Результат интеллектуальной деятельности: Электрод с хвостовиком для контактной точечной сварки
Вид РИД
Изобретение
Электрод с хвостовиком для контактной точечной сварки Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для образования арматурной сетки. Известно внутреннее продольное охлаждение передней части электрода путем непрерывной циркуляции вдоль полости его хвостовика (см. ГОСТ14111-90, с. 16). Его недостатки: из-за удаленности зон охлаждения-дна его полости и нагрева - переднего торца электрода - его температура при сварке сталей достигает до 1073К, чем ускоряется его износ; при его диаметре не более 40 мм образуется только одна сварная точка, и поэтому низкая производительность одноточечных сварочных машин.
Известно и внутреннее поперечное охлаждение электрода диаметром более 40 мм, когда в его глухом поперечном канале размещена с боковым и осевым зазорами трубка, закрепленная в штуцере, соединенным с этим каналом для циркуляции хладагента в нем (см. патент РФ №2652929 С1 от 27.04.2017). Его недостатки: неэффективное охлаждение рабочего торца электрода из-за малой боковой охлаждаемой поверхности такого канала; усложнение конструкции электрода трубкой и сложным штуцером под хладагент; теплообмен между подводимым и отводимым нагретым хладагентом через стенки трубки; выбрасывание хвостовика и прилегающее к нему уширения после предельного износа рабочей части электрода. Задача предлагаемого: повышение эффективности охлаждения электрода диаметром более 40 мм и уменьшение расхода материала на него. Технический результат от предлагаемого электрода: повышение стойкости его и снижение производственных затрат на него.
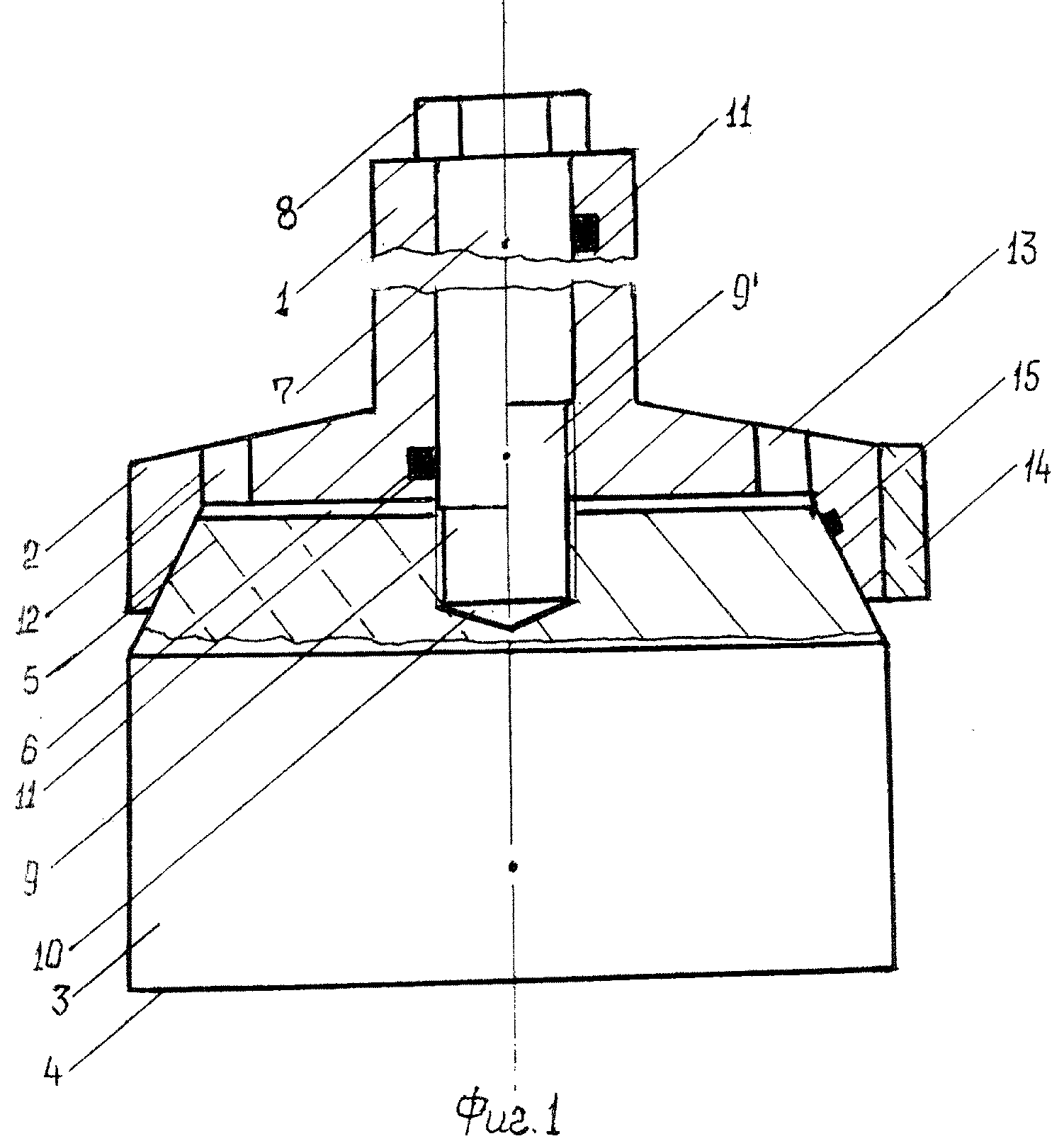
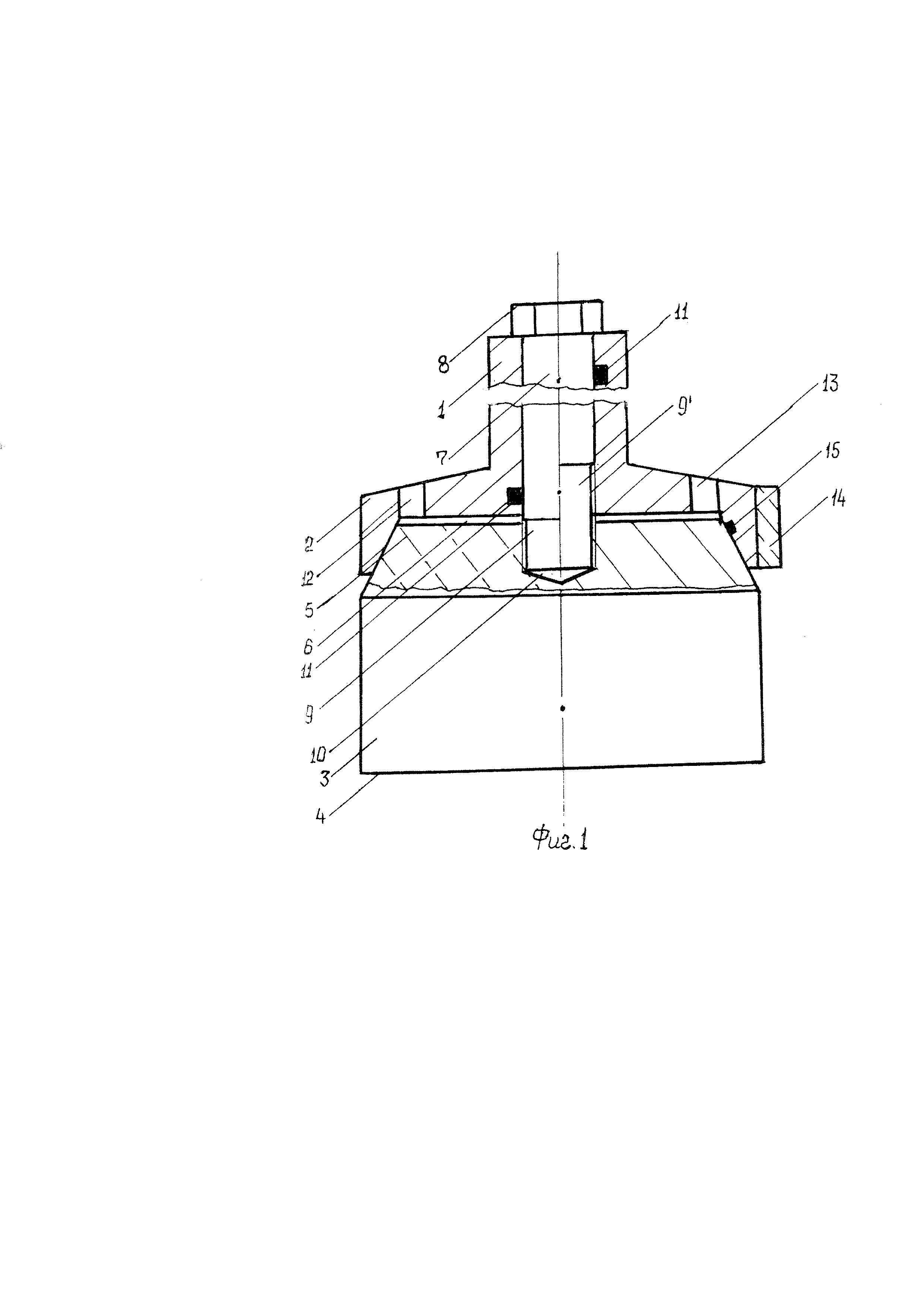
Это достигается тем, что у электрода с хвостовиком для контактной точечной сварки арматурной сетки, содержащего хвостовик для крепления в гнезде хобота и рабочую часть с поперечным глухим каналом под циркулирующий хладагент, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО он выполнен из верхней полой части, содержащей хвостовик, переходящий в уширение, с нижнего торца которого образована коническая полость с дном, и нижней рабочей части, верхняя коническая часть которой с резьбовым гнездом на верхнем торце размещена с осевым зазором в выше указанной полости; эти части электрода дополнительно соединены между собой болтом, головка которого уперта в торец хвостовика, а передняя часть его расположена в резьбовом гнезде нижней части; на боковой поверхности полости верхней части выполнена кольцевая канавка под уплотнительный элемент, охватывающий болт с натягом; при этом в уширении выполнены диаметрально расположенные и открытые в периферийную часть дна его конической полости окна: одно для подвода хладагент в осевой зазор электрода, а другое для отвода оттуда его нагретым; стальным кольцом скреплена наружная боковая поверхность его уширения с внутренней резьбой, соединенной с резьбой передней части болта, а в кольцевой канавке, сформированной на конической поверхности уширения, размещен уплотнительный элемент, контактирующий с конической поверхностью его нижней части.
Выполнением электрода сборным: из верхней полой части с хвостовиком, переходящим в уширение, и нижней рабочей части, соединенных между собой крепежом, сокращаются расход материала и времени на его изготовление, т.к. изготовляется только изнашиваемая нижняя часть, а верхняя часть используется многократно с новыми нижними частями. Размещением в конической полости уширения с осевым зазором верхней конической части рабочей части электрода обеспечивается их центрирование между собой и герметичность по их сопрягаемым коническим поверхностям образуемой ими полости под хладагент в виде осевого зазора под хладагент. Наличием резьбового гнезда на верхнем торце рабочей части электрода под резьбовую переднюю часть болта, размещенного в осевой полости верхней части с упором его головки в торец хвостовика, обеспечивается их дополнительное соединение между собой.
Образованием на боковой поверхности полости верхней части кольцевой канавки под уплотнительный элемент, охватывающий болт с натягом, герметизируется сверху полость электрода под хладагент.
Формированием в уширении диаметрально расположенных и открытых в периферийную часть дна его конической полости двух окон, расположенных диаметрально противоположно (для подвода хладагент в осевой зазор электрода и для отвода оттуда его нагретым), обеспечивается циркуляция хладагента от одного края электрода к другому. Скреплением наружной боковой поверхности уширения верхней части электрода стальным кольцом исключается радиальная пластическая деформация уширения, чем гарантируется фиксация нижней части электрода в осевом направлении при сварке.
Размещением в кольцевой канавке, сформированной на конической поверхности уширения верхней части электрода, уплотнительного элемента, контактирующей с конической поверхностью его нижней части, гарантируется герметичность полости с хладагентом в виде осевого зазора между донной и торцевой поверхностями этих частей даже при износе их конических поверхностей. Соединением резьбы передней части болта с внутренней резьбой уширения оно упрочняется от усилия сварки, действующего на хвостовик. Сравнительный анализ предлагаемого решения с известными сейчас показывает, что оно ново, с существенными отличиями, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ. Предлагаемое представлено на чертеже фиг. 1 в левой части которой представлено решение п. 1 формулы, а в правой части п. 2 ее; оно содержит сборный электрод, имеющий верхнюю с осевой полостью часть с хвостовиком 1, заканчивающимся внизу уширением 2, равным поперечному размеру нижней части 3 его с рабочим торцом 4; с торца уширении 2 выполнена коническая полость, в которой размещена коническая передняя часть 5 нижней части 3 с осевым зазором 6 между их донной и верхней торцевой поверхностями; эти части соединены между собой дополнительно болтом 7 с контактом их конических поверхностей; его головка 8 упирается в торец хвостовика 1, а резьбовая часть 9 находится в резьбовом гнезде 10 верхнего торца нижней части 3 электрода; при этом на поверхности полости уширения 2 или хвостовика 1 (см. правую часть фиг. 1) верхней части выполнена кольцевая канавка под уплотнительный элемент 11, охватывающий с натягом болт 7; в уширении 2 выполнены противоположно расположенные окна 12 и 13, открытые в периферийную часть осевого зазора 6 электрода для подвода хладагента и отвода оттуда его нагретым; в правой части фиг. 1 на наружной боковой поверхности уширения 2 размещено с натягом кольцо 14 для скрепления его; в кольцевой канавке его конической поверхности размещен уплотнительный элемент 15 для герметизации охлаждаемой полости электрода, а с резьбой его полости соединена резьба передней части болта 8 Электрод охлаждается так: по окну 12 хладагент поступает в край осевого зазора 6 (кольцевой полости, образуемой нижней частью болта), заполняя его и устремляясь к окну 13 для удаления из него; при этом хладагент нагревается теплом электрода, поступающим от рабочего торца 4 к верхнему торцу части 3, охлаждая последний с эффективностью, зависящей от уровня его нагрева, расхода хладагента, продолжительности цикла сварки, величины охлаждаемой поверхности - площади верхнего торца нижней части в несколько раз большей, чем у прототипа; поэтому стойкость у предлагаемого электрода как минимум в 1,5 раза выше последнего. Соединением резьбовой части 9 болта 7 с внутренней резьбой уширения 2 повышается его прочность от усилия сварки, действующего на хвостовик 1. Расходная часть электрода - нижняя часть малых трудоемкости и массы - треть массы заготовки - прототипа, с многократным использованием верхней части, чем в несколько раз сокращается расход материала, например, на год. Таким образом, данным электродом увеличивается многократно охлаждаемая поверхность с повышением стойкости его как минимум в 1,5 раза и снижается в несколько раз расход материала на него, а трудоемкость его нижней части становится минимальной.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

