Результат интеллектуальной деятельности: СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА СО СВЕРХТВЕРДЫМ МАТЕРИАЛОМ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, к способам получения композиционных материалов. Изобретение может быть использовано в качестве связок при изготовлении режущего инструмента со сверхтвердым материалом для стройиндустрии, тяжелого машиностроения, нефте- и газоперерабатывающая отрасли и др., включая отрезные сегментные круги различной конструкции (ОСК), применяемые при резке чугунов, и канатных пил для резки массивных конструкций из стали и чугунов.
Связка оказывает влияние на конструкцию инструмента. В зависимости от связки выбирается материал корпуса, метод соединения абразивного слоя с корпусом. Физико-механические свойства связок предопределяют возможную получаемую форму и размеры режущего инструмента на основе CBN и/или алмаза.
Известна связка для изготовления алмазного инструмента (RU 2286241 С2, опубл. 2006.07.07), содержащая металл, выбранный из группы железа Периодической системы, карбид титана и соединение металла с металлоидом. С целью повышения прочности связки и надежности закрепления алмазного зерна в связке дополнительно содержится карбид циркония.
Недостатком известной связки является использование дорогостоящего и токсичного кобальта, а также более низкой скорости резания высокоармированного железобетона и снижение ресурса работы инструмента.
Прототипом заявленного изобретения является связка для изготовления алмазного инструмента (RU 2432249 С1, опубл. 27.10.2011. Бюл. №30), содержащая основу в виде меди.
Недостатком известного материала на основе меди является недостаточная износостойкость, твердость, прочность, ударная вязкость и температурная стойкость, а также низкий удельный ресурс при резке стали, чугуна.
Технической задачей заявленного изобретения является увеличение ударной вязкости KCU, твердости HRB, предела прочности при трехточечном изгибе σизг, удельной износостойкости Иобр, удельного ресурса и скорости резания отрезных сегментных дисков при низкой остаточной пористости сегментов, содержащих CBN/алмаз.
Поставленная задача достигается тем, что в связку на основе меди, кобальта и железа дополнительно вводят от 1 до 45 мас.% никеля и легирующую добавку в количестве от 0,01 до 3 мас.%.
Связки могут быть получены методом порошковой металлургии: спеканием с последующим прессованием при температуре спекания. Этот метод является высокопроизводительным, т.к. продолжительность процесса нагрева до температуры спекания, выдержка при температуре спекания, прессование и охлаждение до комнатной температуры не превышают 15 минут. Высокие скорости нагрева и равномерное распределение температур в рабочей камере обеспечиваются за счет пропускания электрического тока через спекальную форму, которая одновременно является и пресс-формой.
По окончании выдержки при температуре отжига сразу же проводится прессование для обеспечения необходимой плотности и формы изделий. Конструкция пресс-формы позволяет проводить процесс в инертной и защитной атмосфере, что повышает качество инструмента.
Полученные сегменты с CBN и/или алмазом напаиваются на диск. Испытания дисков проводят при резке массивной отливки из серого чугуна марки СЧ20.
Материалы связок по изобретению обеспечивают лучшие экономические показатели по сравнению с аналогами ведущих мировых производителей по критериям цена/ресурс и цена/производительность.
Пример. В связку на основе меди состава (мас.%):
Cu - 27,5-49,5
Со - 13,75-24,75
Fe - 13,75-24,75
Ni - 1-45
Легирующая добавка - 0,01-3,0
Влияние содержания никеля и количества вводимых легирующих компонентов приведено в таблицах 1-6. В качестве легирующей добавки вводят углеродные материалы.
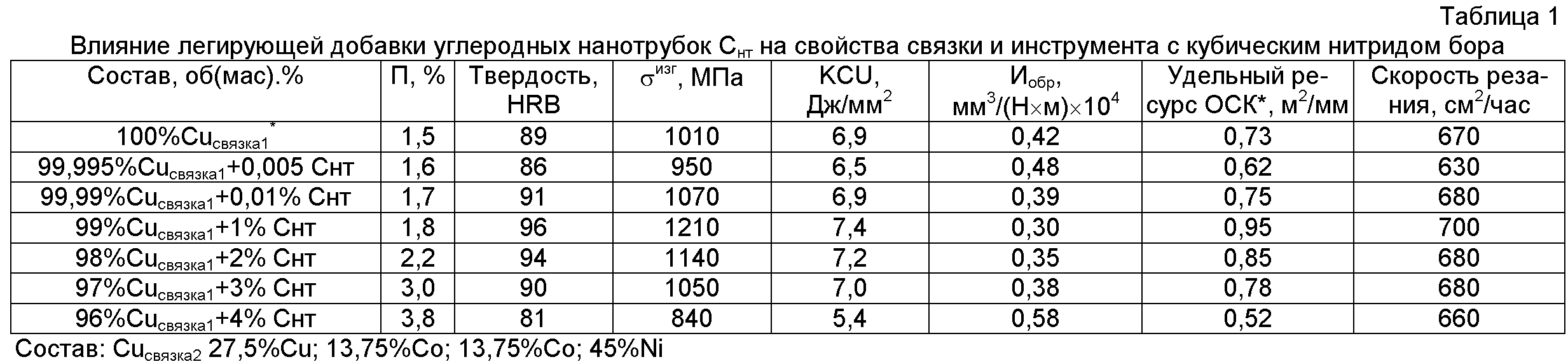
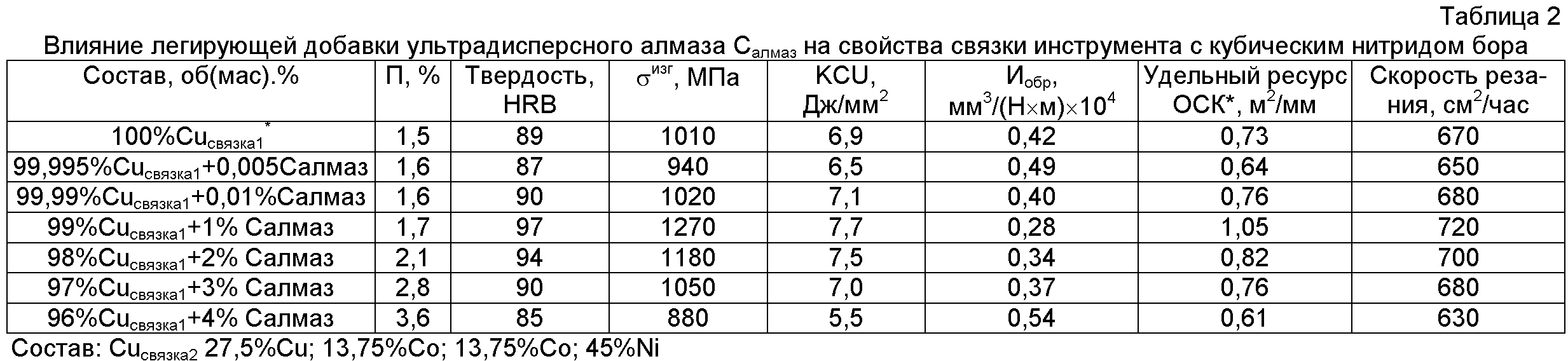
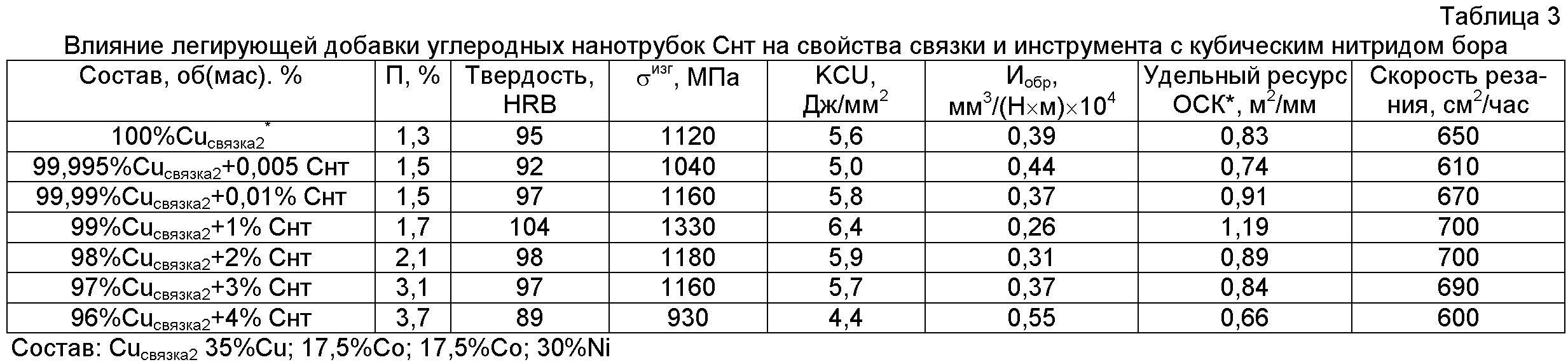
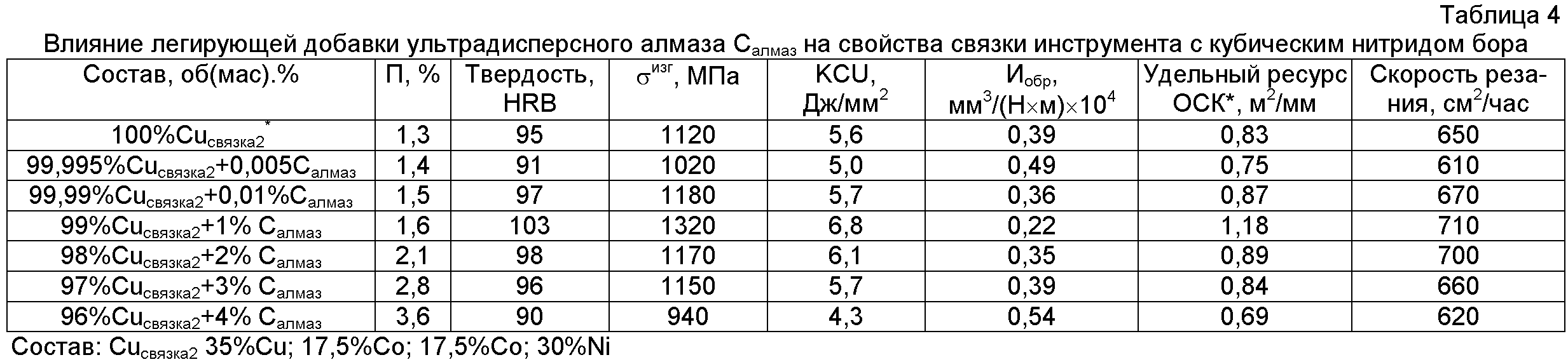
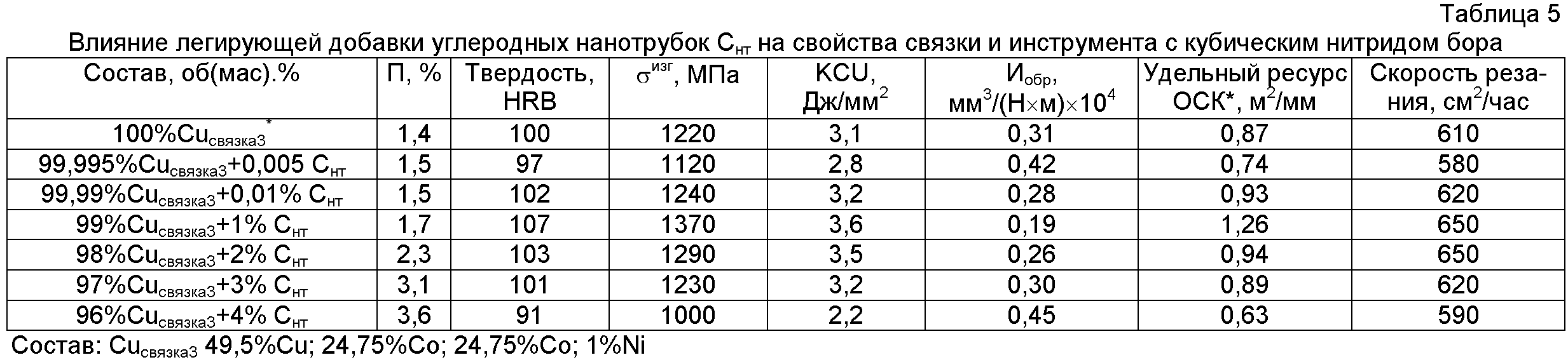
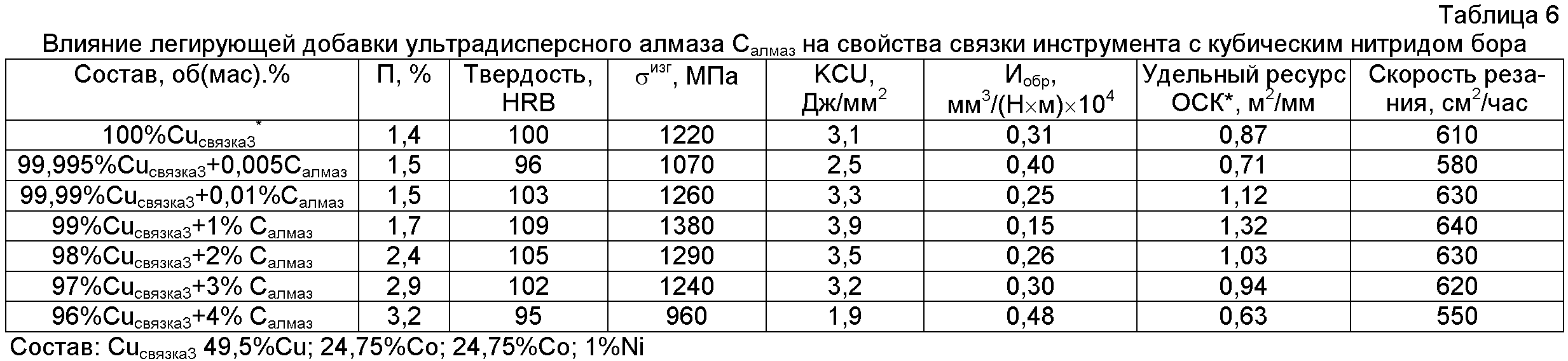
Приведенные примеры составов связки (таблицы 1-6) обосновывают пределы содержания легирующих добавок.
Удельный ресурс ОСК и скорость резания в таблицах 1-6, 8 приведены по данным испытания отрезного сегментного диска с сегментами на основе CBN при резки чугуна марки СЧ20. Общая концентрация абразива в сегменте составляет 10 об.%, крупность зерен CBN 45/50 mesh.
С целью увеличить удельный ресурс и скорость резания в связки вместе CBN водят алмаз. В таблице 7 представлены свойства связки и инструмента с сегментами, в которых в качестве абразива взят алмаз и CBN в пропорции 50/50%. Общая концентрация абразива в сегменте составляет 10 об.%, крупность 45/50 mesh.
|
Как видно из таблиц 1÷7, содержание легирующей добавки менее 0,01 мас.% не обеспечивает достижение поставленной цели, т.к. их количества недостаточно для эффективного дисперсионного упрочнения связки, и их влияние на структуру и свойства полученного материала незначительно
Введение в связку более 3 мас.% приводит к увеличению пористости и других свойств, т.к. легирующие добавки являются более тугоплавкими, твердыми и имеющими высокие модули упругости материала по сравнению с медью и никелем, то они выступают в роли концентраторов напряжений, что сильно охрупчивает материал и приводит к снижению прочностных характеристик и износостойкости связки, а также требуют повышения температуры спекания и обладают плохой прессуемостью.
Указанные диапазоны концентраций легирующих добавок 0,01÷3 мас.%. Справедливы только для нанодисперсных порошков. На свойства связки оказывает влияние размер частиц легирующего элемента. Для получения заданной удельной поверхности порошки разделялись на фракции заданной дисперсности, обеспечивающей требуемые значения удельной поверхности. В таблице 8 представлена зависимость легирующих элементов от размера частиц (удельной поверхности).
|
Материалы связок по изобретению обеспечивают лучшие экономические показатели по сравнению с аналогами ведущих мировых производителей по критериям цена/ресурс и цена/производительность.
Способ удаления титана из высокохромистых расплавов
Способ обработки канала алмазной вставки сопла
Способ варки стекломассы и стекловаренная печь с барботированием слоя стекломассы
Устройство для обработки металлического расплава рафинирующим шлаком
Способ обработки железорудных окатышей
Способ переработки низкосортных молибденитовых концентратов
Комбинированный алмазный инструмент для получения отверстий с задней подрезкой и выточкой
Способ извлечения металлов из силикатных никелевых руд
Высокопрочный сплав на основе алюминия с добавкой кальция
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента
Способ удаления титана из высокохромистых расплавов
Способ обработки канала алмазной вставки сопла
Способ варки стекломассы и стекловаренная печь с барботированием слоя стекломассы
Устройство для обработки металлического расплава рафинирующим шлаком
Способ обработки железорудных окатышей
Способ переработки низкосортных молибденитовых концентратов
Комбинированный алмазный инструмент для получения отверстий с задней подрезкой и выточкой
Способ извлечения металлов из силикатных никелевых руд
Высокопрочный сплав на основе алюминия с добавкой кальция
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента

