Результат интеллектуальной деятельности: Способ раскатки трубных заготовок
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к способам получения бесшовных труб раскаткой в стане винтовой прокатки.
Известен способ раскатки гильз (полых трубных заготовок) в стане винтовой прокатки (RU 2320433 С2, опубликовано 27.03.2008). Получение труб по данному способу требует сложного, с точки зрения реализации, режима деформации и схема формоизменения гильзы по данному способу может приводить к появлению дополнительных и остаточных напряжений в готовой трубе и к ее разрушению. Раскатку предлагается вести по трехвалковой схеме, вследствие чего возможно течение металла в зазор между валками и, вследствие этого, точность получаемых изделий, в первую очередь по показателям овальности, снизится.
Известен способ поперечно-винтовой прошивки-раскатки гильз-заготовок (RU 2527582 С2, опубликовано 10.09.2014). Для осуществления способа необходимо две оправки, что усложняет процесс реализации способа. В ходе раскатки по предлагаемому способу труба перемещается с одной оправки на другую, что может привести к снижению точности получаемых изделий.
Известен способ профилирования и раскатки коротких гильз (SU 1559536 А1, опубликовано 10.04.2000). Данным способом предусмотрена раскатка только коротких гильз, а также требуется дополнительное центрирование оправочного стержня перед каждым валковым калибром. Для реализации раскатки необходимо несколько клетей, что существенно усложняет процесс формоизменения и ведет к росту энергозатрат на его реализацию.
Известен способ горячей винтовой раскатки (RU 2549022 С1, опубликовано 20.04.2015). Для реализации способа необходима оправка сложной конструкции. В силу особенностей конструкции оправки возможно уменьшение ее устойчивости, что приведет к снижению качества получаемых труб. Наличие большого количества отверстий в оправке существенно снизит ее прочность, вызовет необходимость ее частой замены и уменьшит эффективность производства.
Известен способ винтовой раскатки труб (RU 2146569 С1, опубликовано 20.03.2000). Способ требует постоянного перемещения раскатной оправки и тщательного, постоянного отслеживания ее перемещения.
Техническим результатом изобретения является получение бесшовных труб, отличающихся меньшей разностенностью и овальностью по сравнению с трубами, полученными с использованием существующих способов. Предлагаемым способом можно пользоваться при раскатке заготовок из труднодеформируемых материалов, равномернее чем при существующих способах распределять энергию по поверхности раскатываемой гильзы и снижать износ валков.
Технический результат достигается тем, что в предлагаемом способе раскатка ведется в четырехвалковом стане винтовой прокатки. Все четыре валка являются приводными, два валка являются основными и два вспомогательными, при этом валки изготавливаются таким образом, чтобы соотношение их диаметров в пережиме составляло 1,1-1,4, при этом основные валки должны быть расположены в стане по чашевидной схеме, а вспомогательные валки - по грибовидной. Чашевидная схема для основных валков предполагает отрицательный угол раскатки и валки располагают таким образом, чтобы угол раскатки лежал в пределах от -3° до -10°, угол раскатки для грибовидных валков - положительный и составляет от 3° до 10°, угол подачи для всех валков составляет от 6° до 12°.
Соотношение диаметров рабочего и вспомогательного валков в пережиме в пределах 1,1-1,4 и чашевидная схема расположения рабочих валков и грибовидная для вспомогательных валков позволяют в сечении на выходе из очага деформации получать равные (или близкие к равным) диаметры всех валков, что создает равномерность деформации и повышает точность размеров получаемых труб. Расположение вспомогательных валков по грибовидной схеме позволит дольше удерживать контакт с раскатываемой гильзой, длина очага деформации увеличится, площадь контакта валков и заготовки увеличится, что позволит более равномерно распределять энергию по поверхности заготовки. За счет более равномерного распределения энергии по поверхности заготовки снизится износ валков. Диапазон углов раскатки для чашевидных валков от -3° до -10° и от 3° до 10° для грибовидных выбран исходя из возможности размещения их главного привода. Известно, что при винтовой прошивке угол подачи валков рекомендуется задавать в пределах 14-18°, т.к. это обеспечивает наиболее благоприятную с точки зрения пластичности прошиваемых заготовок схему напряженно-деформированного состояния. Угол подачи валков при раскатке устанавливают в пределах 0.5-0.7 от угла подачи при прошивке. С учетом этого для реализации предложенного способа угол подачи валков необходимо задавать в пределах от 6 до 12 градусов. Наличие четырех валков (по сравнению с трехвалковой или двухвалковой раскаткой) создает более замкнутый калибр, повышает устойчивость поперечного сечения трубы и точность ее размеров: снизится овальность и уменьшится разностенность. Предлагаемым способом можно осуществлять меньшее по сравнению с существующими способами раскатки обжатие в пережиме, что создает возможность осуществлять раскатку полых трубных заготовок из малопластичных материалов.
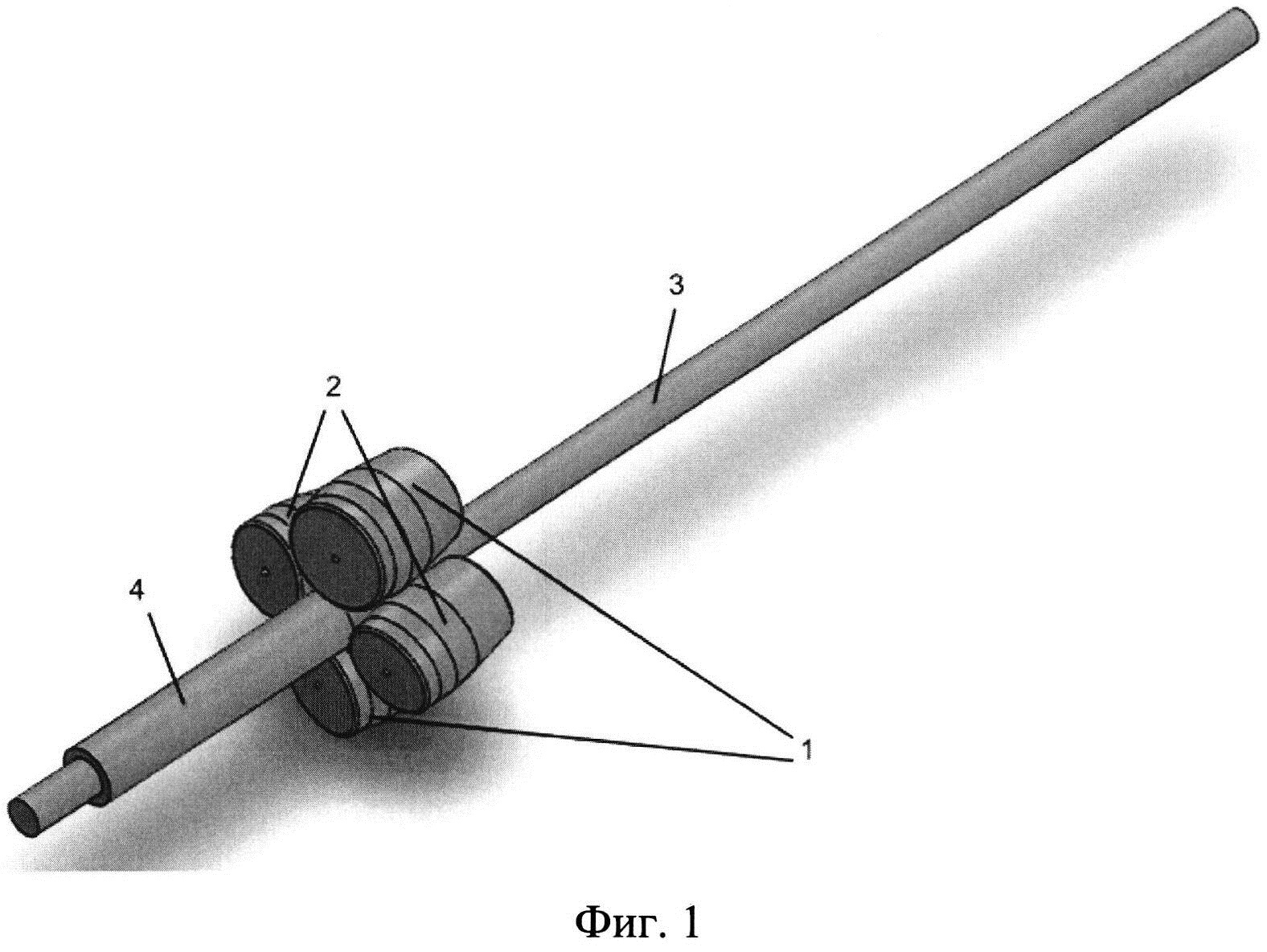
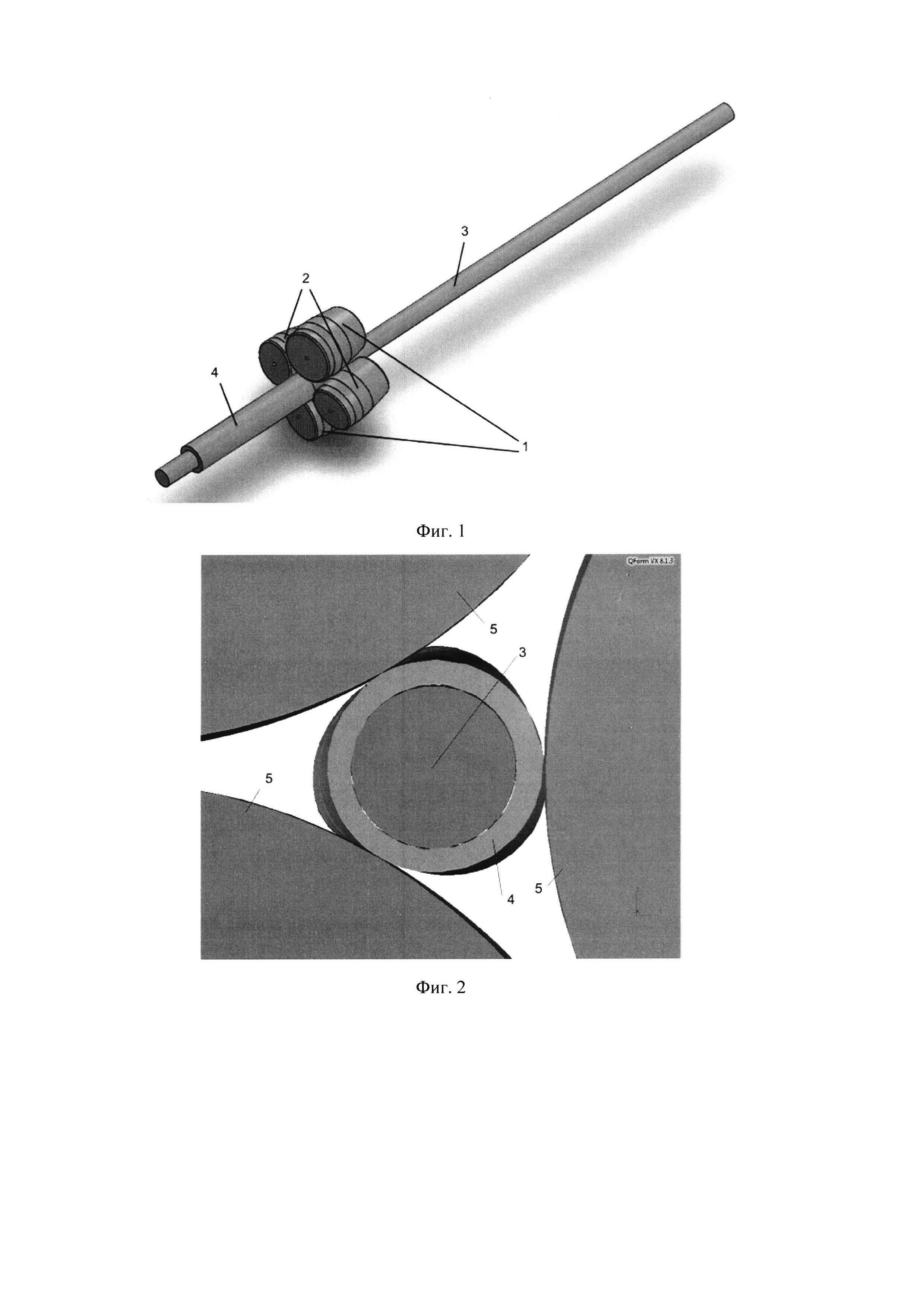
Изобретение пояснено чертежами на фиг. 1. где представлена 3D модель, созданная в SolidWorks и состоящая из рабочих (I) и вспомогательных (2) валков, раскатной оправки (3) и заготовки (4) для реализации предлагаемого способа раскатки, а также результатами компьютерного моделирования существующего способа трехвалковой раскатки: на фиг. 2 показано как тремя валками (5) меняется в пережиме форма заготовки (4) при раскатке на оправке (3); на фиг. 3 показано как по предлагаемому способу рабочие валки (1) и вспомогательные валки (2) деформируют заготовку (4) при раскатке на оправке (3) в пережиме.
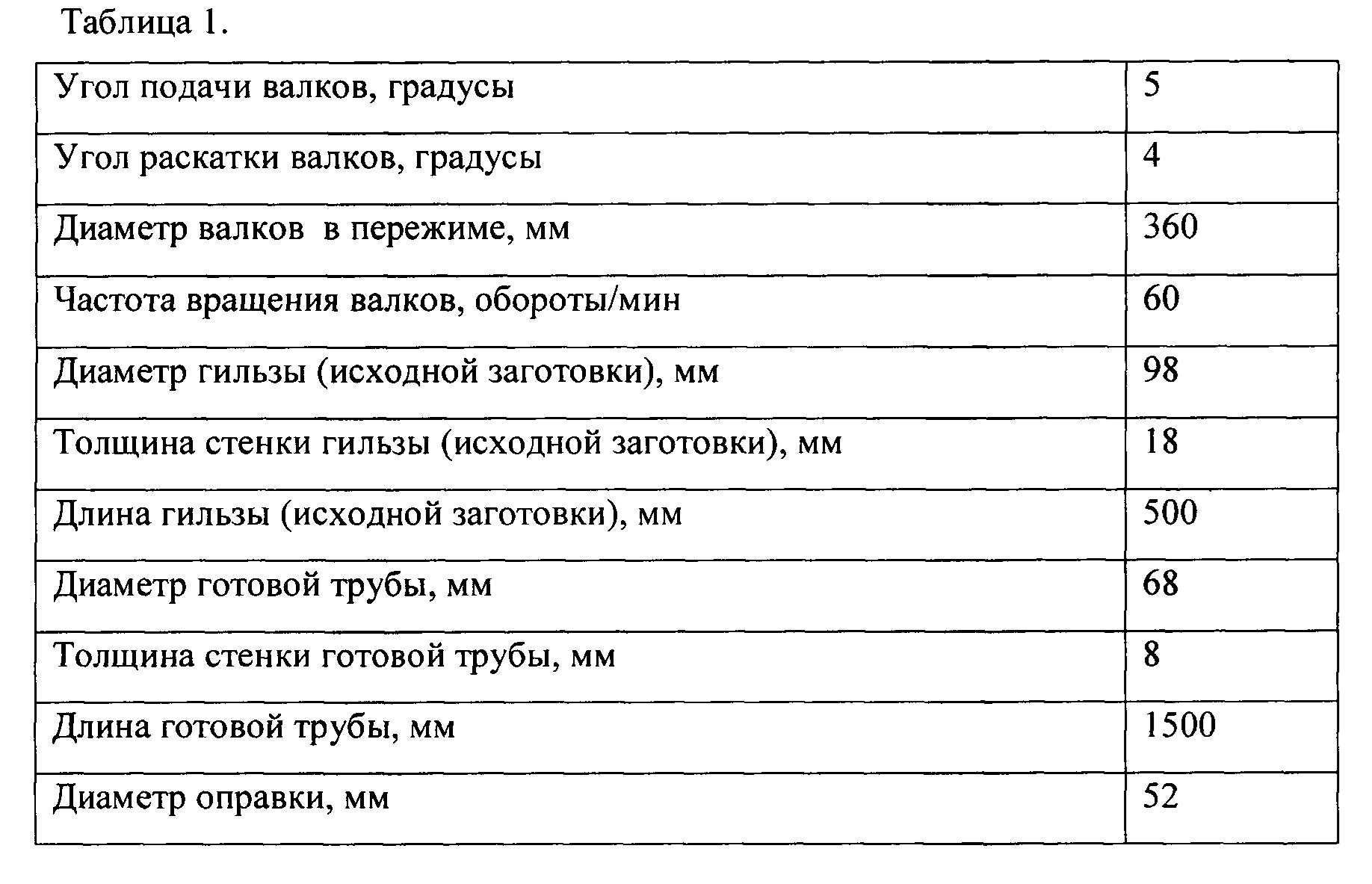
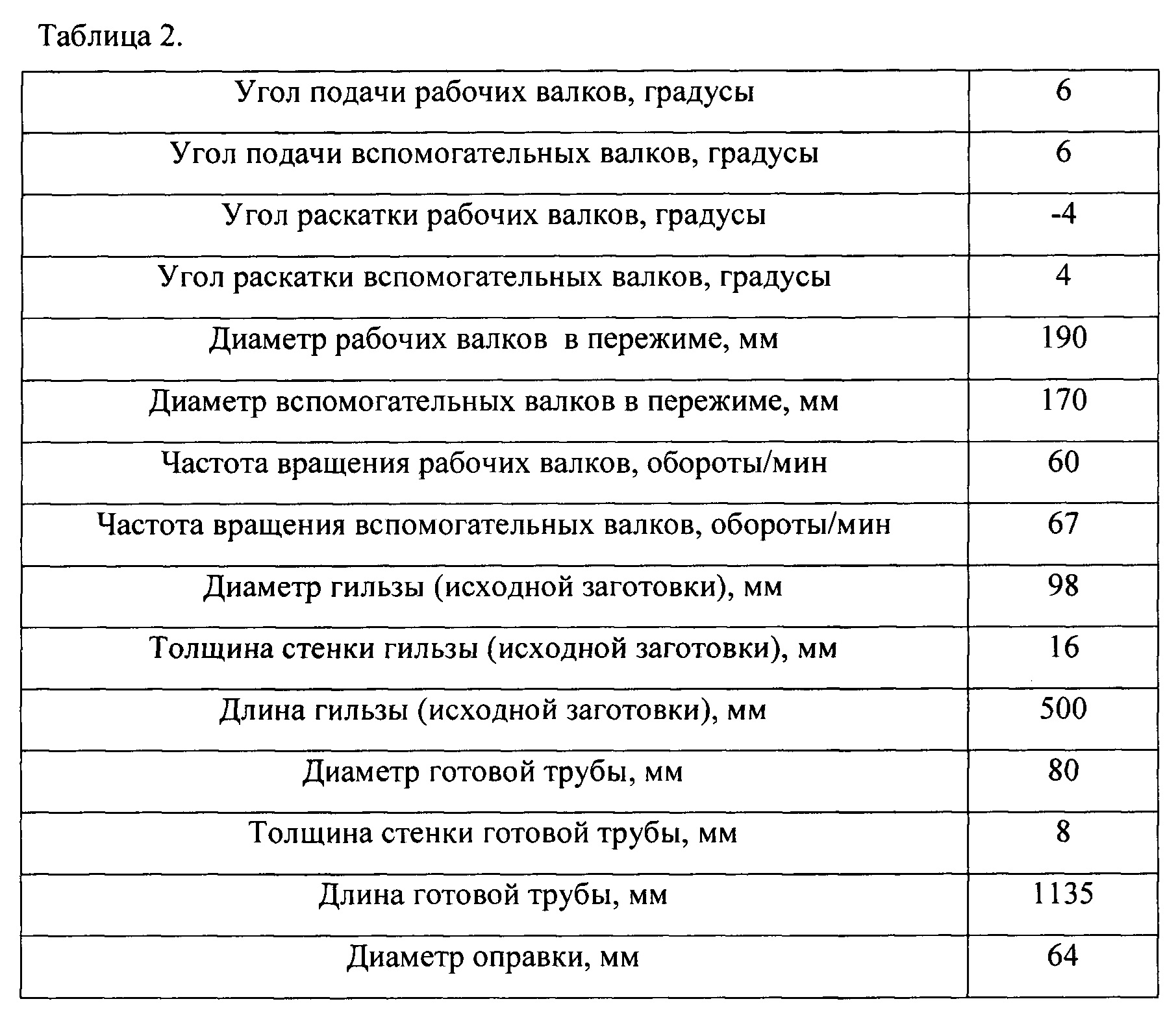
Осуществлением предлагаемого способа является компьютерная модель процесса раскатки, созданная с помощью вычислительной среды конечно-элементного анализа QForm. Для демонстрации преимуществ предлагаемого способа смоделировали также раскатку гильзы в трехвалковом стане винтовой прокатки в QForm. При моделировании задали, что материал прошиваемой заготовки сталь 45. валки и оправки считали абсолютно жесткими телами из стали 40Х. начальная температура заготовки (гильзы) составляла 1150°С. Размеры гильзы и готовой трубы, а также другие параметры раскатки в трехвалковом стане и по предлагаемому способу при моделировании в QForm приведены в таблицах 1 и 2 соответственно. Сравнение поперечных сечений в пережиме в ходе моделирования (фиг. 2-3) показало, что металл получаемой трубы при трехвалковой схеме течет в образуемые валками зазоры (фиг. 2). а предлагаемый способ раскатки (фиг. 3) создает более замкнутый калибр, течения в зазоры между валками нет, что позволит получать трубы с меньшей овальностью и разностенностью.

Керамический материал с низкой температурой спекания на основе диоксида циркония тетрагональной модификации
Состав рудной части шихты для выплавки чугуна в доменной печи
Керамический материал с низкой температурой спекания на основе диоксида циркония тетрагональной модификации
Способ комбинированного упрочнения поверхностей деталей
Способ получения фотокаталитического диоксида титана модификации анатаз и брукит на поверхности керамического изделия из рутила, полученного окислительным конструированием
Кальцийфосфатный цемент для заполнения костных дефектов
Радиопоглощающий конструкционный материал
Способ получения композиционного материала sic-tin
Керамический материал и способ его получения
Способ изготовления термостабильных редкоземельных магнитов
Способ построения базовой станции волоконно-эфирной телекоммуникационной системы сети мобильной радиосвязи
Листопрокатная клеть
Линейка прошивного стана
Способ подготовки заготовки к винтовой прокатке
Гидрогель для получения композиционных материалов с антибактериальной активностью для замещения костно-хрящевых дефектов методом 3d печати
Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой
Способ прошивки в стане винтовой прокатки
Способ обработки магниевого сплава системы mg-al-zn методом ротационной ковки
Способ термической обработки магнитотвердых сплавов на основе железа
Способ изоляции зон водопритока в скважине

