Результат интеллектуальной деятельности: РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА
Вид РИД
Изобретение
Изобретение относится к металлообработке, конкретно к рабочей части режущих инструментов, преимущественно токарных резцов.
Известна режущая многогранная пластина, имеющая симметричные выступы и впадины на каждой боковой грани [1]. Она удваивает количество режущих кромок, повышает стойкость и расширяет технологические возможности. Ее недостатком является выполнение ограниченного числа операций из-за одинакового профиля граней.
Известен режущий элемент, у которого грани выполнены в виде лезвий различной формы, соответствующей универсальным и специальным резцам [2]. Он расширяет число токарных операций до трех, но является громоздким, сложным и ненадежным в креплении.
Технический результат предлагаемой многогранной пластины состоит в увеличении токарных операций, сокращении специальных резцов, повышении производительности токарной обработки. Одной многогранной пластиной осуществляется точение напроход и в упор, прорезание канавок и поднутрений, резьбонарезание, профилирование и фасонирование, снятие прямых и круглых фасок, выполнение аналогичных расточных операций.
Указанный результат достигается тем, что грани режущей пластины выполнены в виде лезвий проходного, упорного, канавочного, прорезного, резьбо-копировального, фасонного резцов. Основания лезвий плавно сопряжены дугами. Лезвия имеют геометрические особенности, расширяющие технологические приемы.
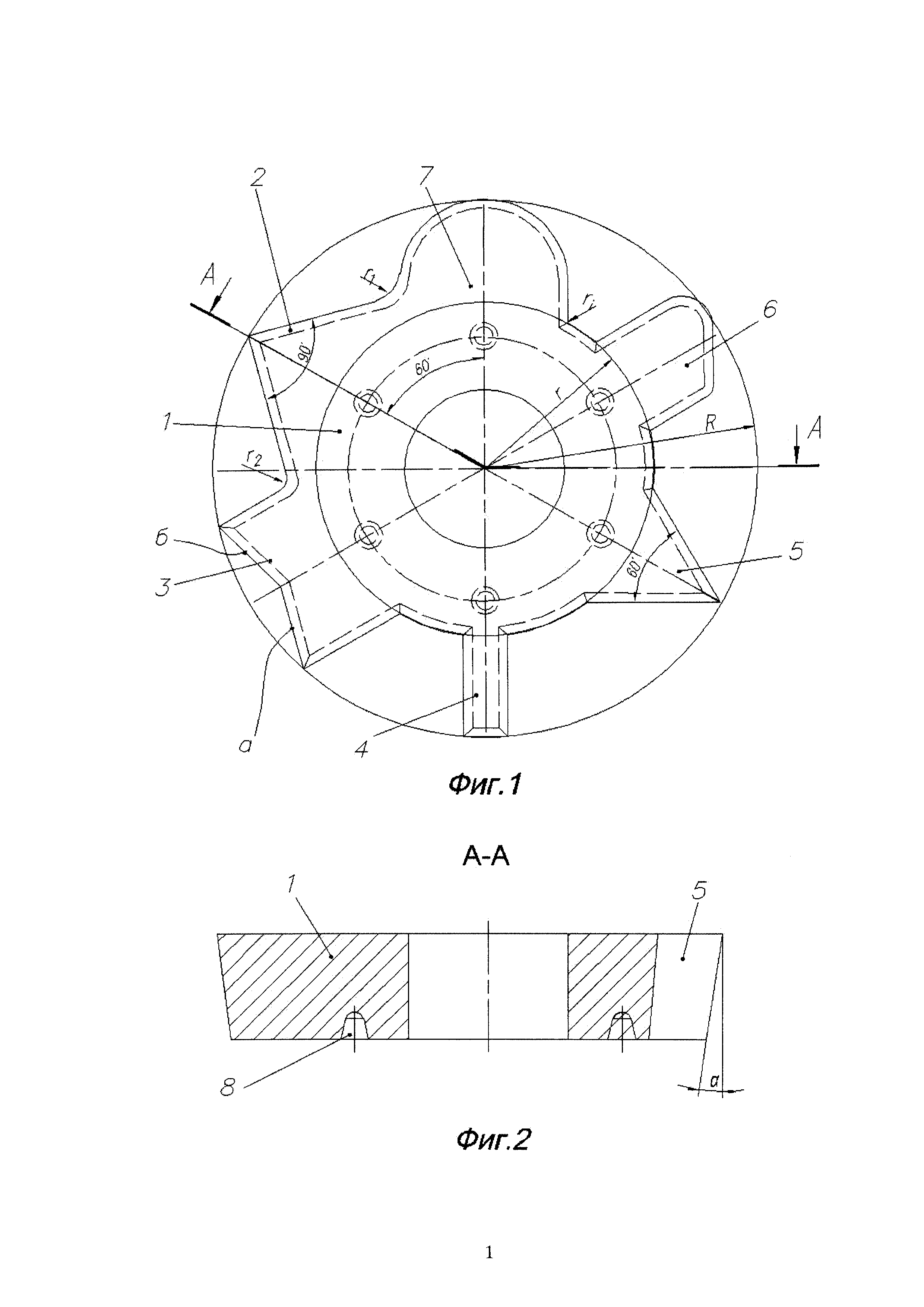
На фиг. 1 изображена многогранная пластина, вид в плане, увеличен; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-5 - переходы токарной обработки ступенчатого вала; на фиг. 6-7 - вторая токарная операция (по заводской технологии) внутреннего подшипникового кольца.
Режущая многогранная пластина 1 имеет грани различной формы, выполненные в виде лезвий проходного резца 2, упорного 3, прорезного 4, резьбо-копировального 5, канавочного 6, фасонного желобного резца 7 (рис. 1, 2). Вершины лезвий расположены на одинаковом расстоянии R от центра пластины, а основания лезвий - на различных расстояниях до минимального по окружности радиусом r. Основания лезвий плавно сопрягаются одно с другим по дугам технологического назначения радиусами r1, r2…, ri. У проходного лезвия 2 угол при вершине в плане равен 90° и симметричен относительно радиуса, проходящего через вершину. Лезвие 3 по форме упорного резца выполнено двухвершинным с левым прямым профилем «а» (в рабочем положении) и симметричным правым профилем «б» при второй вершине. Лезвие прорезного резца 4 имеет режущую кромку по дуге радиусом R. Лезвие канавочного резца 6 имеет скругленную вершину и при ней вспомогательную режущую кромку. Такая форма позволяет получать скругленные канавки у торцев деталей без концентраторов напряжений. Лезвие фасонного резца 7 выполнено по профилю желоба подшипникового кольца. Лезвие резьбо-копировального резца 5 имеет угол при вершине в плане 60° по профилю метрической резьбы. Для удобства выполнения переходов оно расположено между канавочным 6 и прорезным 4 лезвиями.
Лезвия имеют задние углы α. Для уменьшения силы резания отдельные лезвия, например, фасонное 7 или прорезное 4, имеют подточку рабочей поверхности на положительный передний угол.
На опорной поверхности пластины с одинаковым расстоянием от центра и с одинаковым угловым шагом выполнены отверстия 8, предназначенные для фиксации положения лезвий относительно державки резца (см. фиг. 2).
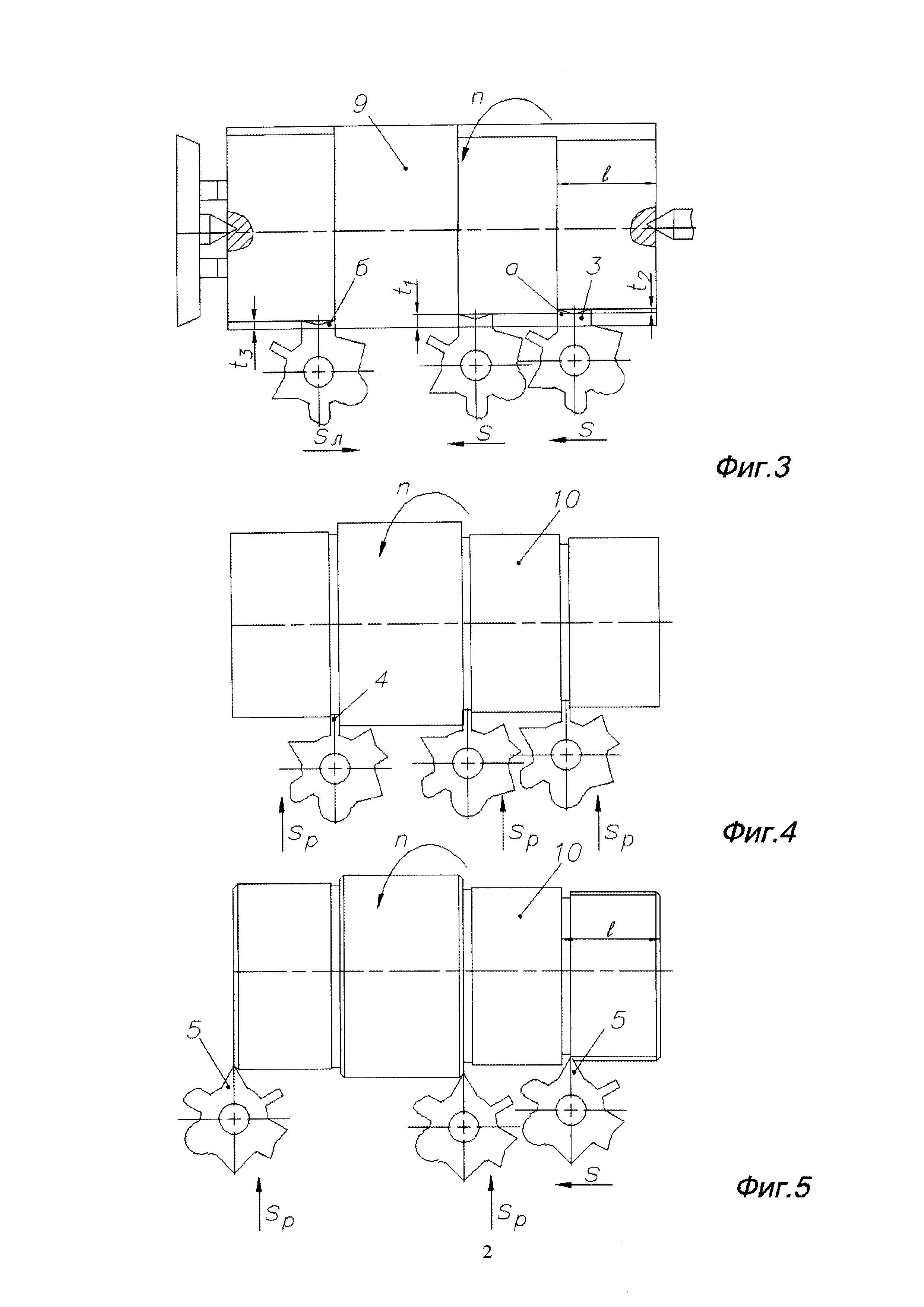
Работа пластины на токарных операциях осуществляется следующим образом. Заготовка вала 9 устанавливается в центрах, поджимается задним центром к торцевым зубьям поводкового патрона и получает вращение с частотой n (фиг. 3). Точение первой ступени вала на глубину t1 осуществляется лезвием «а» упорного резца 3 с продольной подачей s. Тем же лезвием на глубину t2 обрабатывается меньший диаметр первой ступени под резьбу на участке длиной l. Второе лезвие «б» резца 3 обтачивает левую ступень вала с обратной подачей sл.
После обтачивания ступеней поворотом резцедержателя на 60° по программе станка с ЧПУ устанавливается в рабочее положение лезвие прорезного резца 4 (фиг. 4). Лезвие 4 с поперечной подачей sp пластины последовательно прорезает на полуфабрикате 10 три канавки. Лезвие 5 снимает фаски на всех ступенях детали и нарезает резьбу на участке l (фиг. 5).
Для обработки другой детали, например, подшипникового кольца, пластина раскрепляется на резце, поворачивается в положение новых рабочих лезвий 2 и 7 и фиксируется в заданном положении по отверстиям 8 на основании (см. фиг. 2).
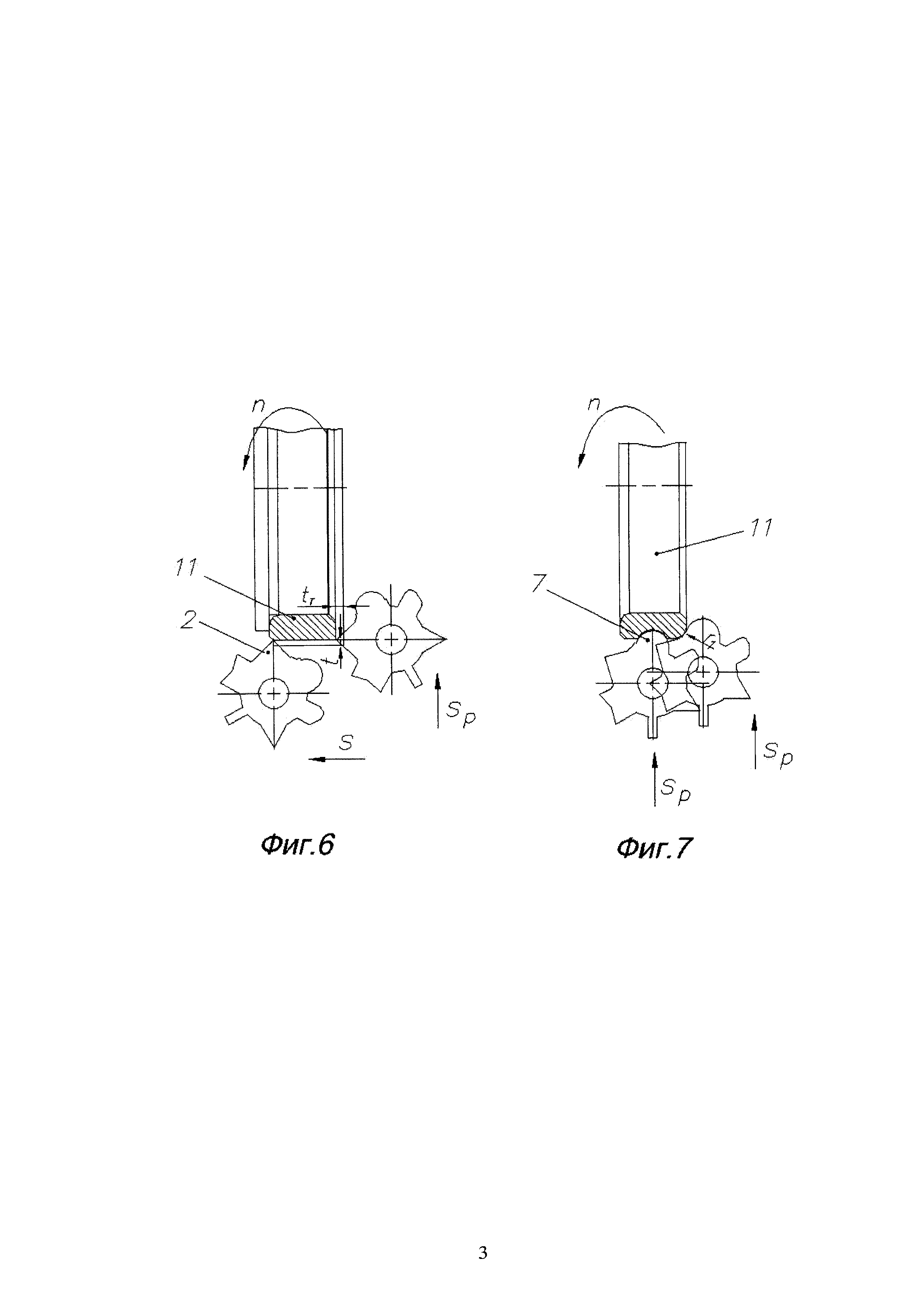
Обработка подшипникового кольца 11 начинается с точения напроход наружной поверхности на глубину t лезвием 2 (фиг. 6). После поворота резцедержателя на 90° лезвие 2 второй режущей кромкой подрезает торец кольца на ширину tт с радиальной подачей sp. Затем резец продолжает движение с продольной подачей s и снимает фаску в отверстии кольца. По окончании прохода резцедержатель поворачивается на 60° в рабочее положение желобного лезвия 7, и оно обрабатывает с радиальной подачей sp желоб кольца. Затем лезвие выводится из желоба, смещается вправо за торец кольца и радиусной кромкой r1 основания лезвия снимает с радиальной подачей sp наружную радиусную фаску на торце кольца (фиг. 7). На этом обработка подшипникового кольца заканчивается.
Режущая пластина является многофункциональной и заменяет несколько специальных резцов, в конкретном исполнении семь. За счет этого сокращается число позиций в магазинах инструментов станков с ЧПУ. Пластина позволяет оптимизировать переходы операций и сократить основное время обработки. Ее применение в 5-6 раз уменьшает вспомогательное время на смену инструментов. Стоимость пластины с державкой на порядок меньше стоимости заменяемых ею резцов. По сравнению с многогранными пластинами простой формы она имеет  востребованность, обеспечивающую крупносерийный выпуск.
востребованность, обеспечивающую крупносерийный выпуск.
Источники информации:
1. Патент РФ №2482939, МПК В23В 27/16. Режущая многогранная пластина. 2013.
2. Патент US 1926531, В23В 27/16 «Multiple tool and holder», 12.09.1933. Прототип.
Червячная фреза
Режущая многогранная пластина
Крестовый суппорт-стол
Комбинированный токарный резец
Упругодеформируемый схват
Электродвигатель
Винтовая передача
Люнет
Ледоскалывающее устройство
Гибкий поезд
Режущая многогранная пластина
Крестовый суппорт-стол
Комбинированный токарный резец
Упругодеформируемый схват
Электродвигатель
Винтовая передача
Люнет
Ледоскалывающее устройство
Гибкий поезд
Многофункциональный токарный инструмент

