Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и пригодно для изготовления стволов с нарезными направляющими частями.
Известен способ изготовления стволов: заготовку-поковку предварительно обрабатывают по наружной поверхности, подрезают ее торцы, выполняют центрирующие шейки и контрольные пояски и осуществляют глубокое сверление. Далее ее термообрабатывают, растачивают глубокое отверстие, выполняют в нем нарезы, затем патронник и окончательно обрабатывают по наружной поверхности, получая готовый ствол (см. книгу Троицкого Н.Д. Глубокое сверление. - М.: Машиностроение, 1971, с.140-141).
При таком способе длина исходной заготовки больше длины ствола с учетом подрезки торцов и отделения темплета с дульной части под образцы-свидетели. Поэтому объемы предварительной и окончательной механической обработки значительны, а коэффициент использования металла (КИМ - отношение массы ствола к массе исходной заготовки - η) не более 30%.
Известен другой способ изготовления стволов (см. патент на изобретение №215670 C1, 17.02.1999 г.), принятый за прототип, содержащий получение и термообработку исходной заготовки (проката или поковки). Затем ее механически обрабатывают с образованием заготовки-трубы, имеющей заходную часть под подпорный центр и поводковую часть в виде большого цилиндра с диаметром исходной заготовки и малого цилиндра с диаметром ≥ наружного казенной части ствола под поводковый центр. Изготовляют из нее радиальным обжатием полуфабрикат с готовой направляющей частью и осуществляют его окончательную обработку с удалением заходной части.
Его преимущество перед предыдущими: КИМ повышается примерно в 2 раза и заготовка-труба технологичнее предыдущей.
Недостаток: из-за кратковременности взаимодействия металла приканального слоя с формообразующей частью оправки, имеющей выступы и впадины, при радиальном обжатии заготовки-трубы получаемая шероховатость нарезной направляющей части не всегда соответствует требуемой и улучшается последующим свинцеванием, что увеличивает трудоемкость ствола.
Задачей настоящего изобретения является устранение указанного недостатка.
Поставленная задача решается тем, что в способе изготовления ствола, включающем изготовление и термообработку исходной заготовки, ее предварительную механическую обработку с получением заготовки-трубы с заходной и поводковой частями под подпорный и поводковый центры радиально-обжимной машины, получение полуфабриката ствола с нарезной направляющей частью путем радиального обжатия заготовки-трубы на радиально-обжимной машине и окончательную механическую обработку полуфабриката с образованием готового ствола,
перед образованием нарезной направляющей части полуфабриката в отверстии заготовки-трубы радиальным обжатием формируют локальную коническую поверхность, на которой затем радиальным обжатием образуют нарезную направляющую часть.
В предлагаемом способе при радиальном обжатии заготовки-трубы в ее отверстии сначала формируют обжатием локальную коническую поверхность, а затем ее обжимают в нарезную направляющую часть.
Таким решением возрастает продолжительность контакта металла, расположенного на поверхности отверстия и в прилегаемой к ней зоне, с оправкой, на которой он деформируется сначала на конической части в 2-х направлениях, а затем и в 3-х направлениях (координатах) на формообразующей части, имеющей чередующиеся выступы и впадины, бойками РОМы с образованием в поковке нарезной направляющей части и готовой или максимально приближенной к ней наружной поверхности ствола. Благодаря этому улучшается чистота (уменьшается шероховатость) поверхности направляющей части канала ствола и отпадает необходимость ее свинцевания после радиального обжатия.
Технические решения с признаками, отличающими заявленное решение от прототипа не известны и явным образом из уровня техники не следуют. Это позволяет считать, что предлагаемый способ промышленно применим, имеет существенные отличия, является новым и поэтому соответствует критерию «изобретение».
Сущность предлагаемого поясняется чертежом, где представлены продольные сечения подпорного центра 1, получаемой радиальным обжатием бойками 2 из заготовки-трубы поковки 3, закрепленной заходной частью 4 в подпорном центре 1, поводковой частью 5 в поводковом центре 6 с внутренними радиальными зубьями или торцевыми зубьями.
Обжатие заготовки-трубы бойками 2 осуществляется на оправке 7, имеющей нарезную часть 8 длиной l и параметрами di по выступам и впадинам для формирования соответственно нарезов и полей и коническую часть 9 длиной l0 и диаметром dк, который меньше диаметра d0 отверстия заготовки-трубы (для пулемета «Корд» d0=15 мм).
При этом диаметр исходной заготовки в поводковой части - D0=57 мм, а заходная часть бойков своими углами α1-α4 (см. ОСТ В3-6011-85. Заготовки стволов калибров 4,5÷30 мм. Типовой технологический процесс холодного радиального обжатия, лист 30), образуют снаружи поковки ствола пулемета «Корд» деформируемый участок длиной L0 не более 40 мм.
Между длинами конических поверхностей поковки ствола выполняется условие L0>l0. И такое же условие выполняется между dк<d0 для беспрепятственного перемещения оправки по отверстию заготовки-трубы в зону расположения бойков РОМы.
Обжатие ее осуществляется так: она подается манипулятором, не показанным на чертеже, в зону расположения подпорного 1 и поводкового 6 центров; последний перемещается в осевом направлении слева направо, и хвостовик поводковой части заготовки-трубы оказывается в гнезде центра 1, после чего внутренние радиусные зубья поводкового центра 6 внедряются в зону пересечения боковой и торцевой поверхностей большого цилиндра диаметром D0 поводковой части заготовки-трубы.
При обжатии ее бойками 2, совершающими возвратно-поступательные перемещения относительно ее, происходит 2-х и 3-х мерная деформация ее материала, как указывалось раньше в зонах бойков и оправки, причем при отходе бойков 2 от нее она зубьями поводков центра 6 вращается вокруг своей продольной оси и подается в осевом направлении в зону заходной части бойков 2.
Они этой частью деформируют металл заготовки-трубы сначала на коническую часть 9 оправки 7, а затем калибрующей частью бойков этот металл деформируется на нарезной калибрующей части 8 ее с образованием чередующихся между собой полей и нарезов на направляющей части с минимальной шероховатостью у получаемой поковки 3 благодаря возрастанию времени контакта металла с оправкой, имеющей дополнительную коническую часть 9.
Постепенным обжатием металла заготовки-трубы от основания до вершины конической части 9 оправки увеличивают продолжительность, улучшают шероховатость соответствующего участка поковки 3, который с вершины конической части оправки переходит на нарезную калибрующую часть 8 ее, где формируют направляющую часть в виде полей, нарезов и граней последних.
При этом донья будущих нарезов уже сформировались на вершине конической части оправки и имеют соответствующую шероховатость, которая улучшается дополнительным обжатием их на выступах нарезной части оправки 7.
Будущие поля являются также частью периметра конической поверхности единичной длины на выше указанной вершине оправки 7 и имеют, как и нарезы, уже соответствующую шероховатость и будут образованы металлом этого периметра и иметь за счет дальнейшего обжатия на остальной части оправки минимальную шероховатость, а грани нарезов будут образованы металлом зоны, прилегающей к отверстию заготовки-трубы.
При реализации данного способа в стволе калибра 12,7 мм пулемета «Корд» размеры по доньям 8-ми нарезов dн=13,0 мм, шириной Вк=2,82 мм, глубиной h=0,15 мм, и при ширине полей Вп=2,15 мм (указаны параметры хромированной направляющей части) оценим изменение периметра направляющей части за счет нарезов и полей по сравнению с гладким периметром отверстия, полученного на вершине конической части оправки, принимая его диаметр ⌀13 мм.
Периметры гладкого отверстия Пгл=3,14×13=40,82 мм,
граней нарезов Пгр=8×2×0,15=2,4 мм,
нарезов Пн=8×2,82=22,6 мм,
полей Пп=8×2,15=17,2 мм.
Суммарный периметр нарезной части
ПΣ=Пгр+Пн+Пп=2,4+22,6+17,2=42,2 мм.
Увеличение ее периметра по сравнению с периметром отверстия на вершине конической части оправки
 .
.
Следовательно, периметр нарезной направляющей части формируется в поковке в основном за счет периметра гладкого отверстия, образованного на вершине конической части оправки.
Таким образом, благодаря увеличению продолжительности контакта металла заготовки-трубы сначала с конической частью оправки, а затем и нарезной частью ее улучшается шероховатость нарезной части канала получаемой поковки и отпадает надобность в освинцевании его перед хромированием.
Способ изготовления ствола, включающий изготовление и термообработку исходной заготовки, ее предварительную механическую обработку с получением заготовки-трубы с заходной и поводковой частями под подпорный и поводковой центры радиально-обжимной машины, получение полуфабриката ствола с нарезной направляющей частью путем радиального обжатия заготовки-трубы на радиально-обжимной машине и окончательную механическую обработку полуфабриката с образованием готового ствола, отличающийся тем, что перед образованием нарезной направляющей части полуфабриката в отверстии заготовки-трубы радиальным обжатием формируют локальную коническую поверхность, из которой затем радиальным обжатием получают нарезную направляющую часть.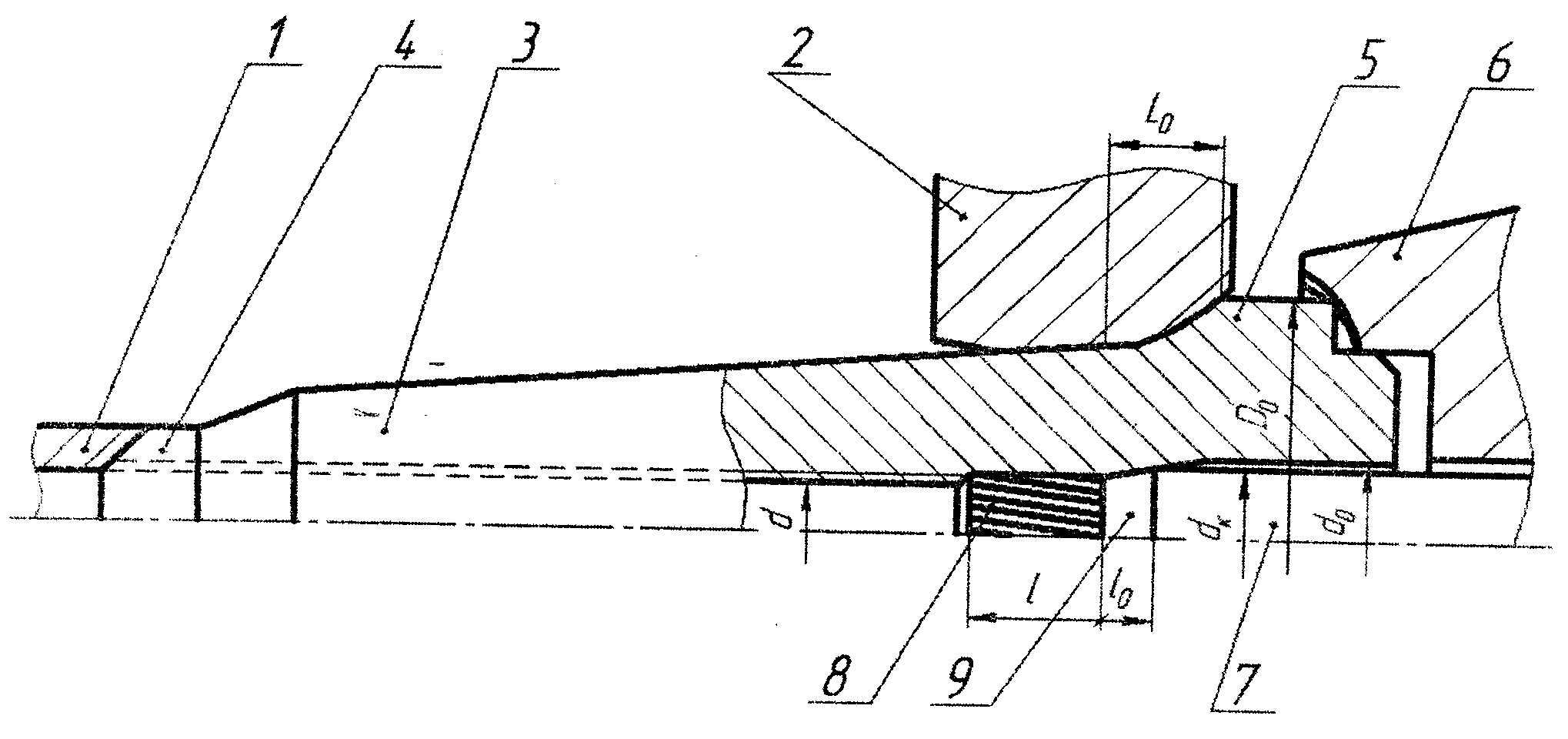
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие
Способ изготовления ствола

