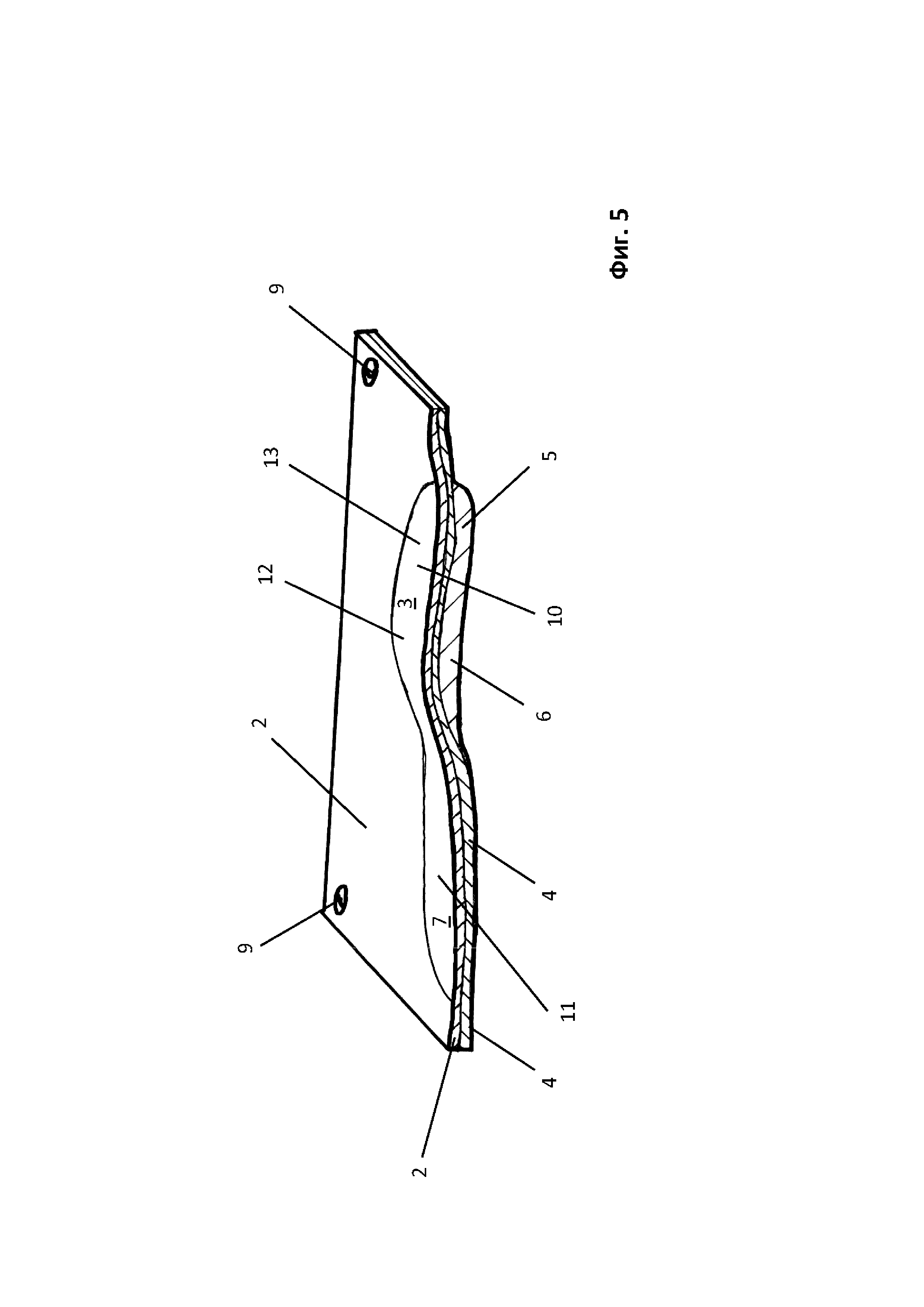
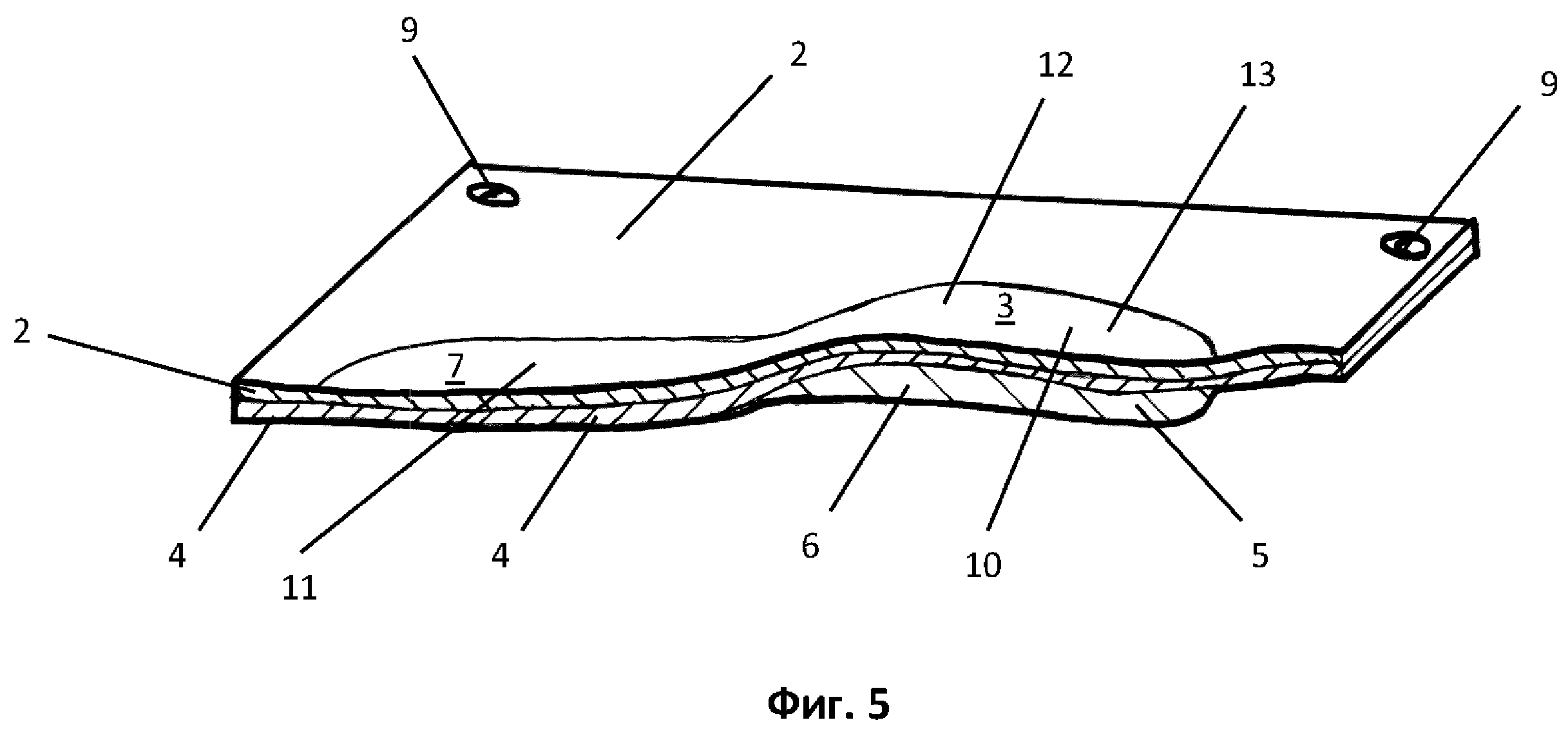
на фиг. 5 схематично изображен поперечный разрез предложенной заготовки ортопедической стельки для обуви после извлечения из формы для вспенивания;
На прилагаемых чертежах схематично показаны предпочтительные варианты выполнения изобретения, причем одинаковым компонентам присвоены одинаковые ссылочные позиции для лучшей читаемости.
На фиг. 1 схематично показан вид в аксонометрии предложенной заготовки 1 ортопедической стельки для обуви с анатомическим ложем 3 для стопы, которое выполнено из деформированного листового материала 2 из сополимера этиленвинилацетата и образует амортизирующее тело 10 предложенной заготовки 1 ортопедической стельки для обуви. На стороне заготовки стельки для обуви, обращенной по направлению от стопы пользователя стельки для обуви, расположен гибкий слой 4, который покрывает заготовку 1 стельки для обуви только в пяточной области и в области середины стопы. С нижней стороны 8 на гибком слое 4 напенена опорная часть 6 из пенополиуретана 5. Таким образом, в носочной области 11 листовой материал 2 из сополимера этиленвинилацетата образует как верхнюю сторону 7, так и нижнюю сторону 8 заготовки 1 ортопедической стельки для обуви согласно изобретению. В области 12 середины стопы и в пяточной области 13 нижняя сторона заготовки 1 ортопедической стельки для обуви согласно изобретению, показанной на фиг. 1, выполнена с помощью опорной части 6 из пенополиуретана.
Примерная заготовка 1 ортопедической стельки для обуви согласно изобретению, показанная на фиг. 1, имеет гибкий слой 4 только в пяточной области и в области середины стопы между опорной частью 6 из полиуретана и листовым материалом 2 из сополимера этиленвинилацетата. Гибкий слой 4 обеспечивает возможность вспенивания полиуретановой опорной части 6 на заготовке ортопедической стельки для обуви в области 12 середины стопы и в пяточной области 13. Гибкий слой 4 приклеен к листовому материалу 2 из сополимера этиленвинилацетата, так что он служит своего рода связующим веществом между листовым материалом 2 из сополимера этиленвинилацетата и пенополиуретаном 5. Такое связующее вещество, как правило, может быть обеспечено широким разнообразием гибких слоев 4, но оно необходимо, так как листовой материал из сополимера этиленвинилацетата обычно обеспечивает плохое сцепление с пенополиуретаном. Согласно изобретению, в качестве промежуточного слоя в данном случае использован гибкий слой 4, который с одной стороны, т.е. со стороны, обращенной к листовому материалу 2 из сополимера этиленвинилацетата, имеет клеевой слой, который может быть приклеен к материалу из сополимера этиленвинилацетата. Например, в данном случае могут быть использованы термоклеи, которые наносят на нетканую структуру поверхности гибкого слоя 4. Термоклей активируют благодаря теплоте, выделяемой при реакции во время вспенивания опорной части 6, и прижимают к листовому материалу 2 из сополимера этиленвинилацетата под действием прижимного усилия формы для вспенивания.
На стороне гибкого слоя 4, обращенной по направлению от листового материала 2 из сополимера этиленвинилацетата, как уже было упомянуто, напенивают опорную часть 6 из пенополиуретана 5. Это возможно согласно изобретению, так как гибкий слой 4 согласно изобретению выполнен так, что сторона гибкого слоя 4, обращенная по направлению от листового материала 2 из сополимера этиленвинилацетата, выполнена так, что обеспечено достаточное ее соединение с пенополиуретаном 5. Таким образом, гибкий слой 4 обеспечивает прочное соединение компонентов предложенной заготовки 1 ортопедической стельки для обуви и гарантирует надежное и точное расположение ортопедически эффективных частей.
На фиг. 2 схематично показан продольный разрез предложенной заготовки 1 стельки для обуви, показанной на фиг. 1, на верхней стороне 7 которой деформированный листовой материал 2 из сополимера этиленвинилацетата выполнен так, что образовано ложе для стопы анатомической формы. Под листовым материалом 2 из сополимера этиленвинилацетата по всей поверхности расположен гибкий слой 4, который в данном варианте выполнения также охватывает носочную область 11 или проходит под ней. В пяточной области 13, а также в области 12 середины стопы на гибкий слой 4 с помощью пенополиуретана 5 снова напенена ортопедически эффективная опорная часть 6. Таким образом, в данном варианте выполнения 4 нижняя сторона 8 предложенной заготовки стельки для обуви выполнена с помощью ортопедически эффективной опорной части 6, а также с помощью гибкого слоя 4.
Далее на фиг. 3 показано схематическое поперечное сечение предложенной заготовки 1 ортопедической стельки для обуви, показанной на фиг. 1, при этом верхняя сторона 7 в данном случае также образована трехмерно деформированным листовым материалом 2 из сополимера этиленвинилацетата. Под листовым материалом 2 из сополимера этиленвинилацетата также находится гибкий слой 4, который обеспечивает клеевое соединение и на который со стороны, обращенной от стопы пользователя обувной стельки, напенено опорное тело 6 из пенополиуретана 5. Согласно фиг. 3, на участке, который проходит через область 12 середины стопы предложенной заготовки 1 стельки для обуви, полиуретановая опорная часть 6 образует нижнюю сторону 8 предложенной заготовки 1 стельки для обуви. В свою очередь, верхняя сторона 7 выполнена с помощью листового материала 2 из сополимера этиленвинилацетата, который образует амортизирующее тело 10 ортопедической стельки для обуви из вспененного пластика.
На фиг. 4 схематично показана блок-схема процесса изготовления предложенной заготовки 1 ортопедической стельки для обуви, причем, как уже было упомянуто в начале, первые два этапа a1) и b1), а также а2) и b2) могут быть выполнены в качестве альтернативных вариантов. Последующие шаги с) - е) одинаковы для обоих вариантов.
В первом альтернативном варианте на первом этапе a1) недеформированный листовой материал 2 из сополимера этиленвинилацетата вкладывают в первую половину формы для вспенивания путем реакционно-литьевого формования полимеров. Это возможно, например, с помощью вставных штифтов, предусмотренных в форме для вспенивания, за которые могут зацепляться отверстия 9 в стельке (см. фиг. 3), выполненные в листовом материале 2 из сополимера этиленвинилацетата для стельки. Например, гибкий листовой материал 2 из сополимера этиленвинилацетата может быть закреплен в вертикально расположенной первой половине открытой формы для вспенивания путем реакционно-литьевого формования полимеров (не показана) с помощью нескольких зажимных штифтов. Специалисту в данной области известна такая процедура, поэтому дальнейшие пояснения здесь не требуются.
На листовом материале из сополимера этиленвинилацетата, помещенном в первую половину формы для вспенивания на этапе a1), затем на этапе b1) в первом альтернативном варианте выполнения способа согласно изобретению может быть размещен или прикреплен гибкий слой 4. Гибкий слой 4 имеет клеевой слой, который предпочтительно может быть прочно приклеен к материалу из сополимера этиленвинилацетата под действием давления и тепла. После того, как две отдельные части растянуты в первой форме для вспенивания так, что гибкий слой 4 обращен ко второй половине формы, т.е. к полости формы, и по меньшей мере частично покрывает формообразующие поверхности первой половины формы для вспенивания, на следующем этапе с), который одинаков для обоих альтернативных вариантов, во вторую половину формы для вспенивания могут быть введены компоненты, образующие вспененный пластик для образования опорной части 6 из пенополиуретана. На следующем этапе d) способа, который также одинаков для обоих альтернативных вариантов, закрывают форму для вспенивания и обеспечивают возможность вступления в реакцию друг с другом и расширение компонентов, образующих вспененный пластик, с возможностью образования пенополиуретана и образования опорной части 6 из пенополиуретана на нижней стороне заготовки стельки для обуви согласно изобретению. Дальнейшим общим этапом е) способа для обоих вариантов является открывание формы для вспенивания путем реакционно-литьевого формования полимеров и извлечение заготовки 1 стельки для обуви согласно изобретению.
Во втором альтернативном варианте первых двух этапов процесса гибкий слой 4 может быть нанесен на листовой материал 2 из сополимера этиленвинилацетата на первом этапе а2) перед вставкой в форму для вспенивания. В данном случае гибкий слой 4 имеет клейкое вещество на своей стороне, обращенной к листовому материалу из сополимера этиленвинилацетата, что, тем не менее, не обязательно приводит к образованию окончательного клеевого соединения между листовым материалом 2 из сополимера этиленвинилацетата и гибким слоем 4 на данном технологическом этапе. Тем не менее, в данном случае возможно использование и уже имеющегося терминального соединения, без отступления от идеи, лежащей в основе изобретения. Тем не менее, достаточно, чтобы два слоя сцеплялись достаточно прочно, чтобы гибкий слой 4 вместе с листовым материалом 2 из сополимера этиленвинилацетата могли быть надежно вставлены и размещены в виде сборки или предварительно собранной группы в первой половине формы для вспенивания путем реакционно-литьевого формования полимеров на втором этапе b2) второго альтернативного варианта, чтобы два слоя не соскальзывали друг с друга или даже не отделялись друг от друга во время дальнейших этапов способа. Вкладывание предварительно собранной группы, состоящей из листового материала 2 из сополимера этиленвинилацетата и гибкого слоя 4, может, как принято в данной области техники, снова осуществляться путем зажимания или фиксации, или другим подходящим способом, в первой форме для вспенивания и так, что указанная предварительно собранная группа по меньшей мере частично покрывает формообразующие поверхности первой половины формы для вспенивания, а гибкий слой 4 обращен в полость своей стороной по направлению от листового материала из сополимера этиленвинилацетата.
Затем выполняют этапы с) - е), общие для обоих альтернативных вариантов. На этапе с) компоненты, из которых получают пенополиуретан 5, вводят во вторую половину формы для вспенивания так, что компоненты, из которых получают пенополиуретан, наносят на расположенные там формообразующие поверхности. На следующем этапе d) форму для вспенивания закрывают, и обеспечивают вступление в реакцию и расширение компонентов, образующих вспененный пластик, с возможностью образования пенополиуретана благодаря выделению тепловой энергии. Под действием данного высвобождающегося реакционного тепла и одновременно приложенного усилия закрытия формы для вспенивания путем реакционно-литьевого формования полимеров термоклей, расположенный между гибким слоем 4 и листовым материалом 2 из сополимера этиленвинилацетата, активируется и достигает своей окончательной прочности на данном этапе способа без каких-либо дополнительных действий. На следующем общем этапе е) способа, после отверждения или после полной реакции пенополиуретана, форма для вспенивания путем реакционно-литьевого формования полимеров может быть открыта, и заготовка 1 ортопедической стельки для обуви согласно изобретению может быть извлечена из формы для вспенивания путем реакционно-литьевого формования полимеров.
На фиг. 3 схематично показано продольное сечение заготовки 1 стельки для обуви, извлеченной из формы для вспенивания путем реакционно-литьевого формования полимеров после этапа е). В данном случае листовой материал 2 из сополимера этиленвинилацетата расположен на верхней стороне 7 заготовки 1 ортопедической стельки для обуви и деформирован формообразующими поверхностями первой половины формы для вспенивания путем реакционно-литьевого формования полимеров так, что на верхней стороне 7 заготовки стельки для обуви образовано анатомическое ложе 3 для стопы. Данная анатомическая форма ложа 3 для стопы на амортизирующем теле 10 из листового материала 2 из сополимера этиленвинилацетата, а также ее ортопедический эффект усилены или сохраняют форму благодаря опорной части 6, напененной на нижней стороне 8 с помощью пенополиуретана 5. Для обеспечения надежного соединения между пенополиуретаном опорной части 6 и амортизирующим телом 10, выполненным из листового материала 2 из сополимера этиленвинилацетата, между данными двумя материалами расположен гибкий слой 4, который является связующим веществом между пенополиуретаном и материалом из сополимера этиленвинилацетата, так как непосредственное соединение данных двух материалов друг с другом затруднено. Согласно изобретению, гибкий слой 4 предназначен для приклеивания к листовому материалу 2 из сополимера этиленвинилацетата с одной стороны посредством клеевого слоя, нанесенного на гибкий слой 4 или на листовой материал 2 из сополимера этиленвинилацетата, или на оба материала. Другая сторона гибкого слоя 4, обращенная по направлению к опорной части 6, имеет свойство материала схожего с пенополиуретаном, благодаря чему пенополиуретан может быть приклеен/вспенен на гибком слое 4.
С помощью приведенных выше примеров вариантов был описан простой вариант выполнения предложенной ортопедической стельки для обуви; тем не менее специалисту в данной области ясно, что при наличии специальных навыков возможны разнообразные модификации и изменения, входящие в объем изобретения. Например, следует отметить, что листовой материал из сополимера этиленвинилацетата не обязательно должен быть сплошным по всей области подошвы обуви, но может, например, иметь отверстия в области подушечек, в области пальцев стопы или также в пяточной области. Еще один вариант выполнения листового материала из сополимера этиленвинилацетата заключается в том, что листовой материал выполнен не сплошным, а перфорированным, причем размер перфорационных отверстий здесь также может быть различным. Кроме того, также возможно, что различные листовые материалы из сополимера этиленвинилацетата, которые расположены, например, слоями, использованы или могут быть расположены смежно друг с другом в продольном или поперечном направлении подошвы и удерживаются вместе с помощью гибкого слоя или опорной части.
Кроме того, гибкий слой может иметь самую разнообразную конструкцию и не ограничен вариантом выполнения, описанным выше в качестве примера, но здесь могут быть использованы многослойные или многоярусные гибкие слои 4, причем слой, который находится в контакте с амортизирующим телом 10, то есть с листовым материалом 2 из сополимера этиленвинилацетата, предпочтительно имеет клеевой слой. Поверхность той стороны гибкого слоя 4, которая обращена к опорной части 6, должна быть выполнена так, чтобы было обеспечено достаточное сцепление с пенополиуретаном.
Далее аналогично, допустимо, что специалист в соответствующей области техники может использовать для изготовления опорной части 6 разный пенополиуретан, который, например, имеет различную жесткость и/или цвет, так что возможно обеспечение особых свойств заготовки ортопедической стельки для обуви согласно изобретению.
В другом варианте выполнения изобретения дополнительные ортопедически эффективные компоненты могут быть расположены и вставлены между гибким слоем 4 и листовым материалом 2 из сополимера этиленвинилацетата, образующим амортизирующее тело 10, перед соответствующими этапами b1) или а2) способа изготовления, т.е. перед нанесением гибкого слоя 4 на листовой материал 2 из сополимера этиленвинилацетата, который затем автоматически фиксируется на стороне листового материала 2 из сополимера этиленвинилацетата, обращенной по направлению от стопы, с помощью клеевого слоя благодаря прикреплению гибкого слоя 4 и последующему закрытию формы для вспенивания под действием технологического тепла, возникающего при расширении пенополиуретана. В этом случае специалист в данной области также найдет другие возможности обычного варианта выполнения, все из которых включены в объем изобретения. Упомянутыми выше компонентами с ортопедическим эффектом являются, например, подушечки, боковые подушечки, пяточные подушечки и т.п.
На дальнейшем этапе f) способа изготовления заготовка стельки для обуви, показанная на фиг. 3, может быть вырезана или выштампована по форме подошвы обуви, так что получена, например, заготовка 1 ортопедическая стельки для обуви, схематично показанная на фиг. 1.
После такого «формования» путем вырезания или выштамповывания заготовки 1 ортопедической стельки для обуви, выполненная согласно изобретению, может быть снабжена покрытием как с верхней стороны 7, так и с нижней стороны 8. Это может быть выполнено как при изготовлении заготовки 1 ортопедической стельки для обуви согласно изобретению, так и после любой обработки, например, индивидуальной примерки заготовки стельки для обуви техником-ортопедом или обувщиком-ортопедом. Это также представляет собой обычную процедуру, которая включена в объем изобретения и поэтому не требует дополнительных объяснений на данном этапе.
В целом, предложенный способ обеспечивает выполнение заготовки ортопедической стельки для обуви, которая проста по своей конструкции, но надежно размещает и удерживает вместе компоненты, необходимые для обеспечения ортопедического эффекта. В то же время ортопедически эффективная заготовка стельки для обуви является недорогой в изготовлении, поскольку требуется только один этап первичного формования, в ходе которого используемый листовой материал из сополимера этиленвинилацетата формуют с образованием трехмерного ложа для стопы, и в то же время на трехмерной заготовке стельки для обуви формируют опорную часть из пенополиуретана. В конечном итоге, предложенный способ обеспечивает получение ортопедически эффективной заготовки 1 стельки для обуви с амортизирующим телом 10 из материала из сополимера этиленвинилацетата, который предпочтительно имеет низкую плотность, со вспененным на нем опорным компонентом из пенополиуретана, поддерживающий эффект которого может быть отрегулирован путем выбора подходящей жесткости пенополиуретана. Таким образом, заготовка 1 ортопедическая стельки для обуви согласно изобретению не только является недорогой в изготовлении, но и имеет меньший вес по сравнению с заготовками стелек для обуви, известными из уровня техники. Кроме того, предложенный способ является гибким и допускает другие возможные варианты выполнения, не отступая от основного объема изобретения, а именно, соединения амортизирующего тела из сополимера этиленвинилацетата с пенополиуретановым опорным телом с помощью гибкого слоя, расположенного между данными двумя компонентами на исходном этапе формования путем реакционно-литьевого формования полимеров.
СПИСОК ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
1 заготовка ортопедической стельки для обуви
2 листовой материал из сополимера этиленвинилацетата
3 ложе для стопы
4 гибкий слой
5 пенополиуретан
6 опорная часть из пенополиуретана
7 верхняя сторона
8 нижняя сторона
9 отверстия в стельке
10 амортизирующее тело
11 носочная область/ область пальцев стопы
12 область середины стопы
13 пяточная область
a1) этап 1 способа альтернативного варианта 1
а2) этап 1 способа альтернативного варианта 2
b1) этап 2 способа альтернативного варианта 1
b2) этап 2 способа альтернативного варианта 2
c) этап 3 способа обоих альтернативных вариантов
d) этап 4 способа обоих альтернативных вариантов
e) этап 5 способа обоих альтернативных вариантов.
Ортопедическая поропластовая стелька

