Результат интеллектуальной деятельности: ГИБКИЙ ЛЮНЕТ
Вид РИД
Изобретение
Изобретение относится к станкостроению, конкретно к приспособлениям для металлорежущих токарных станков.
Известны приспособления к токарным станкам для обработки нежестких валов - люнеты, содержащие корпус и расположенные на нем регулируемые опоры под обрабатываемую деталь [1]. Они повышают жесткость обрабатываемого вала, но имеют недостатки: сложность конструкции, большие габариты, необходимость специальной площадки для установки на суппорте.
Наиболее близким по технической сущности решением является гибкий люнет, установленный в резцедержателе суппорта токарного станка [2]. Люнет содержит гибкую тягу в виде ленты, один конец которой закреплен в резцедержателе, а другой, охватывающий заготовку, - на барабане кронштейна, установленного в том же резцедержателе. Данный люнет принят за прототип. Его недостатками являются необходимость проточки заготовки на ширину ленты, относительная сложность, возможность перекоса гибкой ленты в процессе работы, неудобный обзор рабочей зоны.
Техническим результатом предлагаемого люнета являются простота, компактность, удобство в наладке и хороший обзор рабочей зоны. Указанный результат достигается тем, что резцедержатель в нижней части имеет крючки, гибкая тяга образована нитью с петлей для крепления на соответствующем крючке, а барабан выполнен в виде ступенчатого стержня с головкой под ключ и установлен вертикально в отверстии кронштейна, закрепленного в резцедержателе. С боковой стороны кронштейна расположен стопорный винт барабана - стержня. По одному из вариантов тяга состоит из рабочей и наматываемой нитей, при этом рабочая нить имеет петли с обоих концов, а наматываемая нить - сопрягаемый крючок.
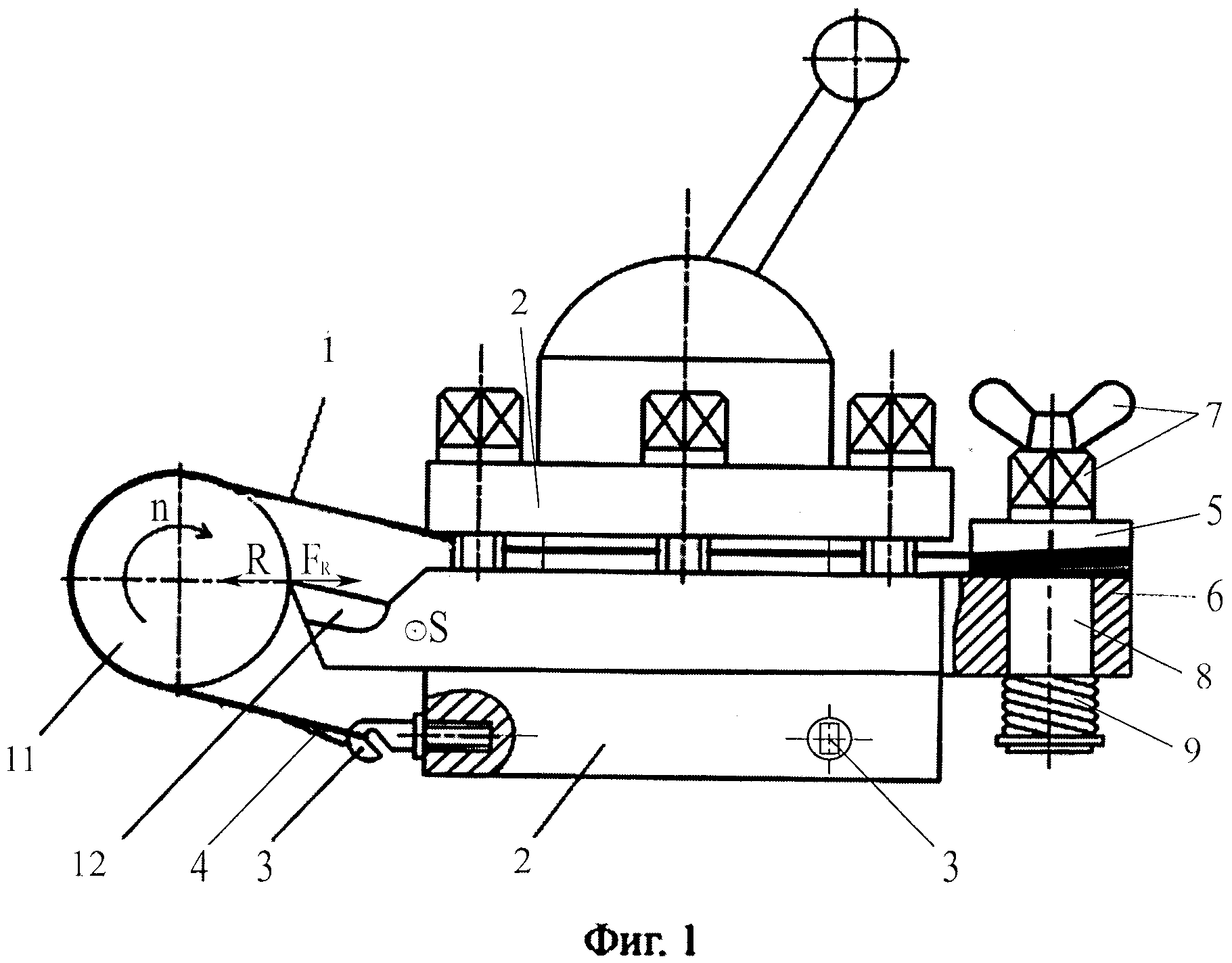
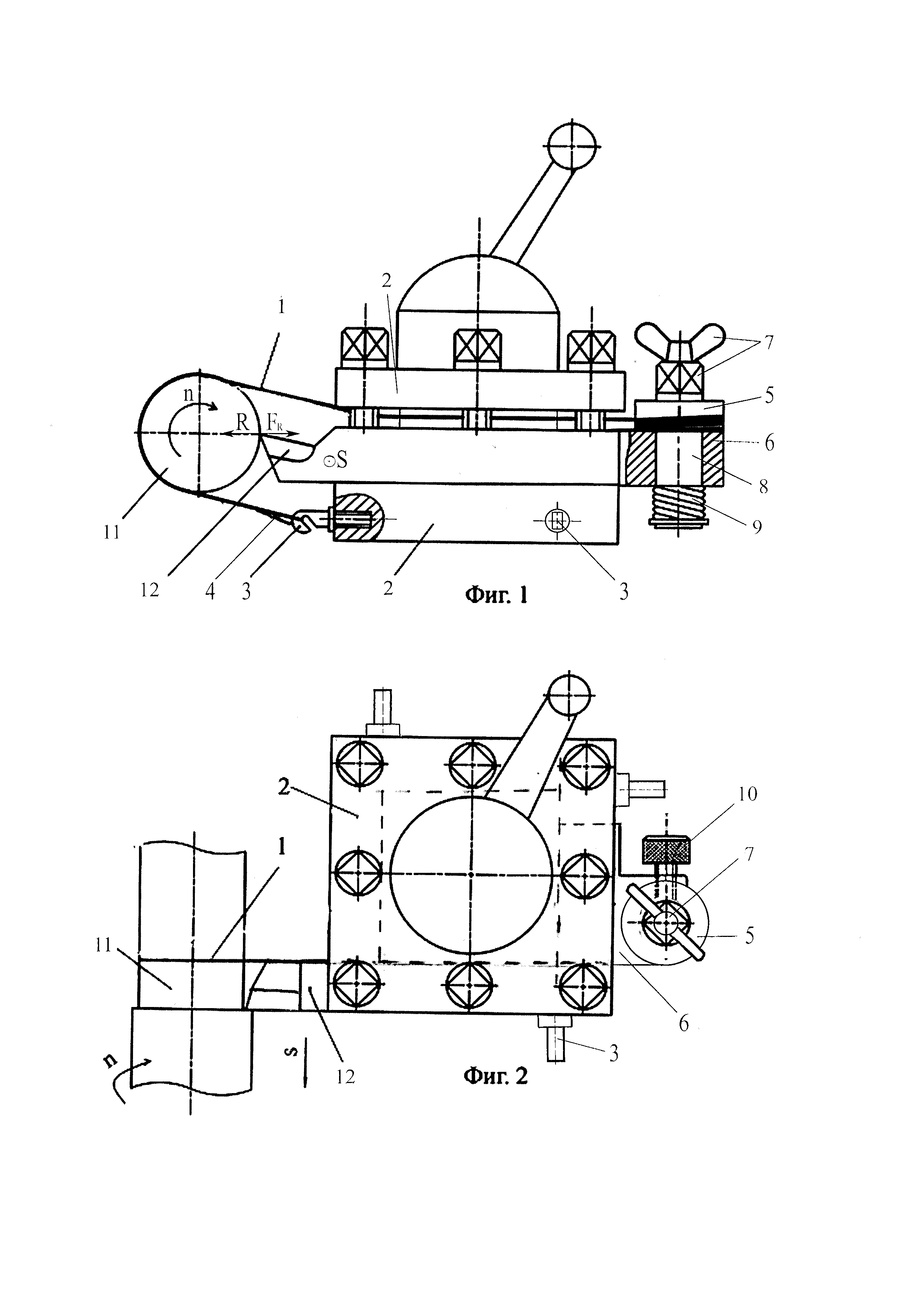
На фиг. 1 изображен резцедержатель с гибким люнетом в работе, на фиг. 2 - вид сверху на фиг. 1.
Гибкий люнет содержит гибкую тягу 1 в виде нити или шнура из высокопрочного материала и установлен в резцедержателе 2 суппорта токарного станка. В нижней части резцедержателя расположены крючки 3. Гибкая тяга - нить на свободном конце имеет петлю 4, которой она крепится на соответствующем крючке. С другого конца нить намотана на барабан 5. Барабан выполнен в виде ступенчатого стержня и установлен вертикально в отверстии кронштейна 6, закрепленного в резцедержателе 2. Верхняя часть стержня имеет головку 7 в виде барашка и выступа квадратного сечения с размерами под ключ зажимных винтов резцедержателя. Такое исполнение позволяет быстро вращать барабан за барашек, а ключом создавать натяжение нити. Меньшая по диаметру цилиндрическая ступень 8 барабана
- стержня проходит через вертикальное отверстие кронштейна. На ее выступающий конец надета пружина сжатия 9, удерживаемая разжимным кольцом снизу. Стопорный винт 10 фиксирует малую ступень и удерживает барабан от поворота.
Материалами нити служат углеродные волокна, износостойкие и высокопрочные стали с допускаемой прочностью на разрыв GB>1500 МПа (кГ/мм2), например сталь Н18К8М5Т (химический состав: Ni 18%, Со 8%, Мо 5%, Ti 0,5%, С 0,05%, остальное Fe) имеет прочность на разрыв 1800 МПа. С целью экономии дорогостоящих материалов рабочая часть нити выполняется из высокопрочной стали и имеет петли с обоих концов, а наматываемая часть из обычного материала имеет сопрягаемый крючок.
Наладка и работа люнета осуществляется следующим образом. В центрах и патроне станка устанавливают и крепят заготовку вала 11. В резцедержателе 2 зажимают винтами резец 12, в другом пазу резцедержателя - кронштейн 6 с барабаном 5. После настройки на размер резцом протачивают поясок. Затем нитью 1 огибают проточенную часть вала и крепят петлю 4 за крючок 3 снизу резцедержателя. Вращением барабана за головку 7 наматывают нить, поворотом ключа натягивают ее и стопорят барабан винтом 10. Заготовке сообщают вращение с частотой n, определяющей скорость резания, а резцу
- движение подачи S. Радиальная составляющая силы резания FR, отжимающая резцедержатель, и ее реакция - сила R, отжимающая заготовку, взаимно компенсируются замыканием охватывающей заготовку нити на резцедержатель. При точении нить скользит за резцом по нагретой поверхности заготовки и выглаживает обработанную поверхность, повышая ее качество. Для перехода на больший или меньший диаметр ступени обтачивания нить разматывают или наматывают на стержневой барабан 5 указанным выше способом.
Люнет с гибкой нитью прост в обслуживании, компактен, обеспечивает быструю переналадку, высокую точность обработки, в том числе деталей с пазами и прорезями.
Источники информации
1. Авторское свидетельство СССР №1692801, МПК B23Q 1/24. Люнет, 1989.
2. Патент РФ №2580882, МПК B23Q 1/24. Люнет, 2016.
Червячная фреза
Режущая многогранная пластина
Крестовый суппорт-стол
Комбинированный токарный резец
Упругодеформируемый схват
Электродвигатель
Винтовая передача
Люнет
Режущая многогранная пластина
Ледоскалывающее устройство
Режущая многогранная пластина
Крестовый суппорт-стол
Комбинированный токарный резец
Упругодеформируемый схват
Электродвигатель
Винтовая передача
Люнет
Режущая многогранная пластина
Ледоскалывающее устройство
Гибкий поезд

